








6 советов по выбору правильного гибочного станка

Когда дело доходит до инвестирования в гибочная машинаЯ понимаю, насколько важно выбрать правильный вариант, соответствующий моим потребностям. В этой статье «6 советов по выбору правильного Гибочная машинаЯ поделюсь своими мыслями о том, какие факторы следует учитывать, от характеристик станка до его функциональности. Независимо от того, работаю ли я с разными материалами или с различной толщиной, эти советы помогут мне принять взвешенное решение, что в конечном итоге повысит эффективность и качество производства. Присоединяйтесь ко мне, и я разберу основные моменты при выборе идеального гибочного станка для моих проектов.
Введение
Гибочный станок Гибочный станок — это машина для гибки листового металла, широко распространённая в промышленном производстве. С развитием и ростом современной промышленности потребность пользователей в гибочных станках постепенно росла. Однако, с ростом спроса, в отрасли постепенно появлялось множество гибочных станков различного качества, и качество этих станков также определяет, насколько плавным или нестабильным будет будущий производственный процесс.
Итак, как правильно выбрать качественные гибочные станки? Лучше всего начать с тщательного анализа модели, учитывая конечное назначение станка, известные параметры прогиба, которые могут возникнуть в станке, и радиус гиба детали. При выборе гибочного станка вам, как человеку, принимающему решение, также необходимо подробно знать его производительность, диапазон обработки, особенности обработки, точность обработки и т. д. Процесс выбора нетривиален, поскольку неправильный выбор приведет к росту производственных затрат, и гибочный станок не окупит ожидаемых затрат. Поэтому Haas CNC разработала следующую информацию, которая поможет вам выбрать наиболее подходящий гибочный станок.

Заготовка – тип спецификации
Первое, что важно учесть, - это детали, которые вы хотите производить, полностью оценить стандартный размер деталей, которые вы хотите изготовить, форму конструкции и т. д. Чтобы сделать полный расчет, суть заключается в покупке станка, который может выполнить задачу обработки с минимальным столом и минимальным тоннажем, чтобы достичь цели практичности и экономичности.
Тщательно продумайте листовой металл, максимальную толщину и длину обработки. Если основным материалом изделия является мягкая сталь толщиной до 3 мм, а максимальная длина не превышает 2500 мм, то усилие свободного гиба не должно превышать 80 тонн. Однако, если в процессе производства предполагается значительная гибка снизу, возможно, стоит рассмотреть покупку гибочного станка с усилием около 150 тонн.
Если лист, который предстоит сгибать в процессе производства, изготовлен из мягкой стали, максимальная толщина составляет 6 мм, а длина — 2500 мм в пределах свободного изгиба, то следует рассмотреть покупку гибочного станка усилием 100 тонн и более. Если же требуется коррекция гибки, то следует выбрать гибочный станок большего тоннажа.
Если большая часть заготовки изгибается длиной 1250 мм или короче, то следует учитывать, что усилие гибочного станка уменьшается почти вдвое, что может значительно снизить стоимость приобретения. Поэтому длина обрабатываемой детали имеет большое значение для определения технических характеристик модели.

Система прогиба-коррекции
В процессе гибки на гибочном станке, особенно при гибке длинномерных заготовок, возникает прогиб. Чем длиннее заготовка, тем больше прогиб. При одинаковой нагрузке прогиб стола и каретки модели 2500 мм в четыре раза больше, чем у модели 1250 мм.

Это означает, что для более коротких станков требуется меньше регулировки прокладок для производства качественных деталей, а меньшая регулировка прокладок сокращает время выполнения заказа. Однако большинство современных гидравлических гибочных станков с ЧПУ разработаны для производства с добавлением функции гидравлической компенсации прогиба, что снижает необходимость в настройке станка операторами производства, одновременно повышая точность гибки и производительность. Функция гидравлической компенсации прогиба управляется системой ЧПУ: гидравлическое масло через магнитный клапан подается в компенсационный цилиндр, поднимая стол, при этом усилие компенсации прогиба увеличивается с увеличением усилия гибки, тем самым играя роль в компенсации прогиба.

Материал – изгибающая сила
Материал обрабатываемой пластины также является ключевым фактором. По сравнению с мягкой сталью, нержавеющая сталь обычно требует примерно на 50% больше нагрузки, в то время как большинство материалов требуют примерно на 50% меньше, чем мягкий алюминий. Соответствующие стандартные параметры давления гибки можно получить у производителя гибочного станка. В таблице указано необходимое усилие гибки на 1000 мм длины для различных толщин и листов.

Радиус изгиба – характеристики тоннажа
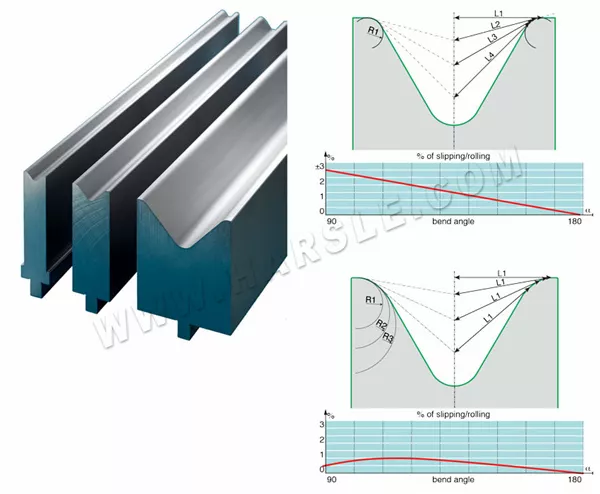
Радиус закругления угла заготовки также является фактором, который следует учитывать при гибке изделия. При свободной гибке радиус закругления составляет 0,156 размера раскрытия V-образной канавки.
При свободной гибке раскрытие V-образной канавки должно быть в 8 раз больше толщины листового металла. Например, если для гибки мягкой стали толщиной 1,5 мм используется раскрытие V-образной канавки размером 12 мм, радиус гиба детали составит приблизительно R = 1,9 мм. Если радиус гиба близок или меньше толщины листа, необходимо выполнить подпрессовку. Однако давление, необходимое для нижней гибки, примерно в четыре раза больше, чем для свободной гибки. При выполнении свободной гибки обращают внимание на зазор между верхним и нижним штампами в нижней части хода и на использование компенсирующего пружинного возврата, чтобы удерживать лист перегнутым примерно на 90°. Как правило, свободный гибочный штамп обеспечивает угол отскока ≤ 2° на новом гибочном станке и радиус гиба, равный 0,156 раскрытия нижнего штампа. Таким образом, угол штампа для процесса свободной гибки вверх и вниз обычно составляет 86 ~ 90°. В нижнем конце хода между верхним и нижним штампами должен оставаться зазор, немного превышающий толщину листа.

Угол формовки улучшается, поскольку большее усилие нижнего пресса (примерно в 4 раза больше, чем при свободном прессовании) снижает напряжения, которые обычно вызывают пружинение в пределах радиуса гиба. Гибка штампом такая же, как и нижняя гибка, за исключением того, что передний конец верхнего штампа обрабатывается до желаемого радиуса гиба, а зазор между верхним и нижним штампами в нижней точке хода меньше толщины листа. Пружинение в значительной степени предотвращается применением достаточного давления (примерно в 10 раз больше, чем при свободной гибке), чтобы заставить передний конец верхнего штампа соприкоснуться с листом. Чтобы выбрать наименьшее усилие, лучше всего планировать радиус гиба больше толщины листа и использовать свободную гибку, когда это возможно. Больший радиус гиба часто не влияет на качество готовой детали и ее будущее использование.
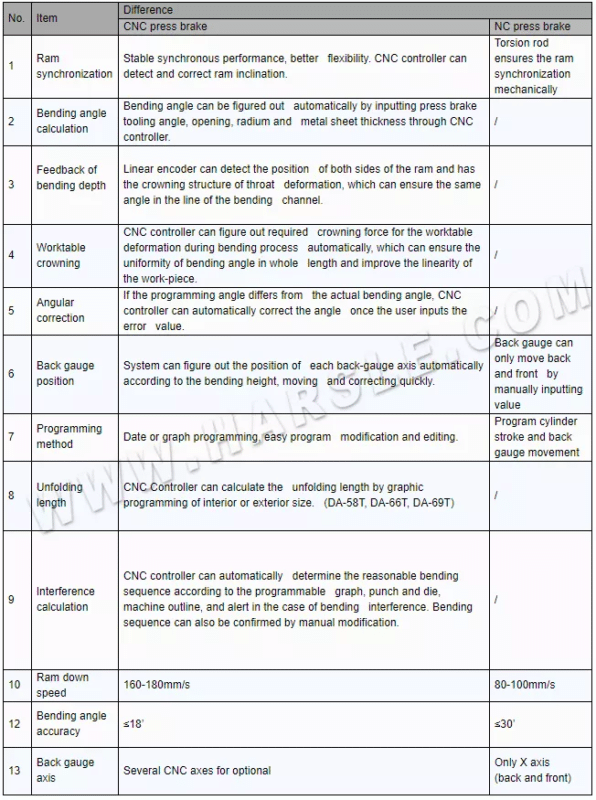
Точность – интеллектуальное ЧПУ
Точность гибки – фактор, который необходимо тщательно учитывать. Он определяет, покупаете ли вы гибочный станок с ЧПУ или обычный. Выбор гибочного станка должен учитывать точность используемой механической системы, поскольку с научной точки зрения погрешность неизбежна, и её можно уменьшить только максимально возможными способами. Для некоторых заготовок и простых деталей допустим небольшой диапазон погрешностей, поэтому нет необходимости в высокоточном гибочном станке; для некоторых заготовок требуется высокая точность, поэтому рекомендуется купить гибочный станок с ЧПУ.

Если точность гибки не может быть изменена произвольно, необходимо обратить внимание на гибочный станок с ЧПУ. Повторяемость ползунов гибочных станков с ЧПУ обычно составляет ± 0,01 мм, поэтому для формирования точных углов необходимо использовать высококачественный инструмент и точность. Точность повторения ползунов обычных гибочных станков составляет ± 0,5 мм, но при использовании подходящих пресс-форм допуск может составлять ± 2–3°. Кроме того, гибочные станки с ЧПУ оснащены системами быстрого зажима и быстрой смены штампов, что делает гибочные станки с ЧПУ оптимальным выбором при гибке большого количества мелких деталей.
Инструмент – износ
Гибочные штампы также напрямую влияют на точность гибки, поэтому регулярно проверяйте износ штампов, измеряя длину от передней части верхнего штампа до выступа стола, а также длину между нижним штампом и выступающим краем стола.
Для обычных штампов отклонение должно составлять ±0,01 мм на 10 мм, а общее отклонение длины не должно превышать ±0,15 мм. Для штампов для тонкого шлифования точность должна составлять ±0,005 мм на 100 мм, а общая точность не должна превышать ±0,05 мм. Для гибочных станков с ЧПУ лучше всего использовать штампы для тонкого шлифования, а для обычных – штампы для обычных.

Краткое содержание
Как пользователь или производитель оборудования, приобретая гибочные станки, я стремлюсь к тому, чтобы приобрести экономичный и практичный гибочный станок, учитывая при этом множество факторов, соответствующих вашей реальной ситуации. Вышеперечисленные пункты представляют собой лишь краткий обзор некоторых односторонних вопросов. Лучший способ решения проблемы — выбрать профессионального производителя гибочных станков, который предоставит вам несколько вариантов решений, соответствующих вашей реальной ситуации, что позволит разработать более разумный и эффективный план решения.
America-Miami-Customer-Feeback.jpg)










