








6 conseils pour choisir la bonne cintreuse

Lorsqu'il s'agit d'investir dans un machine à cintrerJe comprends l'importance de choisir le modèle qui répond à mes besoins. Dans cet article, « 6 conseils pour choisir le bon Machine à cintrerJe partagerai mes réflexions sur les facteurs à prendre en compte, des spécifications de la machine à sa fonctionnalité. Que je travaille avec différents matériaux ou épaisseurs, ces conseils m'aideront à prendre une décision éclairée et, au final, à améliorer l'efficacité et la qualité de ma production. Rejoignez-moi pour explorer les points essentiels à prendre en compte pour choisir la plieuse idéale pour mes projets.
Introduction
Machine à cintrer Il s'agit d'une machine de pliage de tôle, très courante dans la production industrielle. Avec le développement et la croissance de l'industrie moderne, les besoins en cintreuses ont progressivement augmenté. Cependant, cette demande croissante a progressivement fait émerger des cintreuses de qualité variable, dont la qualité conditionne le bon déroulement ou la frustration du processus de production.
Comment choisir une cintreuse de qualité ? Il est conseillé de commencer par bien réfléchir au modèle à acheter en fonction de son utilisation finale, des variations de déflexion possibles et du rayon de pliage de la pièce. Pour choisir une cintreuse, il est également essentiel de connaître en détail ses performances, sa plage d'usinage, ses caractéristiques, sa précision, etc. Le processus de sélection est complexe : un mauvais choix peut entraîner une hausse des coûts de production et une cintreuse ne rentabilisera pas les coûts escomptés. À cet effet, Haas CNC a élaboré les éléments suivants pour vous aider à choisir la cintreuse idéale.

Pièce à usiner – type de spécification
La première chose importante à considérer est les pièces que vous souhaitez produire, pour estimer pleinement la taille standard des pièces que vous souhaitez produire, la forme de la structure, etc. pour faire une comptabilité complète, le but est d'acheter une machine qui peut terminer la tâche de traitement avec la table la plus courte et le plus petit tonnage, afin d'atteindre l'objectif pratique et économique.
Tenez compte de la tôle, de l'épaisseur et de la longueur maximales à usiner. Si le matériau principal de la pièce est de l'acier doux, que son épaisseur est inférieure à 3 mm et que sa longueur maximale ne dépasse pas 2 500 mm, la force de pliage libre ne doit pas dépasser 80 tonnes. En revanche, si le pliage inférieur est important, il est conseillé d'envisager l'achat d'une cintreuse d'environ 150 tonnes.
Si la tôle à cintrer est en acier doux, d'une épaisseur maximale de 6 mm et d'une longueur de 2 500 mm (à l'intérieur de la zone de pliage libre), il est conseillé d'envisager l'achat d'une cintreuse de 100 tonnes ou plus. Si le pliage doit être corrigé, il faudra opter pour une cintreuse plus puissante.
Si la majeure partie de la pièce à usiner est pliée sur une longueur de 1 250 mm ou moins, le tonnage de la cintreuse est presque divisé par deux, ce qui peut réduire considérablement le coût d'acquisition. Par conséquent, la longueur de la pièce usinée est essentielle pour déterminer les spécifications du modèle.

Système de déflexion et de couronnement
Lors du pliage, notamment de pièces longues, une flexion se produit. Plus la pièce est longue, plus la flexion est importante. Sous la même charge, la flexion de la table et du coulisseau d'un modèle de 2 500 mm est quatre fois supérieure à celle d'un modèle de 1 250 mm.

Cela signifie que les machines plus courtes nécessitent moins de réglages de cales pour produire des pièces de qualité, et que moins de réglages de cales réduisent les délais d'exécution. Cependant, la plupart des cintreuses hydrauliques CNC actuelles ont été conçues pour la production avec une fonction de compensation hydraulique de la déflexion, réduisant ainsi les besoins de réglage de la machine pour les opérateurs tout en améliorant la précision et la productivité du pliage. Cette fonction est contrôlée par le système CNC : l'huile hydraulique circule dans le vérin de compensation via la vanne de service magnétique pour soulever la table. La force de compensation de la déflexion augmente avec l'effort de pliage, jouant ainsi un rôle dans la compensation de la déflexion.

Matériau – force de flexion
Le matériau de la plaque usinée est également un facteur clé. Comparé à l'acier doux, l'acier inoxydable nécessite généralement une charge supérieure d'environ 50%, tandis que la plupart des matériaux nécessitent environ 50% de moins que l'aluminium tendre. Les paramètres de pression de pliage standard correspondants peuvent être obtenus auprès du fabricant de la cintreuse. Le tableau indique la force de pliage requise pour 1 000 mm de longueur pour différentes épaisseurs et différentes plaques.

Rayon de courbure – spécifications de tonnage
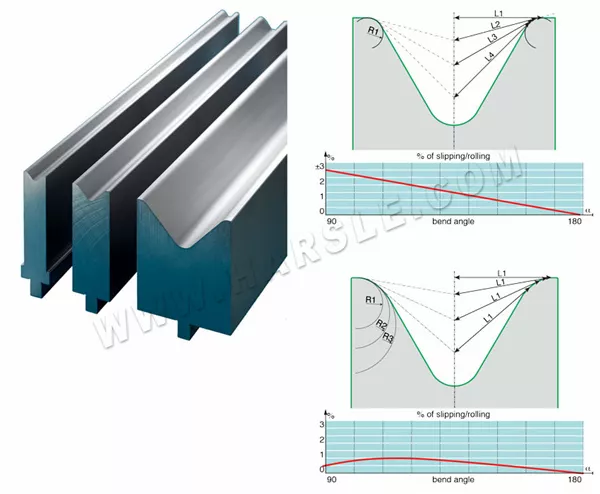
Le rayon de courbure de la pièce est également un facteur à prendre en compte lors du pliage. En pliage libre, le rayon de courbure est égal à 0,156 fois la taille de l'ouverture de la rainure en V.
En pliage libre, l'ouverture de la rainure en V doit être égale à 8 fois l'épaisseur de la tôle. Par exemple, si une rainure en V de 12 mm est utilisée pour plier de l'acier doux de 1,5 mm, le rayon de pliage de la pièce est d'environ R = 1,9 mm. Si le rayon de pliage est proche ou inférieur à l'épaisseur de la tôle, un sous-moulage est nécessaire. Cependant, la pression requise pour le pliage par le bas est environ quatre fois supérieure à celle du pliage libre. Lors du pliage libre, il faut prêter attention à l'espace entre les matrices supérieure et inférieure en fin de course et utiliser un retour élastique compensateur pour maintenir la tôle pliée à environ 90°. Généralement, la matrice de pliage libre produit un angle de rebond ≤ 2° sur une cintreuse neuve et un rayon de pliage égal à 0,156 fois l'ouverture de la matrice inférieure. Par conséquent, l'angle de la matrice pour le pliage libre de haut en bas est généralement compris entre 86 et 90°. À l'extrémité inférieure de la course, il doit y avoir un espace entre les matrices supérieure et inférieure qui est légèrement plus grand que l'épaisseur de la feuille.

L'angle de formage est amélioré grâce au tonnage plus important du pli inférieur (environ 4 fois supérieur à celui du pli libre) qui réduit les contraintes normalement responsables du retour élastique dans le rayon de pliage. Le pliage par empreinte est identique au pliage inférieur, à la différence que l'extrémité avant de la matrice supérieure est usinée au rayon de pliage souhaité et que l'espace entre les matrices supérieure et inférieure en fin de course est inférieur à l'épaisseur de la tôle. Le retour élastique est largement évité en appliquant une pression suffisante (environ 10 fois supérieure à celle d'un pli libre) pour forcer l'extrémité avant de la matrice supérieure à entrer en contact avec la tôle. Pour choisir le tonnage le plus faible, il est préférable de prévoir un rayon de pliage supérieur à l'épaisseur de la tôle et d'utiliser le pliage libre autant que possible. Un rayon de pliage plus important n'affecte généralement pas la qualité de la pièce finie ni son utilisation future.
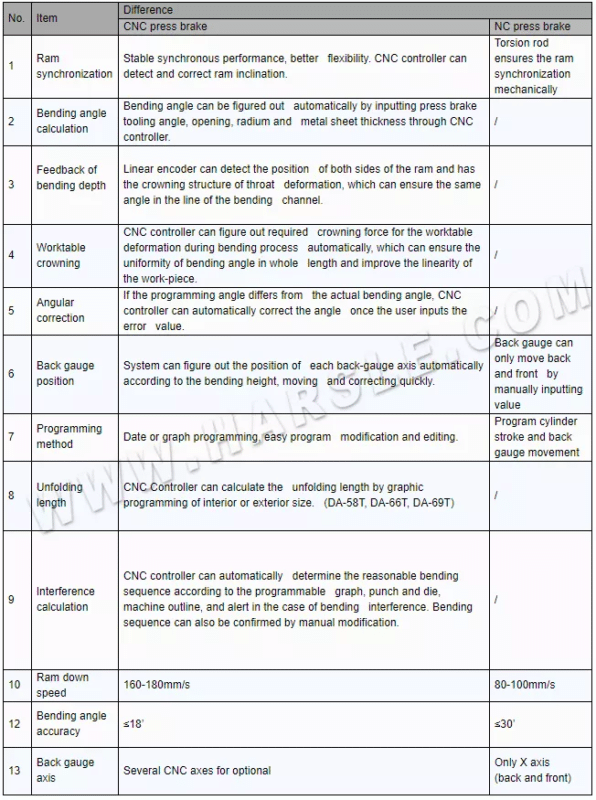
Précision – CNC intelligente
La précision du pliage est un facteur à prendre en compte avec soin. C'est ce critère qui détermine l'achat d'une cintreuse CNC ou d'une cintreuse classique. Le choix d'une cintreuse repose sur la précision du système mécanique utilisé. En effet, d'un point de vue scientifique, l'erreur est inévitable et il est essentiel de la réduire au maximum. Certaines pièces, même simples, peuvent présenter une faible marge d'erreur ; il n'est alors pas nécessaire d'opter pour une cintreuse de haute précision. Certaines pièces doivent être d'une grande précision, ce qui nécessite une machine de haute précision. Il est donc plus recommandé d'acheter une cintreuse CNC.

Si la précision de pliage est de ± 0,5 ° et ne peut être modifiée arbitrairement, il est conseillé d'opter pour une cintreuse CNC. La répétabilité des coulisseaux d'une cintreuse CNC est généralement garantie à ± 0,01 mm ; le formage d'angles précis doit être réalisé avec une telle précision et un outillage de qualité. La précision de répétition des coulisseaux d'une cintreuse classique est de ± 0,5 mm, et dans des conditions de moulage appropriées, un écart de ± 2 à 3 ° peut être observé. De plus, les cintreuses CNC sont équipées de systèmes de serrage et de changement d'outil rapides, ce qui en fait un choix incontournable pour le pliage de nombreuses petites pièces.
Outil – usure
Les matrices de pliage ont également un impact direct sur la précision du pliage, vérifiez donc fréquemment l'usure des matrices en mesurant la longueur de l'avant de la matrice supérieure à l'épaulement de la table et la longueur entre la matrice inférieure et l'épaulement de la table.
Pour les matrices conventionnelles, l'écart doit être de ± 0,01 mm par 10 mm et l'écart de longueur total ne doit pas dépasser ± 0,15 mm. Pour les matrices de rectification fine, la précision doit être de ± 0,005 mm par 100 mm et la précision totale ne doit pas dépasser ± 0,05 mm. Il est préférable d'utiliser des matrices de rectification fine pour les cintreuses CNC et des matrices conventionnelles pour les cintreuses ordinaires.

Résumé
En tant qu'utilisateur ou fabricant d'équipements, l'essentiel est d'acquérir une cintreuse économique et pratique, en tenant compte de nombreux facteurs, en fonction de votre situation. Les points ci-dessus ne sont qu'un bref aperçu de quelques aspects spécifiques. Le mieux est de choisir un fabricant professionnel de cintreuses. Il vous fournira plusieurs plans adaptés à votre situation, afin que votre projet soit plus pertinent et efficace.
America-Miami-Customer-Feeback.jpg)










