








عبقري مكابح الضغط قد يكون التشغيل أمرًا صعبًا، ولكن هذا البرنامج التعليمي سيرشدك خلال تشغيل الطرازين DA-66T وDA-69T لتحقيق الأداء والدقة الأمثل.
تعلم كيفية تشغيل Genius مكابح الضغط (DA-66T وDA-69T) مع هذا الدليل الشامل. اتبع تعليماتنا خطوة بخطوة لتحسين عملية الثني وتحقيق نتائج مثالية.
هل أنت مستعد للبدء؟ لنستكشف عملية تشغيل DA-66T وDA-69T لضمان عمليات ثني سلسة وفعالة.
عادةً ما يواجه العملاء الجدد مشاكل متنوعة عند استخدام مكبس الثني Genius لأول مرة. وقد سجّل مهندسو HARSLE شرحًا كاملاً لتشغيل مكبس الثني Genius. مكابح الضغط DA-66T وDA-69T لضمان استخدام العملاء للماكينة بشكل أسرع وأفضل. يُوثّق هذا البرنامج التعليمي عملية حقن الزيت وبرمجة الثني، بمحتوى كامل وتفاصيل واضحة. نأمل أن يكون الفيديو التالي مفيدًا لكم:
الجزء 1: ملء توصيلات الزيت والكابلات
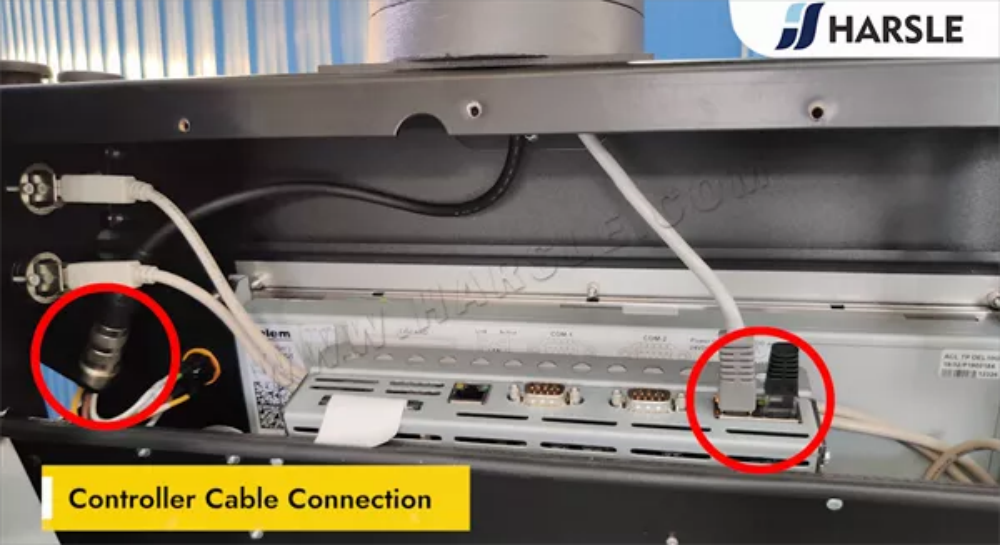
توصيل كابل وحدة التحكم
يُعدّ توصيل كابل وحدة التحكم بشكل صحيح أمرًا أساسيًا لضمان اتصال مستقر بين مكابس Genius ووحدة التحكم CNC DA-66T أو DA-69T. ابدأ بالتحقق من نوع الكابل ومطابقته مع منافذ الإدخال المقابلة في كلٍّ من وحدة التحكم ومكابس الضغط. ثبّت جميع التوصيلات بإحكام لمنع فقدان الإشارة أو حدوث أخطاء في الآلة. استخدم كابلات معزولة لتقليل التداخل الكهرومغناطيسي. بعد التوصيل، أجرِ اختبارًا للنظام للتأكد من سلامة نقل البيانات. افحص الكابلات وصيانتها بانتظام لمنع التآكل والتلف، مما يضمن أداءً وموثوقيةً طويلَي الأمد. يضمن التوصيل السليم تشغيلًا سلسًا لمكابس الضغط ونتائج ثني دقيقة.
ملء خزان الزيت بزيت هيدروليكي مضاد للتآكل
ملء خزان الزيت بـ زيت هيدروليكي مضاد للتآكل هي خطوة حاسمة لضمان التشغيل السلس وطول عمر جهازك مكبس الفرامل العبقريقبل التعبئة، تأكد من نظافة الخزان وخلوه من الملوثات. استخدم فقط مواد عالية الجودة. زيت هيدروليكي مضاد للتآكل وفقًا لتوصيات الشركة المصنعة. صبّ الزيت ببطء في الخزان، مع التأكد من وصوله إلى المستوى المطلوب دون زيادة في الملء. بعد التعبئة، تحقق من عدم وجود أي تسريبات واترك النظام يعمل لبضع دقائق لضمان دوران جيد. تساعد فحوصات الزيت واستبداله بانتظام في الحفاظ على الأداء الأمثل ومنع التآكل المبكر للمكونات الهيدروليكية.

املأ الزيت من هذا المنفذ
لضمان الأداء الأمثل وطول العمر الافتراضي لآلة الثني، من الضروري ملء الزيت الهيدروليكي بشكل صحيح. استخدم منفذ الزيت المخصص لإضافة الزيت الهيدروليكي، مع التأكد من وصوله إلى 2/3 من إجمالي حجم الزيتقد يؤدي الإفراط في التعبئة أو نقصها إلى انخفاض كفاءة النظام، أو ارتفاع درجة حرارته، أو تقصير عمر الآلة. استخدم دائمًا زيتًا هيدروليكيًا عالي الجودة موصى به من قبل الشركة المصنعة. بعد التعبئة، تحقق من مؤشر مستوى الزيت وتأكد من عدم وجود أي تسريبات. الصيانة الدورية والإدارة السليمة للزيت ستساعدان في الحفاظ على... مكبس الفرامل العبقري العمل بسلاسة وكفاءة لسنوات قادمة.

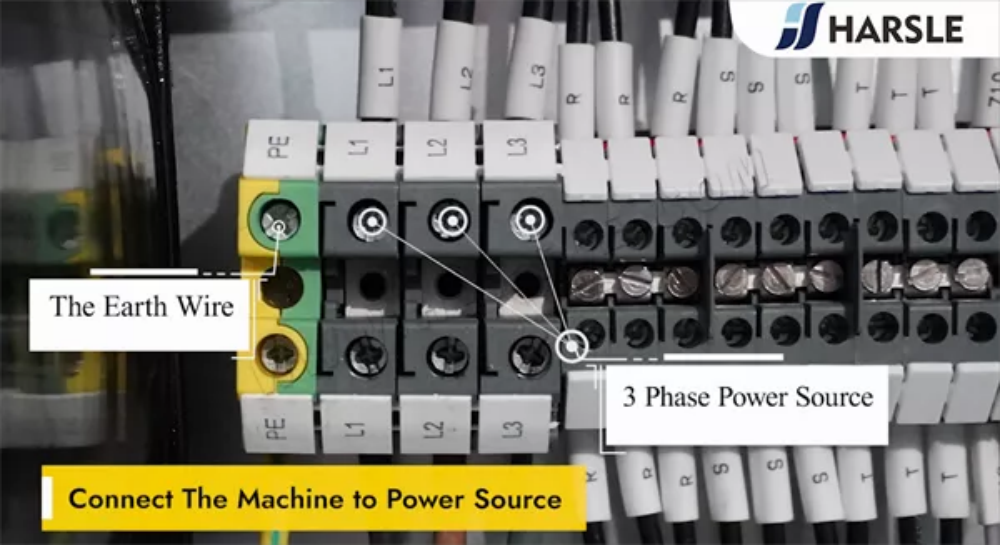
توصيل الجهاز بمصدر الطاقة
قبل التشغيل مكبس الفرامل العبقريتأكد من توصيل طاقة آمن وصحيح. ابدأ بالتحقق من أن مواصفات طاقة الجهاز تتوافق مع مصدر الطاقة في منشأتك. استعن بفني كهربائي معتمد لتوصيل الجهاز بمصدر طاقة ثابت. مصدر طاقة ثلاثي الطور، مع مراعاة لوائح السلامة المحلية. تأكد من أن تم توصيل سلك التأريض بشكل آمن لتجنب المخاطر الكهربائية. بعد تشغيل الجهاز، تحقق من وجود أي رسائل خطأ على وحدة التحكم DA-66T أو DA-69Tإذا سار كل شيء على ما يرام، فأنت جاهز لبدء المعايرة والإعداد. اتبع دائمًا إرشادات الشركة المصنعة لضمان آمنة وفعالة عملية.
قم بتوصيل الكابل بالصندوق الكهربائي
يُعد توصيل الكابل بصندوق الكهرباء خطوةً أساسيةً لضمان تشغيلٍ آمنٍ وفعالٍ لآلة ثني الثني. ابدأ بفصل مصدر الطاقة الرئيسي لتجنب أي مخاطر كهربائية. انزع أطراف الكابل بعناية، ثم أدخلها في الوصلات المخصصة لها داخل صندوق الكهرباء. ثبّت التوصيلات بإحكام البراغي والتأكد من التأريض الصحيح. تأكد جيدًا من توصيل جميع الأسلاك بشكل صحيح وفقًا لمخطط الأسلاك. بعد تثبيت كل شيء، أغلق غطاء صندوق الكهرباء وأعد تشغيله لاختبار التوصيل. يضمن التركيب السليم سلامة واستقرار الآلة.
توصيل سلك الأرض
يُعد توصيل سلك التأريض خطوةً أساسيةً لضمان السلامة الكهربائية في أي آلة، بما في ذلك مكابس الضغط. يوفر سلك التأريض مسارًا مباشرًا للتيارات الكهربائية الشاردة للتدفق بأمان إلى الأرض، مما يمنع الصدمات الكهربائية والدوائر القصيرة ومخاطر الحرائق المحتملة. بدون تأريض سليم، قد يُسبب التسرب الكهربائي أضرارًا جسيمة للمشغلين ويتلف مكونات الآلة. استخدم دائمًا سلك تأريض عالي الجودة وذو تصنيف مناسب، وقم بتوصيله بنقطة تأريض موثوقة. افحص التوصيل بانتظام للتأكد من أنه آمن وفعال. يُعزز سلك التأريض المُوصل جيدًا سلامة مكان العمل ويطيل عمر الآلة.
الاتصال بمصدر طاقة ثلاثي الطور
توصيل جهازك بشكل صحيح مكبس الفرامل العبقري الى مصدر طاقة ثلاثي الطور ضروري لضمان استقرار التشغيل ومنع الأعطال الكهربائية. قبل البدء، تحقق من مواصفات الطاقة على لوحة اسم الجهاز وتأكد من مطابقتها لجهد وتردد منشأتك. استخدم كابلات مُصنّفة بشكل مناسب وتأكد من توصيلها الأرضي بشكل آمن لضمان السلامة. وصّل الأسلاك ثلاثية الطور بشكل صحيح بالأطراف المحددة، باتباع مخطط الأسلاك المرفق في الدليل. بعد التركيب، تحقق من دوران الطور الصحيح؛ فقد يؤدي التوصيل غير الصحيح إلى تشغيل الجهاز في الاتجاه المعاكس. احتفظ دائمًا بـ كهربائي مؤهل التعامل مع الاتصال لضمان الامتثال للوائح المحلية.

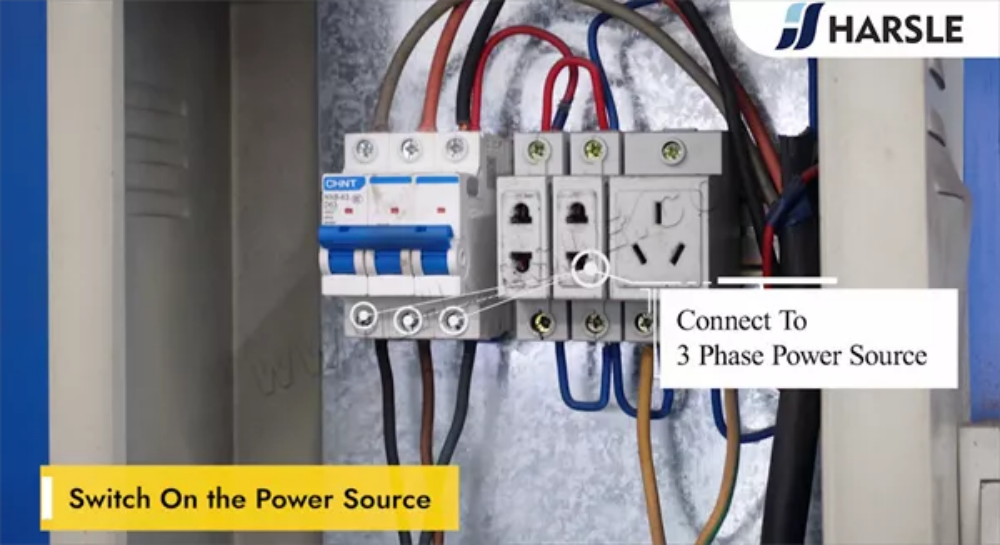
قم بتشغيل مصدر الطاقة
قبل التشغيل مكبس الفرامل العبقريتأكد من استقرار مصدر الطاقة. أولاً، تأكد من أن مفتاح الطاقة الرئيسي في وضع التشغيل. عن قبل توصيله بمصدر الطاقة، تأكد من أن الجهد الكهربائي مناسب لمتطلبات الجهاز لتجنب أي مشاكل كهربائية. بعد التأكد، أدر مفتاح الطاقة الرئيسي قيد التشغيل وانتظر حتى يبدأ النظام. ستضيء شاشة وحدة التحكم، مما يشير إلى جاهزية الآلة للتشغيل. افحص دائمًا زر إيقاف الطوارئ ودوائر الأمان قبل المتابعة لضمان تشغيل سلس وآمن. يضمن التشغيل السليم الكفاءة ويطيل عمر الآلة.
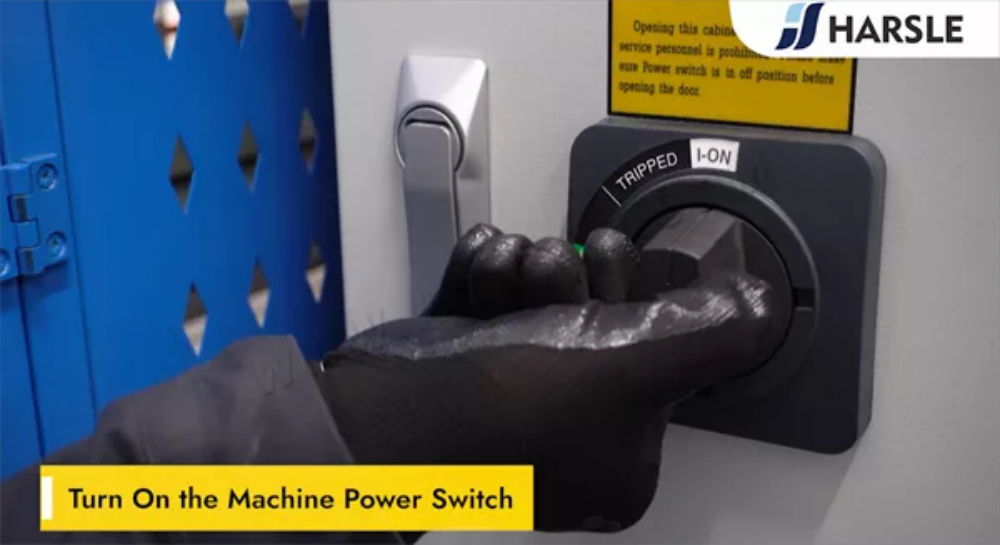
قم بتشغيل مفتاح الطاقة الخاص بالجهاز
لبدء تشغيل مكبس الفرامل العبقريالخطوة الأولى هي تشغيل مفتاح تشغيل الآلة. حدد موقع مفتاح الطاقة الرئيسي على جانب أو لوحة الجهاز الخلفية. تأكد من استقرار مصدر الطاقة وعدم تشغيل زر إيقاف الطوارئ. أدر مفتاح الطاقة إلى على حدد الوضع، وانتظر حتى يبدأ النظام في التشغيل. ستعرض لوحة التحكم معلومات بدء التشغيل، مما يشير إلى أن الجهاز جاهز للتشغيل. اتبع دائمًا بروتوكولات السلامة قبل تشغيل الطاقة لمنع حدوث مشكلات كهربائية أو حركة عرضية لفرامل الضغط.
في انتظار تحميل النظام
عند تشغيل مكبس الكبح CNC، تظهر الرسالة "في انتظار تحميل النظام" يظهر أثناء عملية الإقلاع. يشير هذا إلى أن وحدة التحكم تُهيئ الوظائف الأساسية، وتُحمّل تكوينات النظام، وتُجهّز للعمل. بناءً على DA-66T أو DA-69T قد تستغرق هذه العملية بضع ثوانٍ إلى بضع دقائق. تجنب مقاطعة بدء التشغيل لتجنب أخطاء النظام. إذا استغرق التحميل وقتًا أطول من المعتاد، فتحقق من وجود تحديثات برمجية أو أعطال محتملة في النظام. يساعد ضمان استقرار مصدر الطاقة والصيانة المناسبة على تقليل التأخير أثناء تحميل النظام، مما يضمن سلاسة وكفاءة عمليات الثني.

التحقق من اتجاه دوران المحرك الرئيسي
ضمان صحة اتجاه دوران المحرك الرئيسي أمر بالغ الأهمية للتشغيل السليم لجهازك مكبس الفرامل العبقريقد يؤدي الدوران غير الصحيح للمحرك إلى تعطل الجهاز أو حتى تلف مكوناته الداخلية. للتحقق من الدوران:
- تشغيل الجهاز - التأكد من اتخاذ كافة التدابير الأمنية.
- مراقبة دوران المحرك - التحقق من سهم اتجاه المحرك ومقارنته بالحركة الفعلية.
- ضبط الأسلاك إذا لزم الأمر - إذا كان الدوران غير صحيح، قم بتبديل مرحلتي إمداد الطاقة.
- اختبار مرة أخرى - أعد التشغيل وتأكد من الاتجاه الصحيح.
اسحب الأزرار الناعمة للأسفل
ال "اسحب الأزرار الناعمة" وظيفة على DA-66T وDA-69T تتيح وحدات التحكم للمشغلين الوصول إلى خيارات واجهة إضافية لتحسين الأداء التحكم في مكابح الضغطمن خلال النقر على الشاشة وسحب الأزرار الناعمة إلى الأسفل، يمكن للمستخدمين الكشف عن الوظائف المخفية مثل تصحيحات الانحناء وإعدادات المحور وتعديلات الأدواتتُحسّن هذه الميزة كفاءة سير العمل، مما يسمح بإجراء تعديلات سريعة دون الحاجة إلى التنقل بين قوائم متعددة. إتقان هذه الوظيفة يضمن سلاسة التشغيل و دورات إنتاج أسرعمما يجعلها ضرورية للمحترفين الذين يهدفون إلى الانحناء الدقيقإن فهم كيفية استخدام هذا الاختصار سيعزز بشكل كبير مكبس الفرامل العبقري عملية.
اضغط على زر تشغيل المضخة لفترة وجيزة
لبدء تشغيل النظام الهيدروليكي الخاص بك مكبس الفرامل العبقري، تحتاج إلى اضغط لفترة وجيزة على زر بدء المضخةيؤدي هذا الإجراء إلى تنشيط المضخة الهيدروليكية، مما يضمن التشغيل السلس للآلة. تجنب الضغط على الزر لفترة طويلة جدًا، لأنه مصمم لضغطة قصيرة لبدء تشغيل النظام. بمجرد الضغط عليه، ستسمع صوت تشغيل المضخة، مما يشير إلى جاهزية الآلة للتشغيل. إذا لم تعمل المضخة، فتحقق من مصدر الطاقة وحالة التوقف الطارئ. يُعد التشغيل الصحيح لزر بدء تشغيل المضخة أمرًا ضروريًا للحفاظ على كفاءة وعمر مكبس الثني.

التحقق من اتجاه دوران المحرك الرئيسي
قبل التشغيل مكبس الفرامل العبقري، من الضروري التحقق من اتجاه دوران المحرك الرئيسي لضمان أداء سلس وآمن للماكينة. قد يؤدي الدوران غير الصحيح للمحرك إلى أعطال النظام، أو انخفاض الكفاءة، أو الأضرار المحتملة للنظام الهيدروليكي. للتحقق من الدوران، شغّل الآلة وراقب مؤشر اتجاه المحرك أو استمع لأصوات غير عادية. إذا كان الدوران غير صحيح، فأوقف تشغيل الطاقة واضبط توصيلات مرحلة الطاقة.اتبع دائما بروتوكولات السلامة وراجع دليل المستخدم قبل إجراء أي تعديلات. يضمن الاتجاه الصحيح للمحرك الأداء الأمثل وعمر أطول للآلة.

إذا كان يدور في اتجاه عقارب الساعة، فهو صحيح
عند تشغيل مكبس الفرامل العبقري مع DA-66T أو DA-69T، من المهم التأكد من اتجاه الدوران الصحيح. "إذا كان يدور في اتجاه عقارب الساعة، فهو صحيح" يُعدّ هذا دليلاً إرشادياً بسيطاً وأساسياً. عادةً ما يُشير الدوران في اتجاه عقارب الساعة إلى محاذاة صحيحة للمحرك، مما يضمن عمل النظام الهيدروليكي ومقياس الارتفاع بسلاسة. قد يؤدي الدوران غير الصحيح إلى أعطال في النظام، أو انخفاض دقة الانحناء، أو حتى تلف مكونات الآلة. قبل بدء التشغيل، تأكد دائماً من اتجاه دوران المحرك. إذا لزم الأمر، اضبط الأسلاك لتصحيحها. اتباع هذه القاعدة يضمن الأداء الأمثل، ونتائج الانحناء الدقيقة، وعمر الآلة الممتد.

إنه يدور عكس اتجاه عقارب الساعة
عندما يكون أحد مكونات الآلة الدوران عكس اتجاه عقارب الساعةيتحرك في الاتجاه المعاكس لعقارب الساعة التقليدية. يُرى هذا النوع من الدوران عادةً في مكابس الثني، وآلات التحكم الرقمي بالكمبيوتر، والمحركات الصناعيةحيث يضمن الأداء السليم بناءً على التصميم الميكانيكي. غالبًا ما يُستخدم الدوران عكس اتجاه عقارب الساعة لتحسين كفاءة عزم الدوران، يحسن مناولة الموادأو مطابقة المتطلبات التشغيلية لأدوات محددة. فهم اتجاه الدوران أمر بالغ الأهمية السلامة والدقة ومنع الأعطال الميكانيكية. ارجع دائمًا إلى دليل التشغيل قبل ضبط أو عكس إعدادات الدوران لتجنب الضرر أو عدم المحاذاة في النظام.

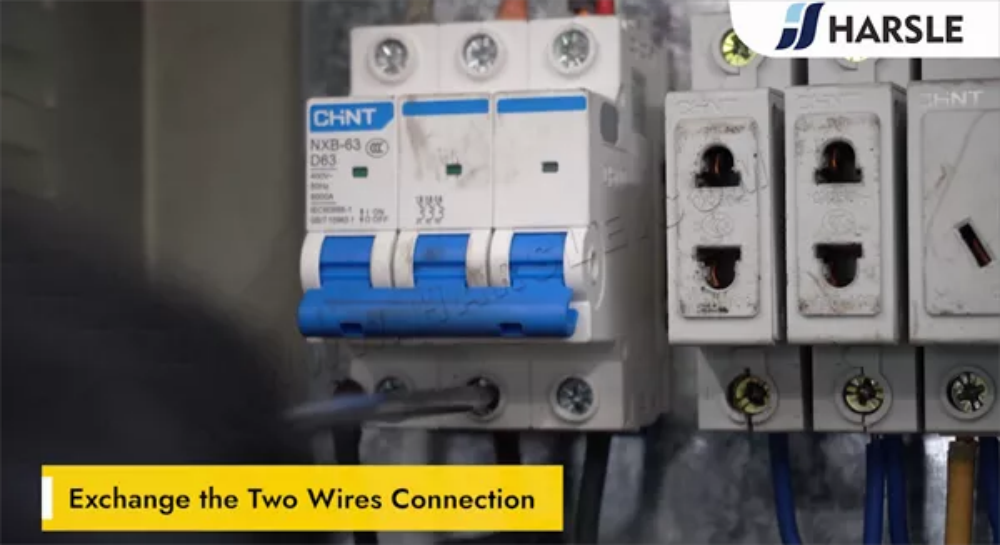
استبدال اتصال السلكين
يُعدّ تبديل توصيل السلكين خطوةً بسيطةً وأساسيةً في التعديلات الكهربائية، خاصةً عند التعامل مع مكابس الضغط CNC وغيرها من الآلات الصناعية. غالبًا ما تكون هذه العملية ضروريةً لتصحيح اتجاه دوران المحرك، أو حل مشاكل تسلسل الطور، أو ضمان تشغيل الآلة بشكل صحيح. قبل البدء، تأكد دائمًا من: افصل الطاقة وارتدِ قفازات عازلة للسلامة. حدد السلكين المراد تبديلهما، وفك براغي طرفيهما، ثم بدّل مواقعهما بعناية. بعد إعادة التوصيل، ثبّت طرفيهما بإحكام واختبر النظام. يضمن التبديل الصحيح للأسلاك أداء مستقر ويمنع حدوث أعطال في الماكينةمما يجعلها مهارة أساسية للمشغلين.
الجزء الثاني: بدء تشغيل الماكينة
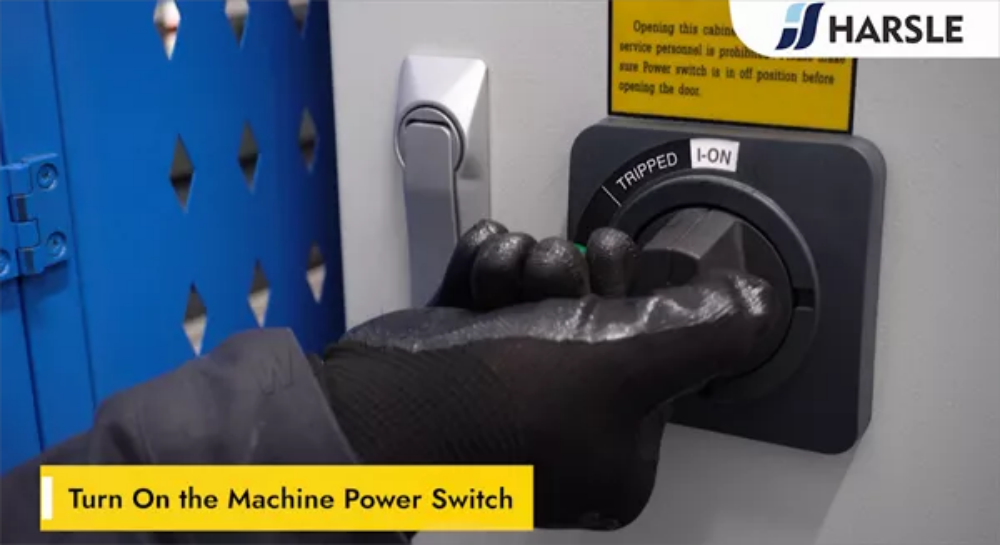
قم بتشغيل مفتاح الطاقة الخاص بالجهاز
قبل التشغيل مكبس الفرامل العبقريتأكد من توصيل الجهاز بشكل صحيح بمصدر طاقة ثابت. حدد موقع مفتاح الطاقة الرئيسي على جانب الجهاز أو خزانة التحكم. أدر المفتاح إلى "على" حدد موضع النظام وانتظر حتى يبدأ التشغيل. سيبدأ تشغيل وحدة التحكم CNC (DA-66T أو DA-69T) مع عرض شاشة بدء التشغيل. تحقق من وجود أي تحذيرات أو رسائل خطأ في النظام قبل المتابعة. تأكد من أن زر إيقاف الطوارئ قيد التشغيل. مطلق سراحه لتمكين التشغيل الكامل. بمجرد تشغيلها، تصبح مكبسة الثني جاهزة لضبط المعلمات وعمليات الثني.
في انتظار تحميل النظام
عند تشغيل الطاقة مكبس الفرامل العبقري مجهزة بـ وحدة التحكم DA-66T أو DA-69Tيحتاج النظام إلى بضع لحظات للتهيئة. خلال هذه الفترة، يتم تحميل المكونات الأساسية، بما في ذلك برنامج CNC، ومعلمات الانحناء، وميزات السلامة، لضمان سلاسة التشغيل. من الضروري الانتظار بصبر حتى تصبح الواجهة جاهزة تمامًا قبل المتابعة. قد يؤدي إيقاف العملية إلى حدوث أخطاء في النظام أو إعدادات غير مكتملة. بمجرد اكتمال التحميل، يمكنك البدء في تهيئة معلمات الانحناء وبدء أعمال تصنيع المعادن بكفاءة. يرجى الانتظار حتى ينتهي النظام من التحميل قبل التشغيل.

حرر مفتاح إيقاف الطوارئ
ال مفتاح إيقاف الطوارئ هي ميزة أمان بالغة الأهمية في مكبس الفرامل العبقري مجهزة ب DA-66T وDA-69T وحدات التحكم. إذا توقفت الآلة فجأةً بسبب تفعيل طارئ، فاتبع الخطوات التالية لتحريرها:
- قم بتشغيل زر التوقف في حالات الطوارئ - قم بتدوير الزر في اتجاه عقارب الساعة حتى يخرج.
- التحقق من رسائل الخطأ - فحص شاشة وحدة التحكم بحثًا عن تنبيهات النظام.
- إعادة ضبط الجهاز - اضغط على زر إعادة الضبط أو اتبع تعليمات لوحة التحكم.
- إعادة تشغيل العملية - التأكد من اتخاذ كافة التدابير الأمنية قبل استئناف العمل.

تشغيل الضوء
إن إضاءة المكان ليست مجرد ضغطة زر، بل هي إضفاء صفاء ودفء وهداية. سواءً كان ذلك وهج مصباح بجانب السرير، أو بريق مصباح شارع يُنير طريقك، أو سطوع شمس الصباح، فإن الضوء يُغير محيطنا ومزاجنا. فهو يُبدد الظلام، ويكشف التفاصيل الخفية، ويخلق شعورًا بالأمان. في الحياة، قد يرمز "إضاءة الضوء" أيضًا إلى اكتساب المعرفة، أو إيجاد الإلهام، أو اغتنام فرص جديدة. لذا، سواءً حرفيًا أو مجازيًا، لا تتردد أبدًا في إضاءة عالمك وإضفاء البهجة عليه.

اسحب الأزرار الناعمة للأسفل
ال "اسحب الأزرار الناعمة" وظيفة على وحدات التحكم DA-66T وDA-69T تتيح للمشغلين الوصول بسهولة إلى خيارات أوامر إضافية. الأزرار الناعمة هي أزرار افتراضية تُعرض على واجهة شاشة اللمس، وتتغير ديناميكيًا بناءً على الوظيفة المحددة. بسحبها، يمكن للمستخدمين إظهار الميزات المخفية، والاختصارات، والإعدادات المتقدمة دون الحاجة إلى الانتقال بعيدًا عن الواجهة الرئيسية. تُحسّن هذه الميزة كفاءة سير العملمما يتيح تعديلات سريعة للمعلمات وتقليل وقت التشغيل. إتقان وظائف الأزرار الناعمة ضروري لتحقيق نتائج الانحناء الدقيقة وتحسين أداء الجهاز. يساعد الاستخدام المنتظم على تبسيط البرمجة وتحسين تجربة المستخدم مع مكبس الفرامل العبقري.
اضغط على زر بدء المضخة
ال زر تشغيل المضخة هو عنصر تحكم حاسم في مكبس عبقري (DA-66T و DA-69T)تشغيل النظام الهيدروليكي لتشغيل الآلة. قبل الضغط عليه، تأكد من توصيل الآلة بمصدر طاقة مستقر، ومن إتمام جميع فحوصات السلامة. بعد التأكد، اضغط على زر تشغيل المضخة ثبتها بإحكام، مما يسمح للنظام الهيدروليكي بالتشغيل. ستسمع صوت تشغيل المضخة، مما يشير إلى جاهزية الآلة للتشغيل. إذا لم تعمل المضخة، فتحقق من تفعيل إيقاف الطوارئ أو وجود أخطاء في النظام. اتبع دائمًا إرشادات الشركة المصنعة للتشغيل الآمن.

اضغط على زر البدء وابحث عن نقاط مرجعية
قبل البدء في أي عملية ثني على مكبس الفرامل العبقريمن الضروري تهيئة الجهاز بشكل صحيح. ابدأ بـ الضغط على زر البدء، الذي يُفعّل النظام ويُهيئه للتشغيل. بعد التشغيل، الخطوة التالية هي العثور على نقاط مرجعيةتساعد نقاط المرجع هذه الآلة على معايرة موضعها، مما يضمن زوايا انحناء دقيقة وموضعًا دقيقًا للمقياس الخلفي. وحدات التحكم DA-66T وDA-69T يكتشف نقاط المرجع ويضبطها تلقائيًا، مما يعزز الكفاءة وإمكانية التكرار. يضمن الضبط الصحيح لهذه النقاط تشغيلًا سلسًا، ويقلل الأخطاء، ويحسّن أداء الثني العام لآلة ثني الثني CNC.

تم العثور على نقاط مرجعية
في مكبس الفرامل العبقري عملية مع دي ايه-66 تي و دي ايه-69 تي وحدات التحكم، الرسالة "تم العثور على نقاط مرجعية" يشير إلى أن الجهاز قد أكمل معايرة نقطة مرجعه بنجاح. تضمن هذه العملية أن مقياس الظهر، الكبش، والفؤوس يتم محاذاتها بشكل صحيح، مما يسمح بـ نتائج الانحناء الدقيقة. يعد معايرة نقطة المرجع أمرًا ضروريًا قبل البدء في أي مهام ثني، حيث إنها تمكن نظام التحكم الرقمي بالكمبيوتر للحفاظ على الدقة والقدرة على التكرار. إذا لم تظهر هذه الرسالة، يجب على المشغلين التحقق من محاذاة المستشعر، أو مشكلات مصدر الطاقة، أو العوائق الميكانيكية. المعايرة المنتظمة تتحسن كفاءة الماكينة وتمنع أخطاء الانحناء.

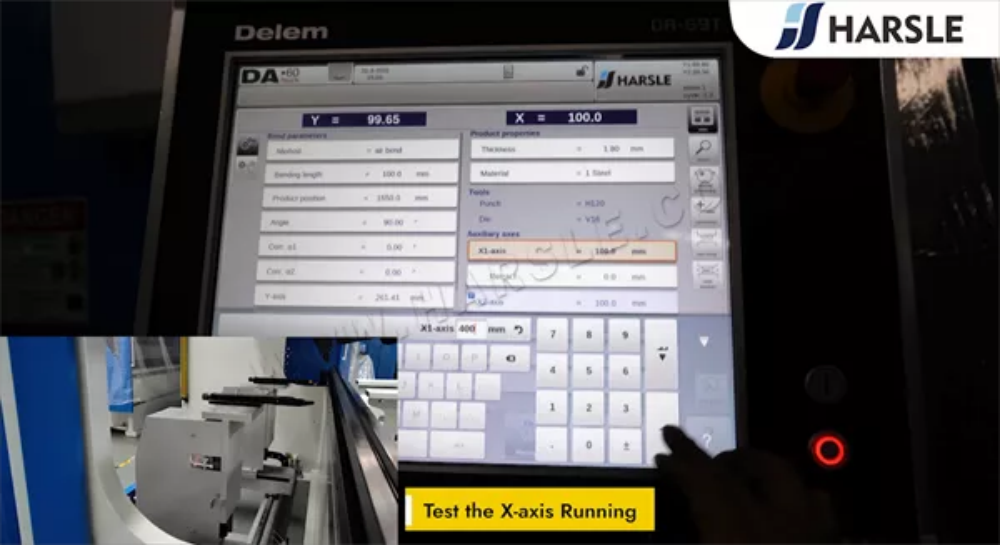
اختبار تشغيل المحور X
لضمان دقة الانحناء، من الضروري اختبار تشغيل المحور X على الخاص بك مكبس الفرامل العبقري. ابدأ بالوصول إلى وحدة التحكم DA-66T أو DA-69T والانتقال إلى إعدادات المقياس الخلفيعيّن نقطة مرجعية، وأعطِ المحور X الأوامر للتحرك للأمام والخلف، مع مراقبة حركته بدقة وسلاسة. تحقق من أي اختلال في المحاذاة، أو أي ضوضاء غير عادية، أو أي تأخير في الاستجابة. في حال وجود أي تناقضات، عاير المحور من خلال إعدادات وحدة التحكم. يُساعد الاختبار الدوري على الحفاظ على الأداء الأمثل للآلة، ويضمن دقة تحديد المواقع للحصول على نتائج ثني عالية الجودة.
اختبار تشغيل نظام التتويج
اختبار نظام التتويج على مكابح الضغط من الضروري ضمان دقة ثني ثابتة على كامل قطعة العمل. ابدأ باختيار صفيحة معدنية قياسية وتجهيز الماكينة بـ قوة الانحناء وفتح القالب على شكل حرف Vفعّل نظام التتويج وأجرِ اختبار انحناء، وتحقق من أي تشوّه أو تناقضات. استخدم حافة مستقيمة أو فرجار لقياس الانحراف على طول الانحناء. إذا لزم الأمر، اضبط إعدادات التاج لتحقيق توزيع ضغط موحد. يساعد الفحص الدوري على منع عيوب الانحناء، وتحسين جودة القطع، وإطالة عمر مكونات جهازك.

التحقق من معلمات الأدوات
تعد إعدادات معلمات الأدوات المناسبة أمرًا بالغ الأهمية لتحقيق انحناءات دقيقة ومتسقة على مكبس الفرامل العبقريقبل البدء في أي عملية، تحقق بعناية من إعدادات اللكمة والقالب وسمك المادة في وحدة التحكم DA-66T أو DA-69Tتأكد من ضبط فتحة V، ونصف قطر الثقب، وبدل الانحناء بشكل صحيح بما يتوافق مع متطلبات الانحناء. قد تؤدي المعلمات غير الصحيحة إلى زوايا غير دقيقة، أو تآكل مفرط للأدوات، أو عيوب ماديةافحص تآكل الأدوات بانتظام وأعد معايرة الإعدادات حسب الحاجة. بالحفاظ على معايير الأدوات المثلى، يمكنك تحسين دقة الانحناء، وإطالة عمر الأداة، وتعزيز الكفاءة الشاملة في عمليات مكابح الضغط الخاصة بك.

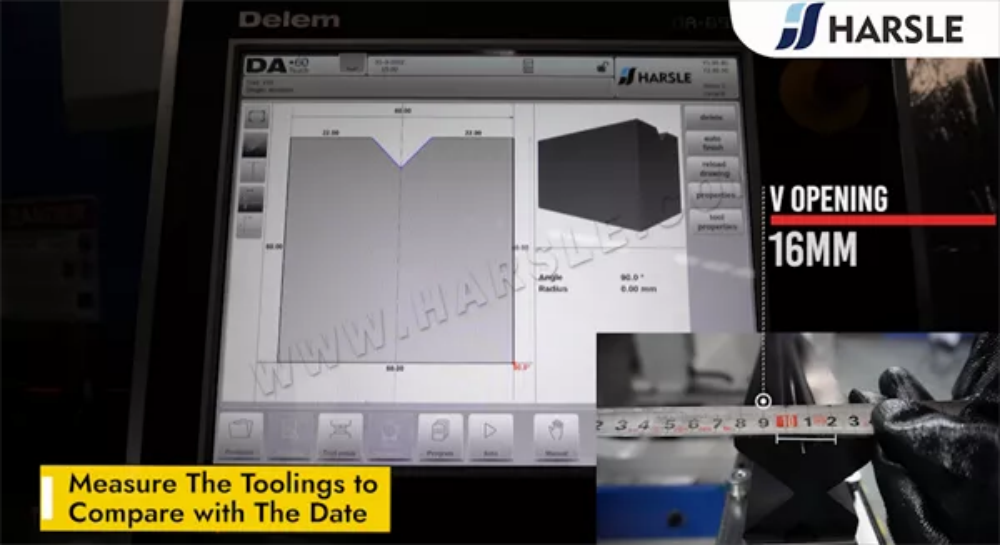
قياس الأدوات للمقارنة مع التاريخ
يُعدّ قياس أدوات مكابس الضغط بدقة أمرًا ضروريًا لضمان التوافق مع إعدادات الآلة ودقة الثني. استخدم الفرجار أو الميكرومتر لقياس أبعاد المثقب والقالب، بما في ذلك الارتفاع والعرض والزاوية. قارن هذه القياسات مع البيانات الأصلية يُقدّمها المُصنّع للتحقق من الدقة. حتى الانحرافات الطفيفة قد تؤثر على نتائج الانحناء، مما يُسبّب عدم المحاذاة أو تشوّه المادة. تُساعد فحوصات القياسات الدورية على الحفاظ على اتساق الأدوات وإطالة عمرها. في حال وجود أي اختلافات، يُرجى إعادة معايرة الأدوات أو استشارة المورّد لإجراء التعديلات. يضمن القياس المناسب الدقة ويقلل الأخطاء ويحسن أداء مكابح الضغط.

الجزء 3: برمجة الانحناء
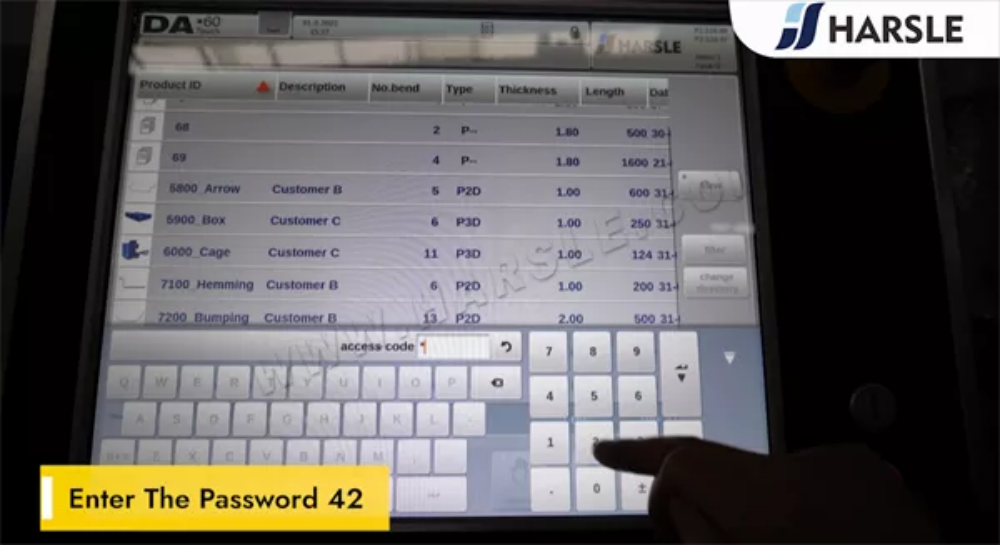
أدخل كلمة المرور 42
ومضت شاشة ذات إضاءة خافتة في الظلام، مما دفعني إلى: "أدخل كلمة المرور." ترددت الأيدي على لوحة المفاتيح قبل الكتابة “42”—رقم يبدو عاديًا، لكنه يحمل غموضًا لا نهائيًا. أزيز النظام، مانحًا الوصول بإشارة صوتية خفيفة. فجأة، غمرت الشاشة سلسلة من الملفات المشفرة والرسائل المخفية. ما الذي تكشفه كلمة المرور هذه؟ حقيقة منسية، تجربة سرية، أم بوابة إلى بُعد مجهول؟ الرقم 42، الذي لطالما اعتُبر إجابةً لأعظم سؤال في الحياة، كشف للتو عن شيء أعمق بكثير. ولكن هل كانت معرفةً أم تحديًا ينتظر الحل؟
أدخل اسم البرنامج
عند تشغيل مكبس الفرامل العبقري مع DA-66T أو DA-69Tالخطوة الأولى هي إدخال اسم البرنامج. يساعد هذا الاسم في تحديد تسلسل الانحناء والمعلمات للرجوع إليها مستقبلًا. للقيام بذلك، انتقل إلى واجهة البرمجة، يختار "برنامج جديد"وأدخل اسمًا فريدًا يصف المهمة. باستخدام أسماء واضحة ومنظمةمثل نوع المادة أو معرف المشروع، مما يضمن سهولة الاسترجاع. بعد تأكيد الإدخال، ابدأ بإعداد خطوات الانحناء. يُحسّن تنظيم البرامج بشكل منهجي كفاءة سير العمل ويقلل من الأخطاء في عمليات مكابس الضغط CNC.

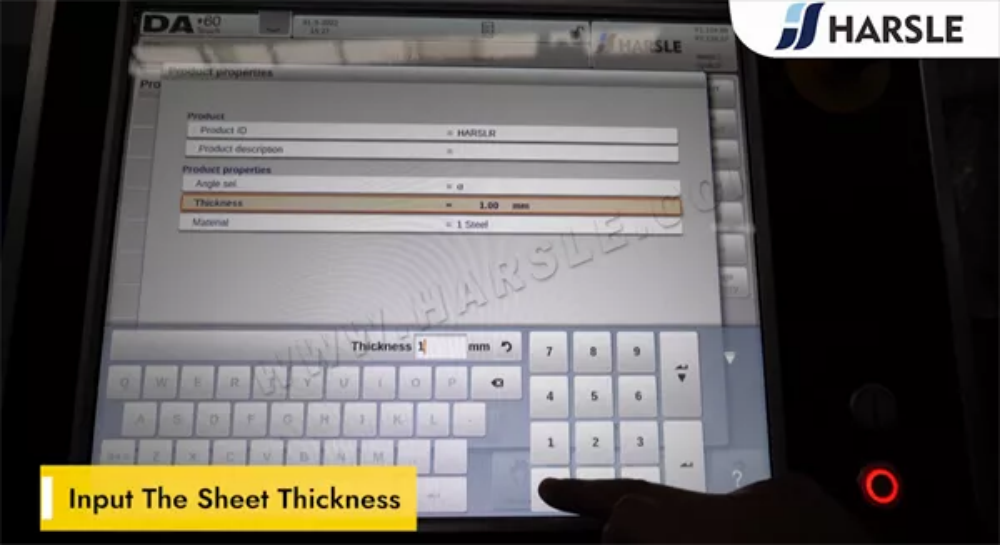
أدخل سمك الورقة
عند تشغيل مكبس الفرامل العبقري مع وحدة التحكم DA-66T أو DA-69T، إدخال دقيق سمك الورقة أمر بالغ الأهمية لتحقيق نتائج ثني دقيقة. للقيام بذلك، انتقل إلى إعدادات المواد في وحدة تحكم CNC وأدخل السمك الدقيق من الصفائح المعدنية. يضمن الإدخال الصحيح حساب قوة الانحناء المناسبة، يمنع التحميل الزائد ويحافظ عليه دقة الانحناء العاليةتأكد دائمًا من السُمك باستخدام الفرجار قبل الإدخال. قد تؤدي إعدادات السُمك غير الصحيحة إلى زوايا غير دقيقة والإجهاد المحتمل للآلة. هذه الخطوة ضرورية لضمان انحناءات متسقة وعالية الجودة في عملية التصنيع الخاصة بك.
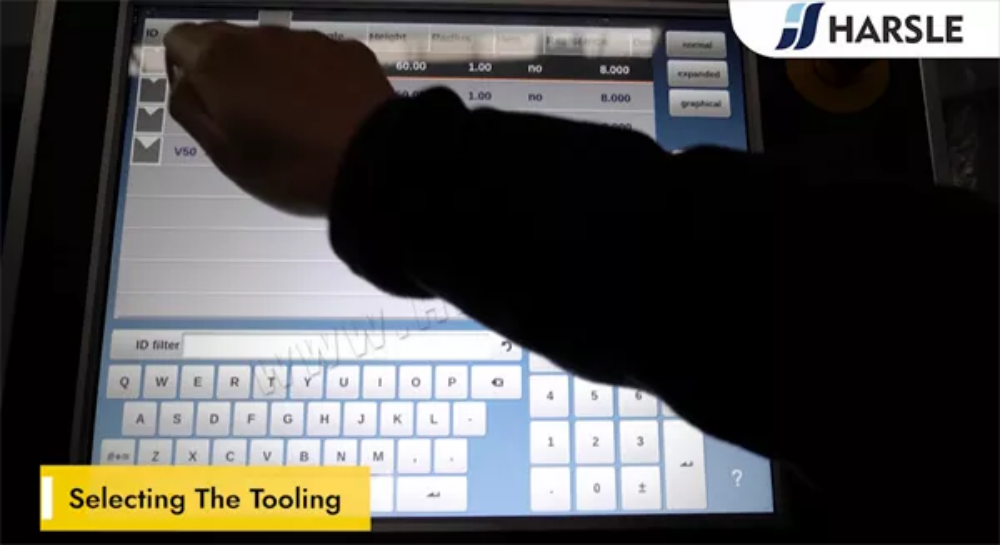
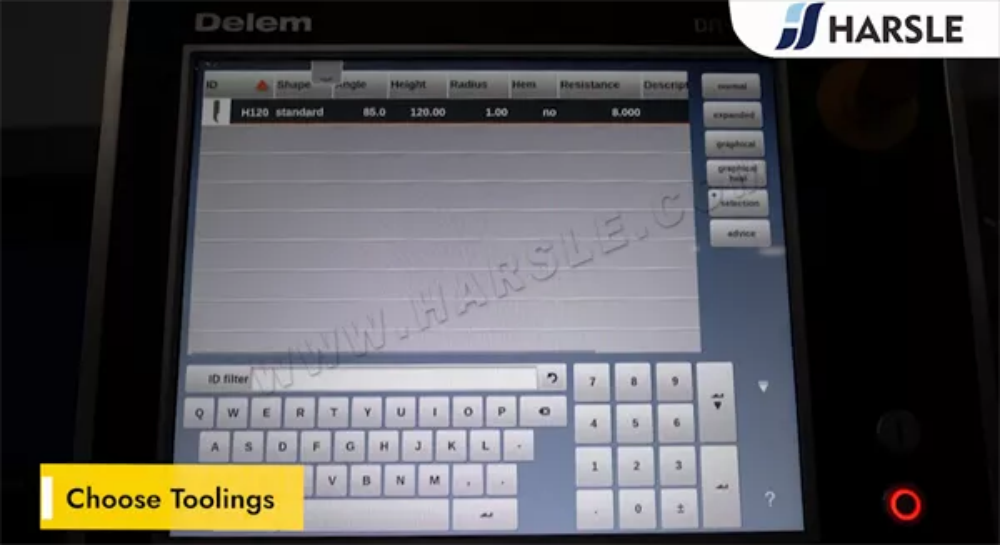
اختيار الأدوات
اختيار الصحيح أدوات مكابح الضغط ضروري لتحقيق انحناءات دقيقة ومتسقة. مكبس الفرامل العبقري، مجهزة بـ وحدات التحكم DA-66T وDA-69T، يتطلب لكمات وقوالب عالية الجودة تتناسب مع نوع المادة وسمكها وزاوية الانحناء. عوامل مثل صلابة الأداة، وفتحة القالب على شكل حرف V، ونصف قطر الثقب يؤثر بشكل كبير على دقة الانحناء. بالإضافة إلى ذلك، فإن اختيار أدوات التغيير السريع يمكن أن يعزز كفاءة الإنتاج. بالنسبة للانحناءات المعقدة، تتيح الأدوات المجزأة مرونة أكبر. تأكد دائمًا من التوافق مع معلمات برمجة CNC لتحسين الأداء. الاستثمار في الأدوات المناسبة لا يُحسّن دقة الانحناء فحسب، بل يُطيل أيضًا عمر الآلة.
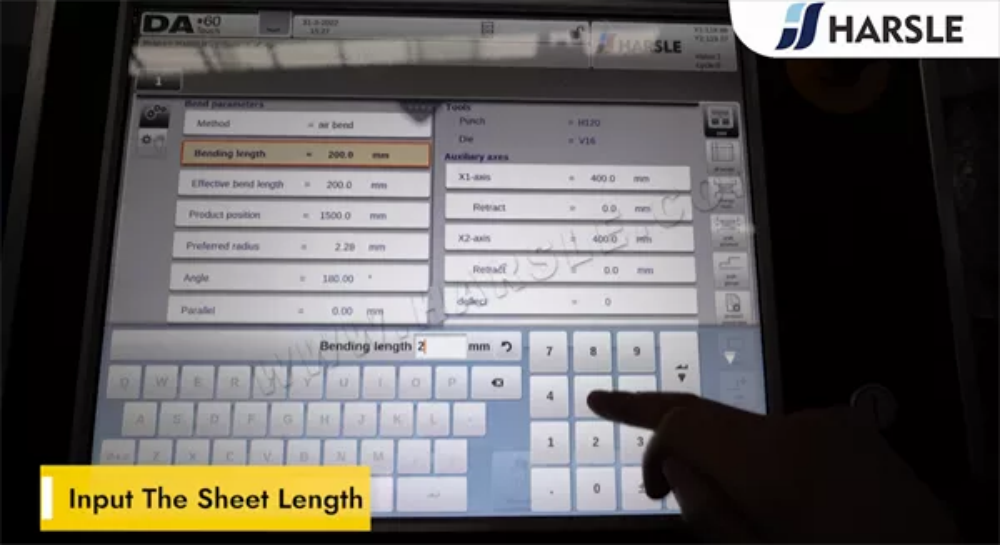
أدخل طول الورقة
إدخال الصحيح طول الورقة أمر بالغ الأهمية لعمليات الانحناء الدقيقة على مكبس الفرامل العبقري مجهزة ب وحدات التحكم DA-66T أو DA-69T. لإدخال طول الورقة، انتقل إلى واجهة البرمجة، حدد موقع إعدادات المواد، وأدخل الرقم الدقيق طول الورقة بناءً على مواصفات قطعة العمل الخاصة بك. تضمن هذه الخطوة دقة وضع مقياس الظهر وتمنع سوء المحاذاة أثناء الثني. تأكد دائمًا من صحة القيمة المدخلة للتأكد من تطابقها مع أبعاد الصفيحة الفعلية. يُحسّن الإدخال الصحيح لطول الصفيحة دقة الانحناء، والقدرة على التكرار، والكفاءة، تقليل هدر المواد وضمان الانحناءات عالية الجودة في عمليات مكابس الضغط CNC.
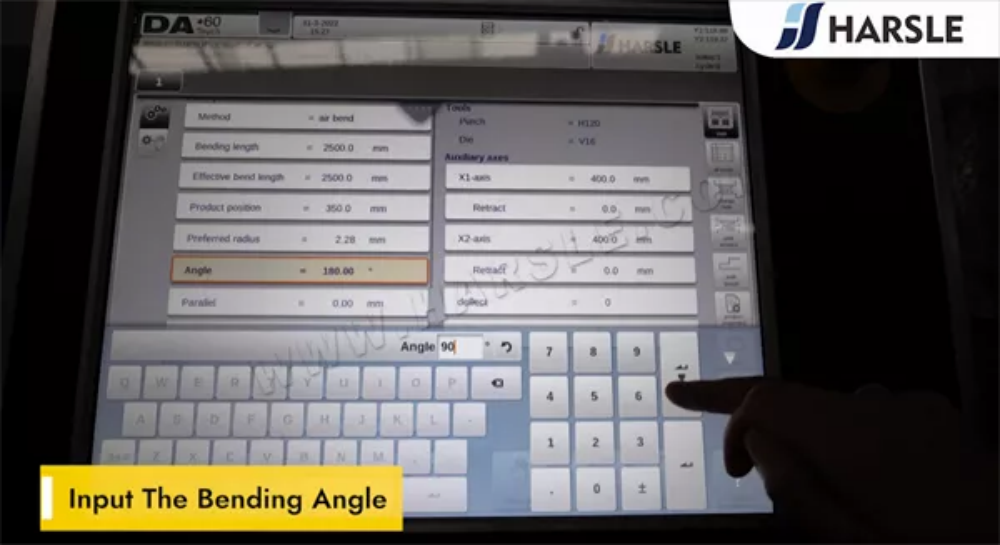
أدخل زاوية الانحناء
إن إدخال زاوية الانحناء الدقيقة أمر بالغ الأهمية لتحقيق انحناءات دقيقة للصفائح المعدنية مع مكبس الماكينة Genius. باستخدام وحدات التحكم CNC DA-66T وDA-69Tيمكن للمشغلين ضبط الزاوية المطلوبة بسهولة من خلال واجهة سهلة الاستخدام. يحسب النظام تلقائيًا الزاوية المطلوبة عمق اللكمة بناءً على سُمك المادة ومعايير الانحناء، لضمان الاتساق في كل انحناء. يمكن إجراء تعديلات دقيقة للتعويض عن قفزة صاعدة، مما يضمن دقة عالية. إتقان هذه الوظيفة يعزز الكفاءة، وتقليل هدر المواد، ويحسن جودة الانحناء بشكل عام. تؤدي إعدادات الزاوية الصحيحة إلى عملية إنتاج سلسة مع أخطاء أقل وزيادة الإنتاجية.
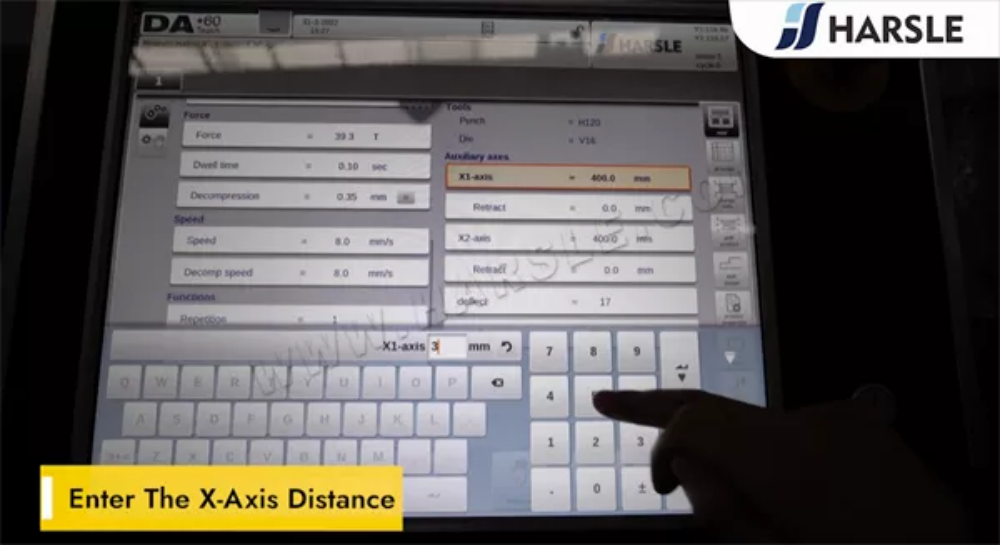
أدخل مسافة المحور X
ال مسافة المحور السيني على مكبس الفرامل العبقري يشير إلى موقف مقياس الخلفية، الذي يحدد مكان وضع الصفيحة المعدنية للثني. يُعد ضبط هذه المسافة بدقة أمرًا بالغ الأهمية لتحقيق زوايا انحناء دقيقة ونتائج متسقة.
للدخول إلى مسافة المحور السيني على وحدة التحكم DA-66T أو DA-69T، انتقل إلى إعدادات المقياس الخلفيأدخل المسافة المطلوبة بناءً على متطلبات الانحناء لديك، ثم أكد القيمة. سيقوم النظام بضبط موضع المقياس الخلفي تلقائيًا. تضمن المعايرة الصحيحة دقة قابلة للتكراريقلل الأخطاء ويعزز الإنتاجية. تأكد دائمًا من وضعية الثني قبل البدء بها.
أضف خطوة انحناء أخرى
إضافة خطوة انحناء أخرى في مكبس الفرامل العبقري مع DA-66T أو DA-69T تتيح وحدة التحكم تسلسلات ثني أكثر تعقيدًا وتشكيلًا دقيقًا للمعادن. للقيام بذلك، ادخل إلى واجهة وحدة التحكم CNC وانتقل إلى برنامج الثني. أدخل خطوة ثني جديدة عن طريق ضبط الزاوية، وموضع المقياس الخلفي، وإعدادات الضغط حسب الحاجة. تأكد من اتباع كل خطوة للتسلسل الصحيح لتجنب الأخطاء. تحقق جيدًا من المحاكاة قبل التنفيذ للتأكد من دقتها. تعزز هذه الميزة الإنتاجية والمرونة، مما يُسهّل التعامل مع المهام المعقدة. ثني الصفائح المعدنية إنجاز المهام بكفاءة.

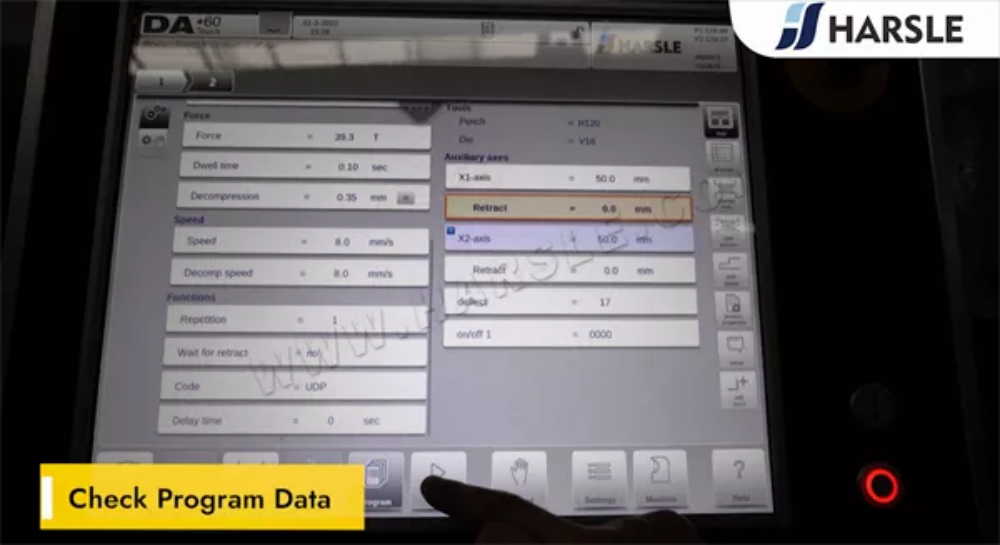
التحقق من بيانات البرنامج
التحقق بيانات البرنامج على مكبس الفرامل العبقري مع DA-66T أو DA-69T يضمن دقة عمليات الانحناء ويقلل الأخطاء. قبل تشغيل أي برنامج، يجب على المشغلين التحقق من المعلمات الرئيسية، بما في ذلك زوايا الانحناء، وسمك المادة، واختيار الأداة، وتسلسل الخطواتاستخدم واجهة وحدة التحكم لمراجعة البيانات وتعديلها إذا لزم الأمر. تأكد من صحة ضبط موضع المقياس الخلفي وإعدادات التتويج لتحقيق نتائج دقيقة. يُحسّن الفحص الدوري لبيانات البرنامج الكفاءة، ويُقلل من إعادة العمل، ويُحسّن الأداء العام للآلة. إتقان هذه العملية يضمن ثنيًا متسقًا وعالي الجودة، مع تعظيم قدرات مكبس الثني.
جاهز للبدء
مستعد لبدء رحلتك مع مكبس الفرامل العبقريسواء كنت مبتدئًا أو مشغلًا متمرسًا، فإن إتقان DA-66T وDA-69T وحدات التحكم الرقمية ضرورية لتحقيق نتائج ثني دقيقة وفعالة. توفر أنظمة CNC المتقدمة هذه برمجة بديهية ودقة عالية وأتمتة سلسةنساعدك على تبسيط عملية الإنتاج. في هذا الدليل، سنشرح لك الخطوات الرئيسية لتحسين تشغيل مكبس الثني، بدءًا من الإعداد ووصولًا إلى الوظائف المتقدمة. استعد لإطلاق العنان لإمكانات ماكينتك الكاملة وتعزيز كفاءة ثني المعادن لديك بشكل غير مسبوق! هيا بنا نبدأ.

الجزء الرابع: منتجات الانحناء
وضع الصفائح المعدنية
وضع الصفائح المعدنية بشكل صحيح على مكبس الفرامل العبقري ضروري لتحقيق انحناءات دقيقة ومتناسقة. ابدأ بالتأكد من نظافة طاولة العمل وخلوها من أي شوائب لتجنب أي اختلال في المحاذاة. ضع الصفيحة على مقياس الانحناء الخلفي، مع محاذاتها مع أبعاد الانحناء المطلوبة. استخدم إعدادات المقياس الخلفي التلقائي في DA-66T أو DA-69T وحدة تحكم لضبط موضع التوقف بدقة. للألواح الكبيرة أو الثقيلة، يُنصح باستخدام متابعو الورقة أو دعم إضافي للحفاظ على الاستقرار. الوضع الصحيح لا يعزز فقط دقة الانحناء بل ويضمن أيضا سلامة المشغل ويطيل عمر الأداة.

الورقة سوف تلمس أصابع التوقف
عند تشغيل مكبس الفرامل العبقري، ضمان الورقة تلامس أصابع التوقف أمر بالغ الأهمية للانحناء الدقيق. أصابع إيقاف المقياس الخلفي تُستخدم كنقطة مرجعية لتحديد موضع الصفيحة المعدنية بشكل صحيح قبل بدء الثني. إذا لم تتلامس الصفيحة تمامًا، فقد يؤدي ذلك إلى زوايا انحناء غير دقيقة أو نتائج غير متسقة. يجب على المشغلين ضبط موضع المقياس الخلفي وفقًا لبرنامج الانحناء، وتأكد من المحاذاة قبل الضغط على الدواسة. يضمن التلامس الصحيح مع أصابع التوقف إمكانية التكرار الدقيق، وتقليل الأخطاء، وتحسين الكفاءة في عمليات الثني باستخدام الحاسب الآلي. الصيانة الدورية لنظام القياس الخلفي ضرورية أيضًا لضمان الدقة على المدى الطويل.

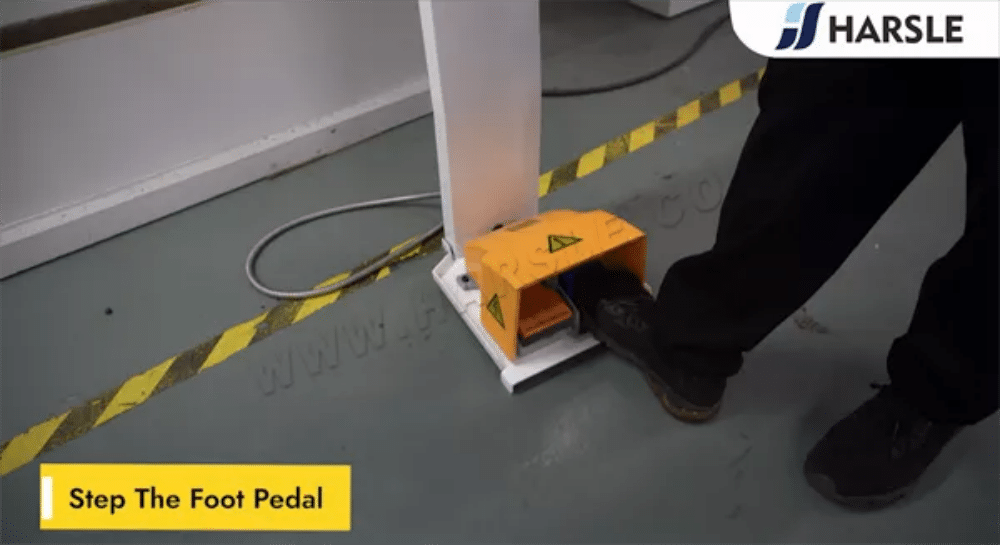
اضغط على الدواسة
ال دواسة القدم هي آلية تحكم حاسمة في مكبس الفرامل العبقري عملية تشغيل، مما يسمح للمشغلين بتنفيذ مهام الانحناء بكفاءة. بالضغط على الدواسة، يمكن للمستخدمين تفعيل أو تعليق أو تحرير عملية الانحناء بدقة. وحدات التحكم DA-66T وDA-69T تزامن مع دواسة القدم لضمان سلاسة التشغيل، مما يقلل الجهد اليدوي ويعزز الإنتاجية. يجب على المشغلين الحفاظ على حركة قدم ثابتة لمنع التوقف المفاجئ أو عدم المحاذاة أثناء الانحناء. افحص الدواسة بانتظام للتأكد من الاستجابة المناسبة والامتثال للسلامة. إتقان استخدام دواسة القدم يضمن التحكم السلس، تحسين دقة الانحناء والكفاءة في تصنيع الصفائح المعدنية.
أكمل الخطوة 1
قبل التشغيل مكبس الفرامل العبقري، من المهم أن تتعرف على وحدات التحكم CNC DA-66T وDA-69Tتوفر أنظمة Delem المتقدمة واجهات لمس بديهية، ومحاكاة انحناء آنية، وتحكمًا دقيقًا في معاملات الانحناء. ابدأ باستكشاف القائمة الرئيسية، حيث يمكنك الوصول إلى إعدادات الماكينة، واختيار المواد، وتكوين الأدوات. تعلم كيفية التنقل بين أوضاع البرمجة وضبط المحاور لضمان... انحناء دقيق وفعال. إن فهم هذه المتحكمات سوف تعظيم الإنتاجية وتقليل وقت الإعداد وتعزيز دقة الانحناء، مما يسمح لك بالاستفادة الكاملة من قدرات الجهاز.

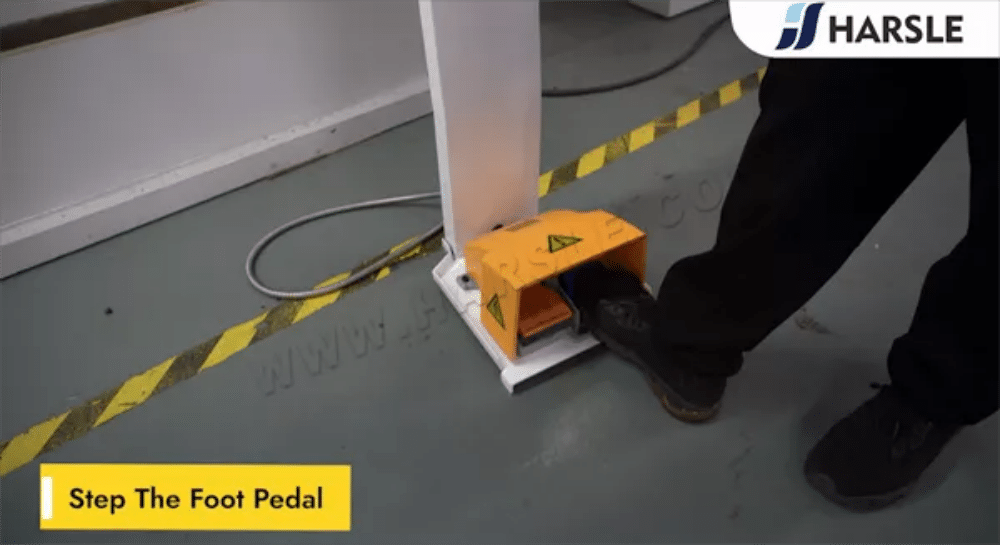
اضغط على الدواسة
يعد الضغط على الدواسة خطوة حاسمة في تشغيل مكبس الفرامل العبقري مجهزة ب DA-66T أو DA-69T وحدات التحكم. تُعدّ دواسة القدم بمثابة وحدة التحكم الرئيسية لتنفيذ عملية الثني، مما يسمح للمشغلين بإدارة حركة الآلة بدقة. بفضل تصميمها المريح وسريع الاستجابة، تضمن الدواسة تشغيلًا سلسًا، مما يعزز الكفاءة والسلامة. يُفعّل الضغط الخفيف دورة الثني، بينما يُوقف تحرير الدواسة الحركة فورًا، مما يمنع الأخطاء. يجب على المشغلين التأكد من وضع أقدامهم بشكل صحيح للحفاظ على الثبات وتجنب التنشيط غير المقصود. يُحسّن إتقان التحكم بالدواسة سير العمل ويزيد من الدقة في مهام ثني المعادن.
أكمل الخطوة 2
بمجرد مكبس الفرامل العبقري عند تشغيل الجهاز، فإن الخطوة الحاسمة التالية هي إعداده وحدة تحكم CNC DA-66T أو DA-69Tابدأ باختيار برنامج الثني المناسب أو إنشاء برنامج جديد. أدخل المعلمات الرئيسية مثل نوع المادة، السُمك، زاوية الانحناء، واختيار اللكمة/القالب. استخدم واجهة شاشة اللمس للتعديل ضبط موضع المقياس الخلفي وإعدادات التتويج للدقة. تحقق جيدًا من جميع القيم قبل المتابعة. يضمن الإعداد الصحيح انحناءات سلسة ومتناسقة ويقلل من الأخطاء. إتقان هذه الخطوة يُحسّن الكفاءة ويطيل عمر جهازك. أدوات مكابح الضغط.

الجزء 5: القياس والمعايرة
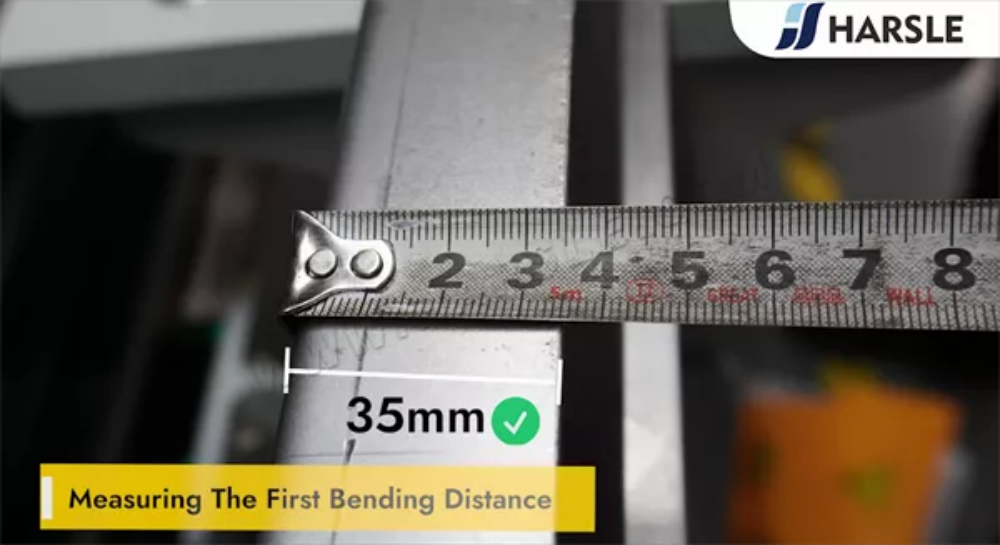
قياس مسافة الانحناء الأولى
ال مسافة الانحناء الأولى يُعدّ عاملًا حاسمًا في تحقيق دقة ثني الصفائح المعدنية. وهو يُشير إلى الفجوة الأولية بين أداة الثني وقطعة العمل، والتي تؤثر بشكل مباشر على دقة زاوية الانحناء والأبعاد النهائية. لقياسها بشكل صحيح، يجب على المُشغّلين مراعاة عوامل مثل سمك المادة، بدل الانحناء، ونوع الأدوات. باستخدام مكابس الثني CNC مع DA-66T أو DA-69Tيمكنك إدخال قياسات دقيقة لضمان الاتساق. تساعد المعايرة الصحيحة واختبار الانحناء على تجنب الأخطاء، مما يؤدي إلى انحناءات خالية من العيوب وتقليل هدر المواد. إن إتقان هذه الخطوة يضمن الكفاءة والإنتاج عالي الجودة.
قياس مسافة الانحناء الثانية
يعد قياس مسافة الانحناء الثانية أمرًا بالغ الأهمية لتحقيق نتائج دقيقة ومتسقة في عمليات مكابس الضغطتضمن هذه الخطوة محاذاة المادة بشكل صحيح للانحناء التالي، مما يمنع الأخطاء ويحافظ على الدقة. لقياسها بفعالية، ينبغي على المشغلين مراعاة عوامل مثل سمك المادة وزاوية الانحناء وتأثير الارتداد. باستخدام نظام قياس الخلفية والتحقق من القيم المبرمجة على وحدة التحكم DA-66T أو DA-69T يمكن أن يساعد في الحفاظ على الدقة. بالإضافة إلى ذلك، فإن إجراء اختبار الانحناء قبل بدء الإنتاج على نطاق واسع، يُمكن تجنب الأخطاء في الحسابات. تُقلل تقنيات القياس الصحيحة من إعادة العمل، وتُعزز الإنتاجية، وتضمن نتائج ثني معادن عالية الجودة.

استخدام مسطرة الزاوية
ال مسطرة زاوية هي أداة أساسية لضمان الانحناء الدقيق في مكبس الفرامل العبقري العمليات. يساعد المشغلين على قياس زاوية انحناء الصفائح المعدنية والتحقق منها، مما يقلل الأخطاء ويحسّن الدقة. عند استخدام وحدات التحكم DA-66T أو DA-69Tتتيح مسطرة الزاوية إجراء تعديلات فورية، مما يضمن مطابقة كل انحناءة لمواصفات التصميم. لاستخدامها بفعالية، ضع المسطرة عند الانحناءة، وقارن الزاوية المقاسة بالقيمة المبرمجة، وأجرِ التصحيحات اللازمة. تُحسّن المعايرة المنتظمة لمسطرة الزاوية الدقة. يضمن إتقان هذه الأداة انحناءات متسقة وعالية الجودة، مما يُحسّن الكفاءة في مكابس الضغط CNC العمليات.
قم بقياس زوايا الانحناء في ثلاثة أوضاع: اليسار والوسط واليمين
لضمان الدقة في ثني المعدن، من الضروري قياس زوايا الانحناء في ثلاثة مواضع رئيسية: اليسار والوسط واليمينتساعد هذه الطريقة على تحديد أي تناقضات ناتجة عن خصائص المواد، أو تآكل الأدوات، أو معايرة الآلة. استخدم مقياس الزاوية أو المنقلة الرقمية للتحقق من كل قسم بعد الانحناء. في حال وجود أي انحرافات، يتم إجراء تعديلات التتويج، أو محاذاة المقياس الخلفي، أو إعدادات الضغط قد يكون ذلك ضروريًا. يؤدي قياس هذه المواضع الثلاثة بانتظام إلى تحسين دقة الانحناء ويضمن نتائج موحدة على كامل قطعة العمل، مما يقلل من إعادة العمل ويحسن الكفاءة في عمليات مكابح الضغط CNC.

تم العثور على خطأ في الموضع الأيسر
أثناء تشغيل مكابح الضغط، يتم تم اكتشاف خطأ في الموضع الأيسرمما يؤثر على دقة عملية الثني. قد يكون سبب هذه المشكلة عدة عوامل، منها عدم محاذاة المستشعر، أو اختلال التوازن الهيدروليكي، أو أخطاء معايرة البرنامج في وحدة التحكم DA-66T أو DA-69T. لحل هذه المشكلة، يجب على المشغلين أولاً التحقق من أجهزة استشعار الموضع، فحص نظام هيدروليكي لتناقضات الضغط، والتأكد من تم معايرة نظام CNC بشكل صحيحيمكن أن تساعد الصيانة المنتظمة واستكشاف الأخطاء وإصلاحها في الوقت المناسب في منع مثل هذه المشكلات، مما يضمن دقة الانحناء المتسقة وأداء الآلة.
تم القياس عند 89 درجة
أثناء عملية الانحناء، كانت الزاوية تم قياسها عند 89 درجة، انحرافًا طفيفًا عن الزاوية المقصودة 90 درجة. قد يكون هذا الاختلاف الطفيف بسبب ارتداد المادة، أو اختيار غير صحيح للثقب والقالب، أو الضغط غير الكافي المطبق بواسطة مكابح الضغط. ولتصحيح ذلك، يجب على المشغلين التحقق أولاً من إعدادات بدل الانحناء في وحدة التحكم DA-66T أو DA-69T، اضبط وضع المقياس الخلفي، وأداء اختبار الانحناء مع التعويض. إن ضمان اختيار الأدوات المناسبة واتساق المواد يمكن أن يساعد في تحقيق زوايا الانحناء الدقيقة وتحسين الدقة الشاملة لعملية مكابح الضغط.



الجانب الأيسر يتوافق مع المحور Y1
في مكابس الضغط CNC، ال الجانب الأيسر من الماكينة يتوافق مع المحور Y1بينما يتم التحكم في الجانب الأيمن بواسطة المحور Y2. تسمح هذه المحاور الهيدروليكية المستقلة بـ التحكم الدقيق في حركة الكبشلضمان انحناء دقيق ومتسق. في حال وجود خلل في المحاذاة أو خطأ في الانحناء على الجانب الأيسر، يجب على المشغلين التحقق من معايرة المحور Y1، وموازنة الضغط الهيدروليكي، وإشارات التشفير. المزامنة الصحيحة بين Y1 و Y2 ضرورية لتحقيق زوايا الانحناء المنتظمة وتقليل التشوه في عمليات تصنيع المعادن. الصيانة الدورية تضمن تشغيلًا سلسًا ودقيقًا.

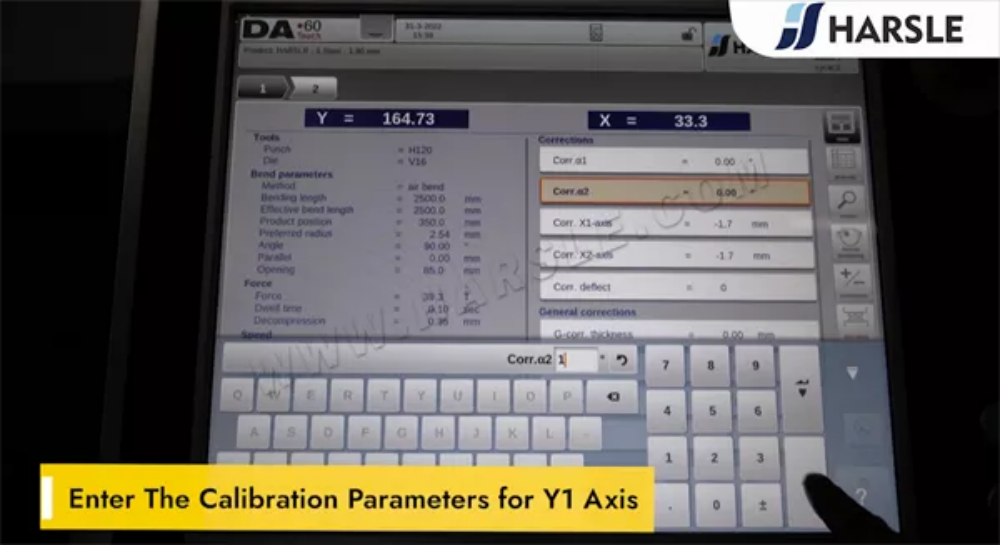
أدخل معلمات المعايرة لمحور Y1
لضمان دقة الانحناء، من الضروري أدخل معلمات المعايرة لمحور Y1 بشكل صحيح. يتحكم المحور Y1 في حركة الكبش إلى الجانب الأيسروأي اختلال في المحاذاة قد يؤدي إلى انحناءات غير متساوية. تتضمن المعايرة تحديد نقاط مرجعية، وضبط حدود السكتة الدماغية، والتحقق من المزامنة مع المحور Y2. يجب على المشغلين الوصول إلى وحدة التحكم DA-66T أو DA-69Tانتقل إلى قائمة المعايرة، وأدخل القيم المطلوبة بناءً على مواصفات الجهاز. تساعد المعايرة المنتظمة في الحفاظ على دقة الانحناء المتسقة، تقلل الأخطاء، وتعزز الأداء العام لآلة الثني.
انحنى مرة أخرى للاختبار
بعد إجراء التعديلات على إعدادات مكابح الضغط، من الضروري انحنى مرة أخرى للاختبار للتحقق من الدقة. هذه الخطوة تضمن أن انحرافات الزاوية، أو ارتداد المادة، أو أخطاء المعايرة تم تصحيحها بشكل صحيح. يجب على المشغلين اختيار قطعة اختبار من نفس المادة والسمك، قم بتعيين المعلمات الصحيحة على وحدة التحكم DA-66T أو DA-69Tوراقب نتيجة الانحناء بعناية. إذا بقيت أي اختلافات، فقم بضبطها بدقة مقياس الخلفية، أو اختراق اللكمة، أو إعدادات التعويض قد تكون هناك حاجة لذلك. يساعد إجراء اختبارات انحناء متعددة على تحقيق ذلك. الدقة والاتساق الأمثل في عملية ثني المعادن.

القياس للتحقق
بعد الانتهاء من عملية الانحناء، من المهم جدًا قياس للتحقق ما إذا كانت الزاوية النهائية مطابقة للمواصفات المطلوبة. باستخدام أدوات قياس دقيقة مثل المنقلة، أو مقياس الزاوية، أو الفرجار الرقمييمكن للمشغلين تحديد ما إذا كان هناك أي الانحرافات أو التناقضات إذا لم تتطابق الزاوية المقاسة مع الهدف، فقد تكون هناك حاجة إلى إجراء تعديلات في قوة الانحناء، أو اختراق اللكمة، أو وضع المواد. القياس المستمر بعد كل اختبار انحناء يضمن الدقة، وتقليل هدر المواد، وتحسين كفاءة الإنتاج. يساعد التحقق المنتظم على الحفاظ على دقة وجودة عالية في عمليات مكابح الضغط CNC.
إنه صحيح الآن
بعد إجراء التعديلات اللازمة وإجراء اختبارات الانحناء، يؤكد القياس النهائي أن إنه صحيح الآن. تتوافق زاوية الانحناء التي تم تحقيقها مع المواصفات المطلوبة، مما يضمن دقة عالية وتناسق في عملية تشكيل المعادن. هذه الخطوة ضرورية للتحقق من أن إعدادات المعايرة واختيار الأدوات وتحديد موضع المواد تم ضبطها بشكل صحيح. يمكن للمشغلين الآن بدء الإنتاج بكامل طاقتهم، مع العلم أن الآلة تعمل على النحو الأمثل. تساعد الفحوصات الدورية والضبط الدقيق في الحفاظ على الدقة وتقليل الأخطاء وتحسين الكفاءة الشاملة في عمليات مكابح الضغط CNC.



الجزء 6: البرمجة الرسومية
إضافة منتج جديد
لتوسيع تشكيلة المنتجات وتحسين الكفاءة، من الضروري إضافة منتج جديد إلى النظام. في مكابس الضغط CNC، وهذا يتضمن تحديث وحدة التحكم DA-66T أو DA-69T مع معايير ثني جديدة، ومواصفات مواد، وتكوينات أدوات. يجب على المشغلين إدخالها بعناية نوع المادة، السُمك، زاوية الانحناء، واختيار القالب لضمان نتائج دقيقة. بمجرد الإضافة، يتم إجراء اختبار الانحناء يساعد في التحقق من الدقة قبل الإنتاج الكامل. تحديث النظام بانتظام منتجات جديدة وإعدادات مُحسّنة يعمل على تعزيز كفاءة سير العمل، ويقلل من وقت الإعداد، ويضمن أداء الانحناء المتسق في تصنيع المعادن.

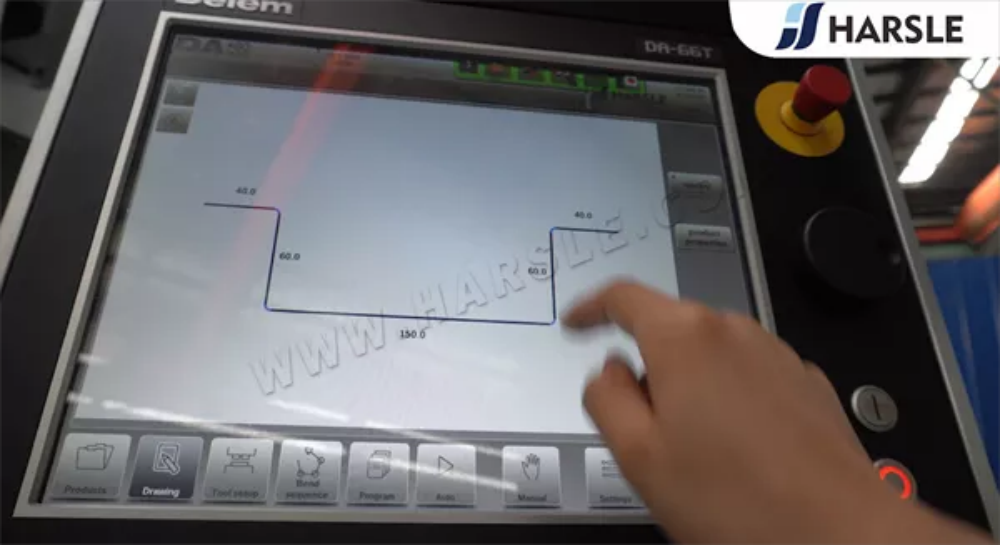
أدخل معلومات المنتج
لضمان عمليات الانحناء الدقيقة، يجب على المشغلين أدخل معلومات المنتج في نظام ثني الماكينة CNC. تتضمن هذه العملية إدخال تفاصيل رئيسية مثل نوع المادة، السُمك، زاوية الانحناء، اختيار اللكمة والقالب، وتسلسل الانحناء. على وحدات التحكم مثل DA-66T أو DA-69Tيضمن إدخال البيانات بدقة اتباع الآلة للمعايير الصحيحة، مما يقلل الأخطاء ويحسّن الكفاءة. يسمح التخزين السليم لمعلومات المنتج استدعاء سريع للإعداداتمما يقلل وقت إعداد الطلبات المتكررة. يساعد التحقق من جميع المدخلات قبل التشغيل على الحفاظ على دقة عالية، اتساق، وجودة في عملية ثني المعادن.

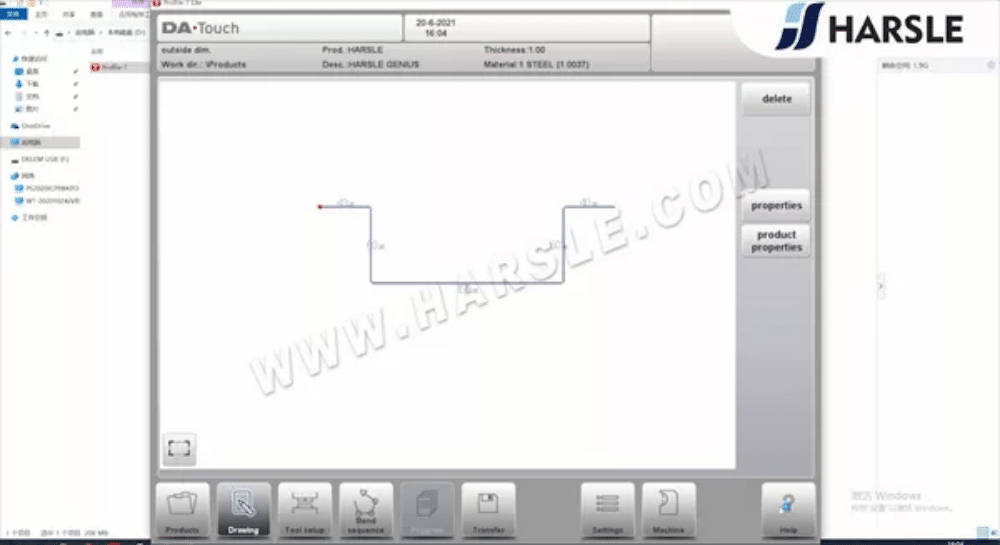
برمجة الرسوميات ثنائية الأبعاد
برمجة الرسوميات ثنائية الأبعاد هي ميزة أساسية في مكابس الضغط CNC التي تسمح للمشغلين تصميم ومحاكاة تسلسلات الانحناء بصريًا قبل الإنتاج الفعلي. باستخدام وحدات تحكم مثل DA-66T أو DA-69Tيمكن للمستخدمين إنشاء تمثيل ثنائي الأبعاد للصفائح المعدنية، حدد زوايا الانحناء، واختر الأدوات، وعاين عملية الانحناء. تساعدك هذه الواجهة سهلة الاستخدام اكتشاف الأخطاء، وتحديد موضع المواد، وتحسين ترتيب الانحناء لمنع الاصطدامات. من خلال البرمجة ثنائية الأبعاد، يمكن للمشغلين تحقيق دقة أعلى، وتقليل هدر المواد، وتحسين الكفاءة في تصنيع المعادن. تُبسّط هذه الطريقة عملية الإعداد وتُحسّن دقة الإنتاج.

اختر الأدوات
اختيار الأدوات المناسبة هي خطوة حاسمة في عمليات مكابس الضغط CNC، حيث أنها تؤثر بشكل مباشر دقة الانحناء والكفاءة وجودة المواد. يجب على المشغلين الاختيار اللكمة والقالب المناسبين مرتكز على سمك المادة وزاوية الانحناء ونصف قطر الانحناء المطلوب. باستخدام وحدة التحكم DA-66T أو DA-69Tيمكن للمستخدمين إدخال مواصفات الأدوات لضمان التوافق مع تسلسل الانحناء المبرمج. عوامل مثل صلابة الأداة، وعرض القالب على شكل حرف V، وشكل اللكمة يجب أن يؤخذ في الاعتبار لمنع تشوه المواد وتآكل الأدوات. اختيار الأدوات المناسبة يعزز دقة الانحناء، وتقليل وقت الإعداد، وإطالة عمر الماكينة في تصنيع المعادن.
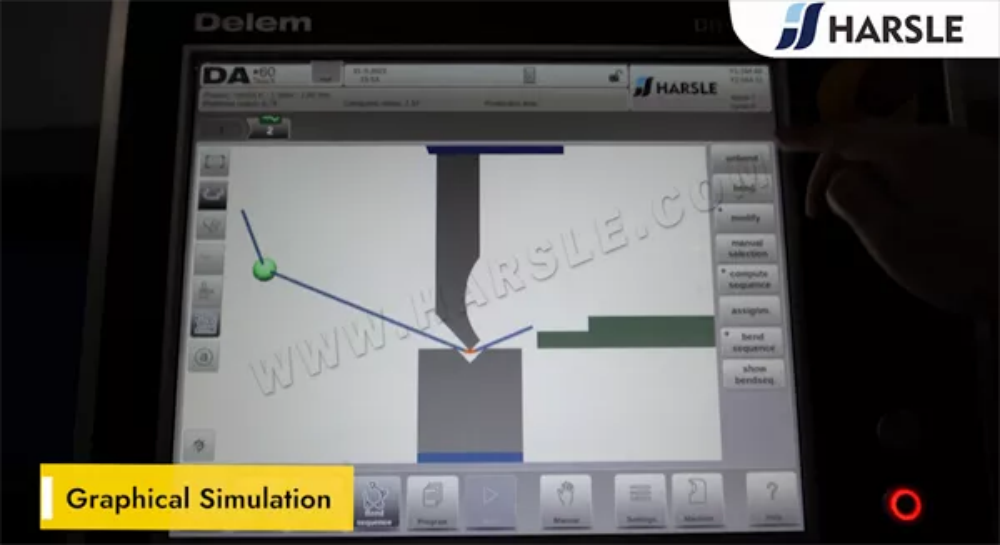
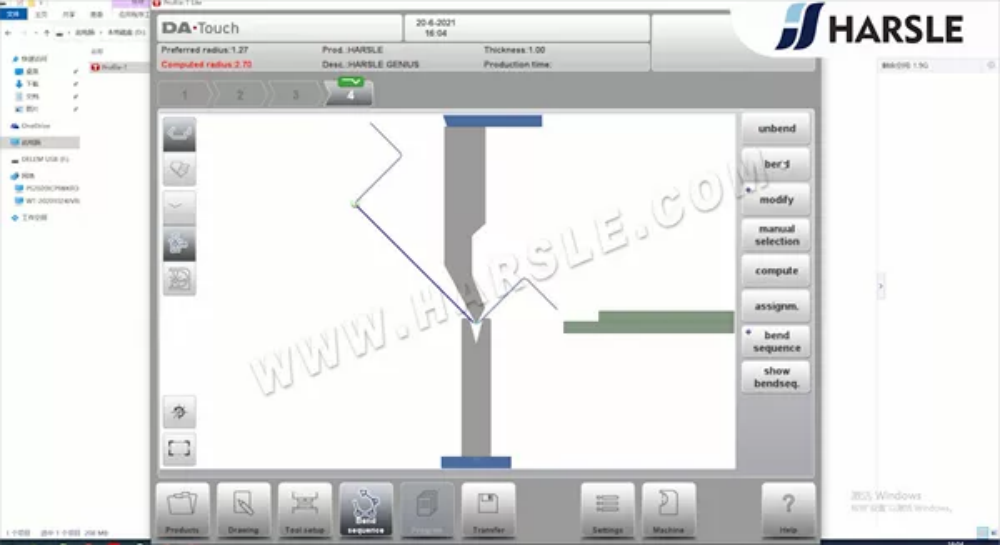
المحاكاة الرسومية
المحاكاة الرسومية إنها ميزة قوية في وحدات التحكم في مكابح الضغط CNC مثل DA-66T وDA-69T، مما يسمح للمشغلين تصور عملية الانحناء بأكملها قبل التنفيذ. توفر هذه الوظيفة تمثيل ثنائي الأبعاد أو ثلاثي الأبعاد تسلسل الانحناء، مع التأكد من صحة الزوايا المبرمجة، وإعداد الأدوات، وموضع المواد. يساعد ذلك في تحديد الأخطاء المحتملة أو الاصطدامات أو عدم المحاذاة قبل الإنتاج الفعلي، مما يقلل من هدر المواد ويحسّن الكفاءة. من خلال محاكاة عملية الثني، يمكن للمشغلين تحسين تسلسل الانحناء، وضبط المعلمات في الوقت الحقيقي، وتحقيق دقة أعلى، ضمان نتائج متسقة وعالية الجودة في تصنيع المعادن.


قم بقياس زوايا الانحناء في ثلاثة أوضاع: اليسار والوسط واليمين
لضمان دقة الانحناء والتناسق، يجب على المشغلين قياس زوايا الانحناء في ثلاثة مواضع: اليسار، والوسط، واليمينتساعد هذه الخطوة على تحديد أي الانحرافات أو سوء المحاذاة أو توزيع الضغط غير المتساوي عبر قطعة العمل. باستخدام مقياس الزاوية أو المنقلة الرقميةيجب إجراء قياسات في كل موضع للتأكد من التجانس. في حال اكتشاف أي اختلافات، قد يلزم إجراء تعديلات. التتويج، أو اختيار الأداة، أو إعدادات وحدة التحكم CNC (DA-66T/DA-69T). إن فحص زوايا الانحناء بانتظام في مواضع متعددة يضمن الدقة، ويقلل من إعادة العمل، ويحسن جودة الانحناء بشكل عام، مما يؤدي إلى نتائج تصنيع المعادن الفعالة والدقيقة.

تم القياس عند 135 درجة
بعد الانتهاء من عملية الانحناء، تم تحديد الزاوية تم قياسها عند 135 درجة، مما يؤكد دقة عملية مكابس الثني. باستخدام منقلة رقمية أو مقياس زاويةيضمن القياس أن الانحناء يلبي المواصفات المطلوبة. في حال انحراف الزاوية، يتم إجراء تعديلات في قوة الانحناء، أو وضع المواد، أو إعدادات التعويض قد يكون ذلك ضروريا. وحدة التحكم DA-66T أو DA-69T يسمح للمشغلين بضبط المعلمات بدقة لتحقيق النتيجة المرجوة. منتظم قياس الزاوية والتحقق منها ضرورية للحفاظ على دقة عالية، وتقليل الأخطاء، وتحسين الكفاءة في عمليات ثني وتشكيل المعادن.



الجزء 7: برمجة الرسومات ثلاثية الأبعاد (لـ DA-69T فقط)
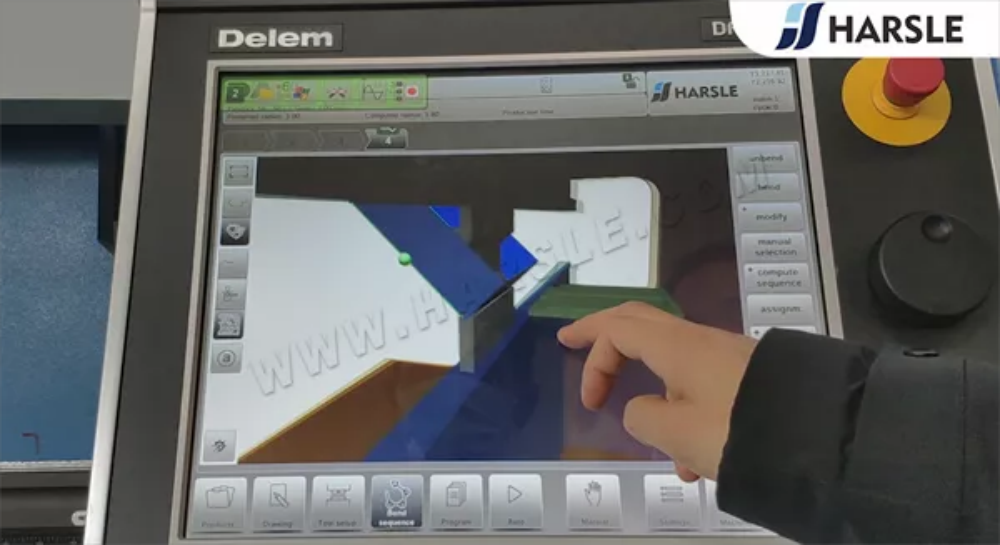
برمجة الرسوميات ثلاثية الأبعاد
برمجة الرسوميات ثلاثية الأبعاد هي ميزة متقدمة في وحدات التحكم في مكابح الضغط CNC مثل DA-66T وDA-69T، مما يسمح للمشغلين تصور ومحاكاة عملية الانحناء بأكملها في عرض ثلاثي الأبعاد. تتيح هذه التقنية للمستخدمين تحديد تسلسلات الانحناء، واختيار الأدوات، واكتشاف الاصطدامات المحتملة قبل تنفيذ البرنامج. من خلال التفاعل مع نموذج ثلاثي الأبعاد واقعييمكن للمشغلين تحسين زوايا الانحناء ومواضع القياس الخلفي وتدفق المواد، مما يضمن دقة وكفاءة أعلى. تقلل القدرة على معاينة عملية الانحناء الأخطاء، وهدر المواد، ووقت الإعداد، تحضير برمجة الرسوميات ثلاثية الأبعاد ضروري ل تصنيع المعادن بدقة.

الجزء 8: البرامج غير المتصلة بالإنترنت
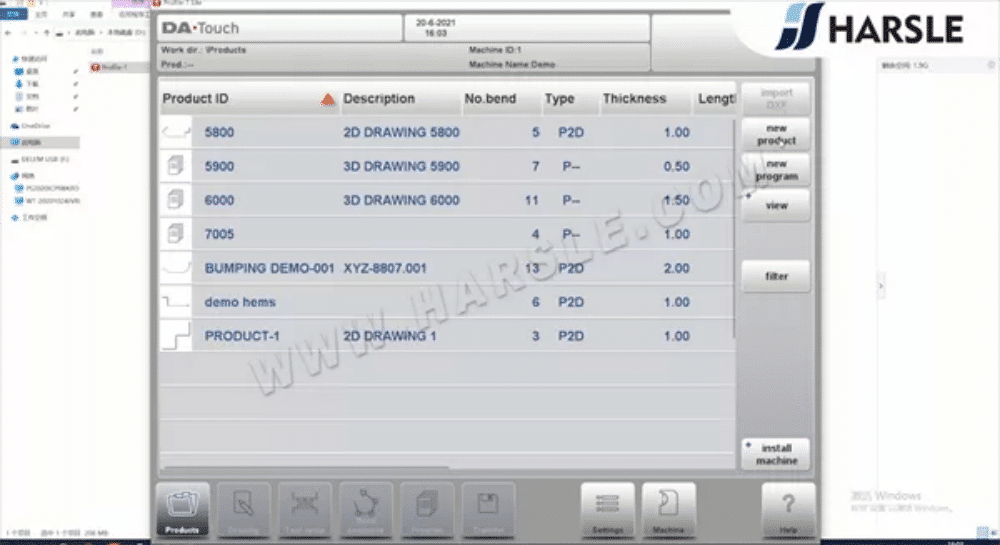
برامج غير متصلة بالإنترنت
برامج غير متصلة بالإنترنت هي أداة قوية تسمح للمشغلين بـ برمجة ومحاكاة عمليات مكابس الضغط CNC دون مقاطعة إنتاج الماكينة. مع وحدات تحكم مثل DA-66T وDA-69Tيمكن للمستخدمين إنشاء برامج الانحناء، واختيار الأدوات، وتحسين تسلسلات الانحناء على محطة عمل الكمبيوتر قبل نقل البيانات إلى مكبس الثني. هذا يُحسّن كفاءة سير العمل، وتقليل وقت الإعداد، وتقليل وقت تعطل الإنتاج. بالإضافة إلى ذلك، البرمجة دون اتصال بالإنترنت يساعد على الكشف الاصطدامات وأخطاء الانحناء وعدم محاذاة المواد مُسبقًا، مما يضمن نتائج دقيقة. باستخدام برامج غير متصلة بالإنترنت، يمكن لشركات تصنيع المعادن تحسين الإنتاجية والدقة واستخدام الآلات لعمليات الانحناء عالية الأداء.



الجزء 9: إيقاف التشغيل
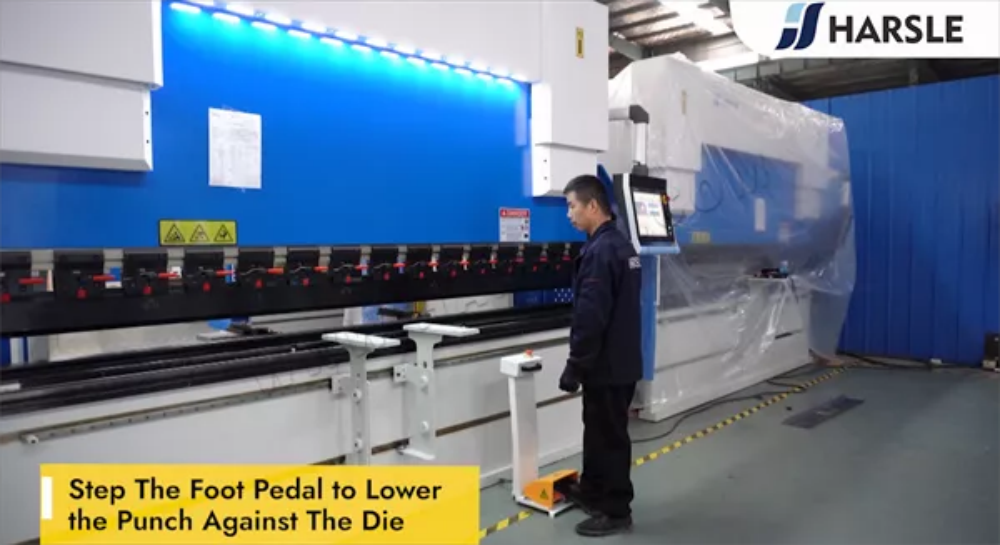
خطوة دواسة القدم لخفض اللكمة ضد النرد
لبدء عملية الانحناء على مكابس الضغط CNC، يجب على المشغل اضغط على دواسة القدم لخفض اللكمة على النرد. هذا الإجراء ينشط النظام الهيدروليكي أو المؤازر، توجيه اللكمة العلوية إلى الأسفل بقوة متحكم بها. وحدة التحكم DA-66T أو DA-69T يضمن عمقًا وضغطًا دقيقين بناءً على إعدادات مبرمجة. من الضروري الحفاظ على التحكم الثابت بالقدم لمنع تطبيق القوة المفاجئة، مما قد يؤدي إلى عدم اتساق الانحناء. يساعد التشغيل الصحيح لدواسة القدم على تحقيق ذلك. انحناءات دقيقة، تقلل الأخطاء، وتعزز سلامة المشغل أثناء تصنيع المعادن.
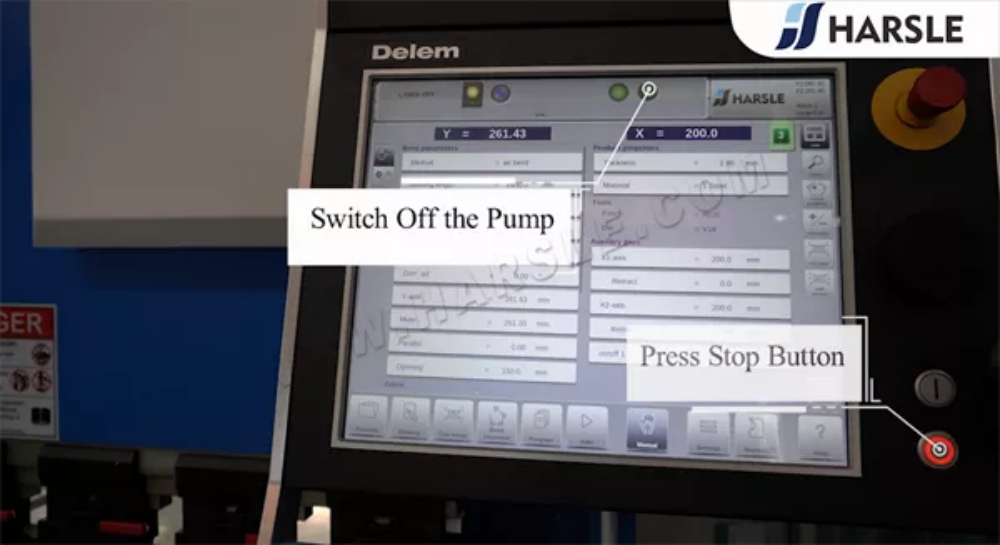
اضغط على زر الإيقاف
في عمليات مكابس الضغط CNC، يتم الضغط على زر التوقف هي وظيفة حاسمة يوقف حركة الماكينة على الفورلضمان سلامة المُشغِّل ومنع أي ضرر مُحتمل. يُمكن استخدام هذا الزر في حالة حالة طوارئ أو سوء محاذاة أو تسلسل انحناء غير صحيح. على وحدات التحكم مثل DA-66T أو DA-69T، إيقاف الآلة يسمح للمشغلين بـ إعادة تقييم الإعدادات، وإجراء التعديلات، أو استكشاف المشكلات وإصلاحها قبل استئناف العمل. من الضروري التعرف على وظيفة التوقف لضمان أوقات رد الفعل السريعة عند الحاجة. الاستخدام السليم لـ زر التوقف يعزز سلامة الآلة ودقتها وكفاءتها الشاملة في عمليات ثني المعادن.
قم بإيقاف تشغيل المضخة
لإغلاق الجهاز بشكل صحيح مكابس الضغط CNC، من الضروري أن إيقاف تشغيل المضخة الهيدروليكية بمجرد اكتمال العمليات. المضخة مسؤولة عن توليد الضغط الهيدروليكي، الذي يُغذي عملية الانحناء. إيقاف تشغيله يُساعد منع التآكل غير الضروري، وتقليل استهلاك الطاقة، وضمان طول عمر الماكينةقبل إيقاف التشغيل، تأكد من أن مكابح الضغط في وضع آمن، ولا يتم تشغيل أي أوامر نشطة على وحدة التحكم DA-66T أو DA-69T. يساعد إيقاف تشغيل المضخة بشكل صحيح بانتظام الحفاظ على كفاءة النظام، وإطالة عمر المكونات، وضمان بيئة عمل آمنة للمشغلين.
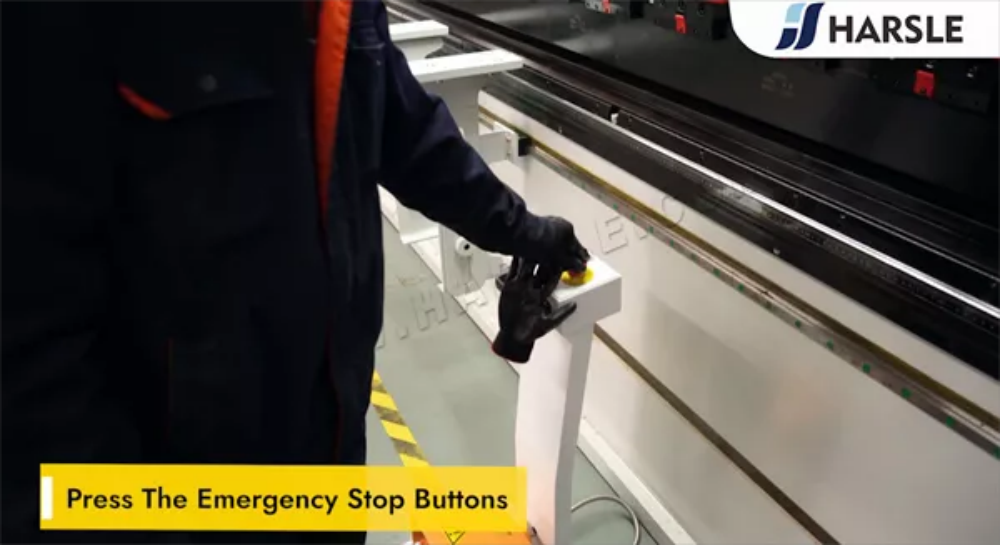
اضغط على أزرار التوقف في حالات الطوارئ
ال زر التوقف في حالات الطوارئ (E-Stop) هي ميزة أمان حاسمة في مكابس الضغط CNC، مصممة ل إيقاف جميع عمليات الآلة على الفور في حالة الطوارئ. الضغط على أوقف فورا قطع الطاقة عن النظام الهيدروليكيلمنع أي ضرر محتمل للآلة أو الأدوات أو قطعة العمل. يجب على المشغلين استخدام هذا الزر في حالات مثل عدم المحاذاة، أو الحركة غير المتوقعة، أو المخاطر المتعلقة بالسلامة. على وحدات التحكم مثل DA-66T أو DA-69Tيتطلب إعادة تشغيل الجهاز بعد إيقاف التشغيل إعادة ضبط النظام. معرفة متى وكيف تستخدم زر التوقف في حالات الطوارئ يضمن سلامة المشغل وحماية الماكينة أثناء تصنيع المعادن.

إيقاف تشغيل مفتاح الطاقة
بعد الانتهاء من عملية الانحناء، من الضروري إيقاف تشغيل مفتاح الطاقة لإغلاقه بأمان مكابس الضغط CNC.هذه الخطوة تساعد منع المخاطر الكهربائية، والحفاظ على الطاقة، وحماية مكونات الآلة من التآكل غير الضروري. قبل إيقاف التشغيل، تأكد من أن جميع تم الانتهاء من عمليات الانحناء، ال تم إيقاف تشغيل المضخة الهيدروليكية، و تم إخراج وحدة التحكم (DA-66T أو DA-69T) بشكل صحيحيجب على المُشغّلين اتباع إجراءات إيقاف التشغيل القياسية لتجنب أخطاء النظام عند إعادة التشغيل. يُساعد إيقاف تشغيل مفتاح الطاقة بانتظام بعد الاستخدام على الحفاظ على يزيد من عمر الآلة، ويعزز السلامة، ويضمن بيئة عمل فعالة.

الفيديو أعلاه هو شرح تفصيلي لتشغيل مكبسي Genius DA-66T وDA-69T. قد تحدث مشاكل أخرى أثناء التشغيل، لذا يُرجى ترك رسالة على حسابنا للتواصل معنا. HARSLE ملتزمة بخدمتكم بكل التزام.



