








Genio Prensa Plegadora La operación puede ser un desafío, pero este tutorial lo guiará en el funcionamiento de los modelos DA-66T y DA-69T para lograr un rendimiento y una precisión óptimos.
Aprenda a operar el Genius Prensa Plegadora (DA-66T y DA-69T) con esta guía completa. Siga nuestras instrucciones paso a paso para optimizar su proceso de doblado y lograr resultados perfectos.
¿Listo para empezar? Exploremos el proceso de operación de las máquinas DA-66T y DA-69T para garantizar un plegado fluido y eficiente.
Los nuevos clientes suelen tener diversos problemas al utilizar nuestra prensa plegadora Genius por primera vez. Los ingenieros de HARSLE han grabado un tutorial completo sobre el funcionamiento de la Genius. Prensa Plegadora DA-66T y DA-69T para garantizar que los clientes utilicen la máquina con mayor rapidez y eficacia. Este tutorial abarca desde el proceso de inyección de aceite hasta la programación del plegado, con contenido completo y detalles claros. Esperamos que el siguiente video le sea útil:
Parte 1: Llenado de aceite y conexiones de cables
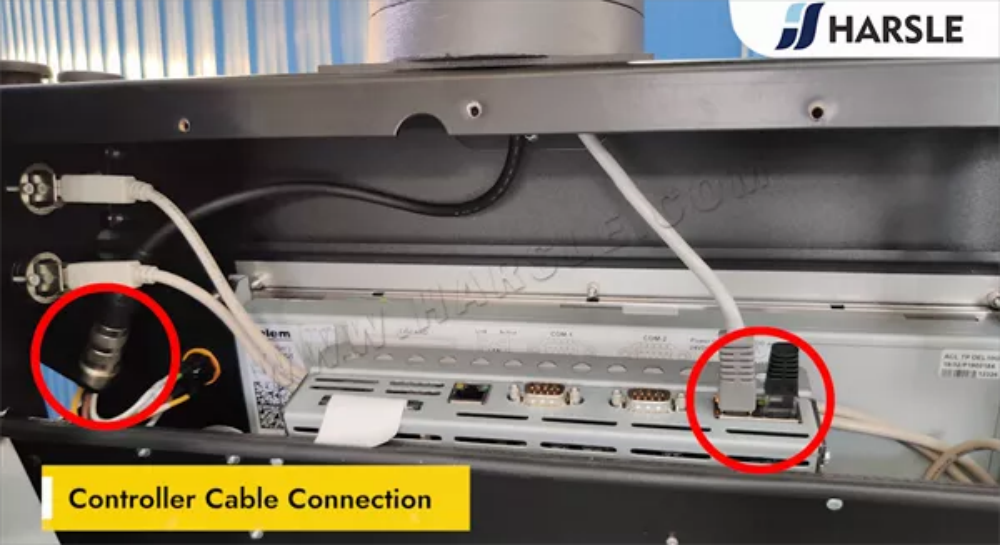
Conexión del cable del controlador
Una conexión correcta del cable del controlador es esencial para garantizar una comunicación estable entre la prensa plegadora Genius y el controlador CNC DA-66T o DA-69T. Comience verificando el tipo de cable y ajústelo a los puertos de entrada correspondientes tanto en el controlador como en la prensa plegadora. Asegure firmemente todas las conexiones para evitar pérdidas de señal o errores de la máquina. Utilice cables blindados para minimizar las interferencias electromagnéticas. Tras la conexión, realice una prueba del sistema para confirmar la correcta transmisión de datos. Inspeccione y mantenga los cables regularmente para evitar el desgaste y garantizar un rendimiento y una fiabilidad a largo plazo. Un cableado correcto garantiza un funcionamiento impecable de la prensa plegadora y resultados de plegado precisos.
Llenado del tanque de aceite con aceite hidráulico antidesgaste
Llenado del tanque de aceite con aceite hidráulico antidesgaste es un paso crucial para garantizar el buen funcionamiento y la longevidad de su Prensa plegadora GeniusAntes de llenarlo, asegúrese de que el tanque esté limpio y libre de contaminantes. Utilice únicamente productos de alta calidad. aceite hidráulico antidesgaste Recomendado por el fabricante. Vierta lentamente el aceite en el depósito, asegurándose de que alcance el nivel requerido sin sobrellenarlo. Tras el llenado, compruebe si hay fugas y deje el sistema en funcionamiento durante unos minutos para asegurar una circulación adecuada. Las revisiones y los cambios de aceite regulares ayudan a mantener un rendimiento óptimo y a prevenir el desgaste prematuro de los componentes hidráulicos.

Llene el aceite desde este puerto
Para garantizar un rendimiento óptimo y la larga vida útil de su prensa plegadora, es fundamental llenar el aceite hidráulico correctamente. Utilice el puerto de aceite designado para agregar aceite hidráulico, asegurándose de que llegue. 2/3 del nivel total del volumen de aceiteEl llenado excesivo o insuficiente puede provocar ineficiencias del sistema, sobrecalentamiento o una reducción de la vida útil de la máquina. Utilice siempre aceite hidráulico de alta calidad recomendado por el fabricante. Después del llenado, revise el indicador de nivel de aceite y asegúrese de que no haya fugas. El mantenimiento regular y la gestión adecuada del aceite ayudarán a mantener su... Prensa plegadora Genius funcionando sin problemas y de manera eficiente durante los próximos años.

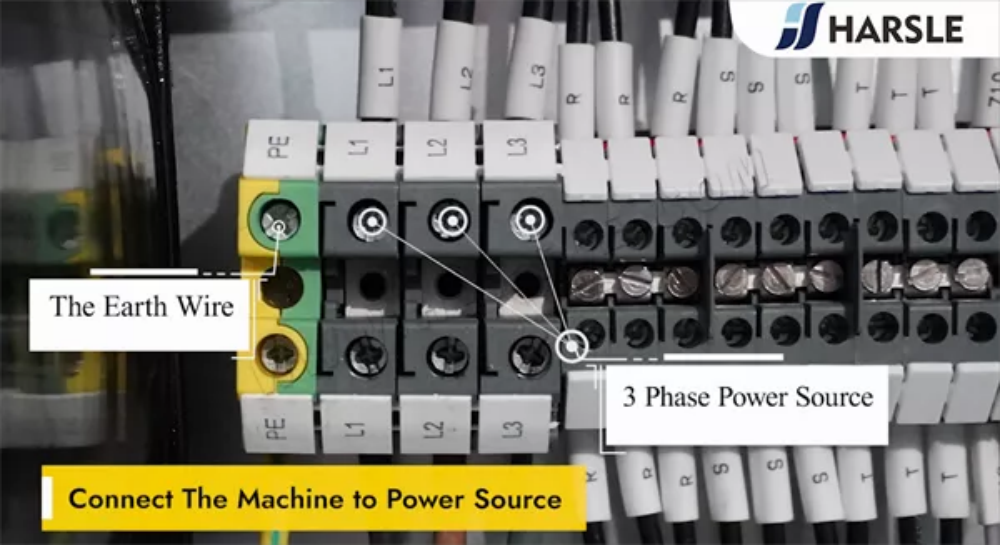
Conecte la máquina a la fuente de alimentación
Antes de operar el Prensa plegadora GeniusAsegúrese de que la conexión eléctrica sea segura y correcta. Comience verificando que las especificaciones de potencia de la máquina coincidan con el suministro eléctrico de sus instalaciones. Contrate a un electricista certificado para conectar la máquina a una toma de corriente estable. fuente de alimentación trifásica, siguiendo las normas de seguridad locales. Asegúrese de que El cable de tierra está conectado de forma segura Para evitar riesgos eléctricos. Después de encenderlo, verifique si hay mensajes de error en la Controlador DA-66T o DA-69TSi todo funciona con normalidad, puede proceder con la calibración y la configuración. Siga siempre las instrucciones del fabricante para garantizar... seguro y eficiente operación.
Conecte el cable a la caja eléctrica
Conectar el cable a la caja eléctrica es crucial para garantizar el funcionamiento seguro y eficiente de su prensa plegadora. Comience por desconectar la alimentación principal para evitar riesgos eléctricos. Pele con cuidado los extremos del cable e introdúzcalos en los terminales designados dentro de la caja eléctrica. Asegure las conexiones apretando los tornillos y asegurando una conexión a tierra adecuada. Compruebe que todos los cables estén correctamente colocados según el diagrama de cableado. Una vez que todo esté asegurado, cierre la tapa de la caja eléctrica y restablezca la alimentación para probar la conexión. Una instalación correcta garantiza la seguridad y la estabilidad de la máquina.
Conecte el cable de tierra
Conectar el cable de tierra es crucial para garantizar la seguridad eléctrica de cualquier máquina, incluidas las prensas plegadoras. El cable de tierra proporciona una vía directa para que las corrientes eléctricas parásitas fluyan de forma segura al suelo, evitando descargas eléctricas, cortocircuitos y posibles riesgos de incendio. Sin una conexión a tierra adecuada, las fugas eléctricas pueden causar lesiones graves a los operadores y dañar los componentes de la máquina. Utilice siempre un cable de tierra de alta calidad y con la clasificación adecuada, y conéctelo a un punto de tierra fiable. Revise periódicamente la conexión para garantizar su seguridad y eficacia. Un cable de tierra bien conectado mejora la seguridad en el lugar de trabajo y prolonga la vida útil de la máquina.
Conectar a una fuente de alimentación trifásica
Conectando correctamente su Prensa plegadora Genius A un fuente de alimentación trifásica Es esencial para garantizar un funcionamiento estable y evitar problemas eléctricos. Antes de comenzar, verifique las especificaciones de potencia en la placa de identificación de la máquina y confirme que coincidan con el voltaje y la frecuencia de sus instalaciones. Utilice cables con la clasificación adecuada y asegúrese de una conexión a tierra segura para mayor seguridad. Conecte los cables trifásicos correctamente a los terminales designados, siguiendo el diagrama de cableado del manual. Después de la instalación, verifique la correcta rotación de las fases; un cableado incorrecto puede provocar que la máquina funcione en reversa. Tenga siempre a mano electricista calificado Manejar la conexión para garantizar el cumplimiento de las regulaciones locales.

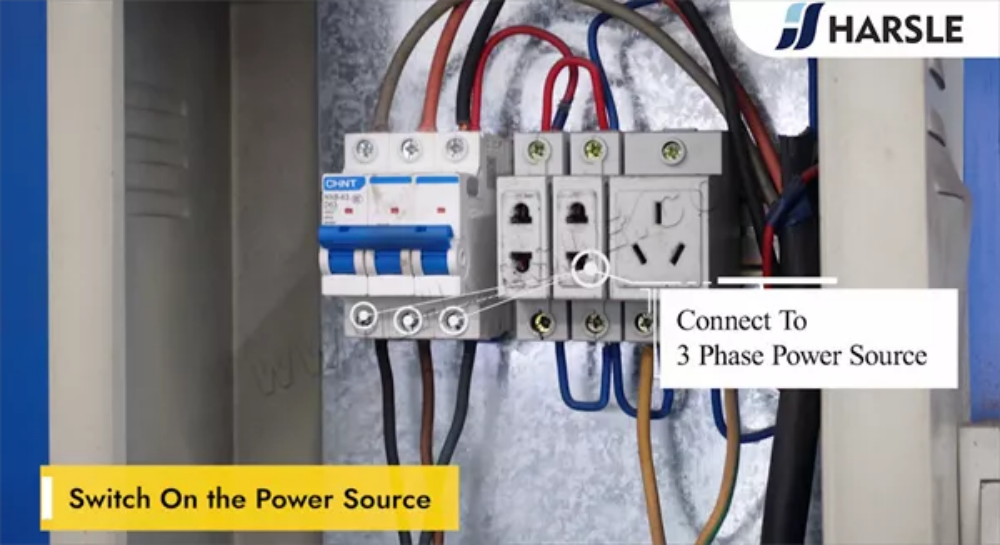
Encienda la fuente de alimentación
Antes de operar el Prensa plegadora GeniusAsegúrese de que el suministro de energía sea estable. Primero, verifique que el interruptor principal esté en la posición APAGADO Antes de conectarlo a la fuente de alimentación, verifique que el voltaje coincida con los requisitos de la máquina para evitar problemas eléctricos. Una vez confirmado, apague el... interruptor de alimentación principal encendido Espere a que el sistema se inicialice. La pantalla del controlador se iluminará, indicando que la máquina está lista para funcionar. Inspeccione siempre el botón de parada de emergencia y los circuitos de seguridad antes de continuar para garantizar un funcionamiento suave y seguro. Un arranque correcto garantiza la eficiencia y prolonga la vida útil de la máquina.
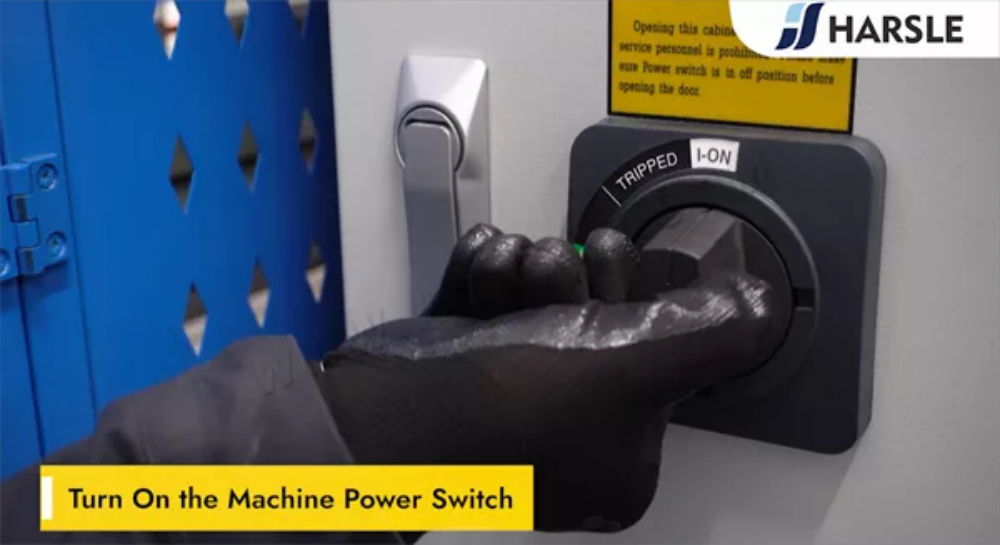
Encienda el interruptor de encendido de la máquina
Para comenzar a operar el Prensa plegadora Genius, el primer paso es encender el interruptor de encendido de la máquinaLocalizar el interruptor de alimentación principal En el panel lateral o trasero de la máquina. Asegúrese de que la fuente de alimentación sea estable y que el botón de parada de emergencia no esté activado. Gire el interruptor de encendido a la posición EN y espere a que el sistema se inicialice. El panel de control mostrará la información de inicio, indicando que la máquina está lista para funcionar. Siga siempre protocolos de seguridad antes de encenderla para evitar problemas eléctricos o movimientos accidentales de la prensa plegadora.
Esperando a que se cargue el sistema
Al operar una prensa plegadora CNC, aparece el mensaje “Esperando a que se cargue el sistema” Aparece durante el proceso de arranque. Esto indica que el controlador está inicializando funciones esenciales, cargando configuraciones del sistema y preparándose para la operación. Dependiendo de la DA-66T o DA-69T Sistema, este proceso puede tardar desde unos segundos hasta un par de minutos. Evite interrumpir el inicio para evitar errores del sistema. Si la carga tarda más de lo habitual, compruebe si hay actualizaciones de software o fallos del sistema. Garantizar una fuente de alimentación estable y un mantenimiento adecuado puede ayudar a minimizar los retrasos durante la carga del sistema, manteniendo sus operaciones de doblado fluidas y eficientes.

Compruebe la dirección de rotación del motor principal
Garantizar la correcta dirección de rotación del motor principal es crucial para el correcto funcionamiento de su Prensa plegadora GeniusUna rotación incorrecta del motor puede provocar fallos en la máquina o incluso daños en los componentes internos. Para comprobar la rotación:
- Encienda la máquina – Asegúrese de que se implementen todas las medidas de seguridad.
- Observar la rotación del motor – Verifique la flecha direccional del motor y compárela con el movimiento real.
- Ajuste el cableado si es necesario – Si la rotación es incorrecta, intercambie dos fases de la fuente de alimentación.
- Prueba de nuevo – Reinicie y confirme la dirección correcta.
Baje los botones programables
El “Baje los botones programables” función en el DA-66T y DA-69T Los controladores permiten a los operadores acceder a opciones de interfaz adicionales para una mejor experiencia. control de prensa plegadoraAl tocar la pantalla y arrastrar los botones programables hacia abajo, los usuarios pueden revelar funciones ocultas como correcciones de flexión, configuraciones de ejes y ajustes de herramientasEsta función mejora la eficiencia del flujo de trabajo, permitiendo modificaciones rápidas sin tener que navegar por múltiples menús. Dominar esta función garantiza un funcionamiento más fluido y... ciclos de producción más rápidos, lo que lo hace esencial para los profesionales que aspiran a doblado de precisiónComprender cómo usar este atajo mejorará significativamente su Prensa plegadora Genius operación.
Presione brevemente el botón de inicio de la bomba
Para poner en marcha el sistema hidráulico de su Prensa plegadora Genius, necesitas Presione brevemente el botón de inicio de la bombaEsta acción activa la bomba hidráulica, lo que garantiza el funcionamiento suave de la máquina. Evite manteniendo presionado el botón demasiado tiempo, ya que está diseñado para una pulsación breve que inicia el sistema. Al pulsarlo, debería oír cómo se activa la bomba, lo que indica que la máquina está lista para funcionar. Si la bomba no arranca, compruebe la alimentación y el estado de la parada de emergencia. El correcto funcionamiento del botón de arranque de la bomba es esencial para mantener la eficiencia y la vida útil de su prensa plegadora.

Compruebe la dirección de rotación del motor principal
Antes de operar el Prensa plegadora Genius, es esencial verificar la dirección de rotación del motor principal Para garantizar un funcionamiento suave y seguro de la máquina. La rotación incorrecta del motor puede provocar Mal funcionamiento del sistema, reducción de la eficiencia o posibles daños al sistema hidráulico. Para comprobar la rotación, arranque la máquina y observe la indicador direccional del motor o escuche sonidos inusuales. Si la rotación es incorrecta, apague el aparato y ajuste el cableado de fase de potencia.Seguir siempre protocolos de seguridad y consulte el manual del usuario antes de realizar cualquier modificación. La dirección correcta del motor garantiza Rendimiento óptimo y mayor vida útil de la máquina.

Si gira en el sentido de las agujas del reloj, entonces es correcto
Al operar un Prensa plegadora Genius con DA-66T o DA-69TGarantizar la dirección de rotación correcta es crucial. “Si gira en el sentido de las agujas del reloj, entonces es correcto” Sirve como una guía simple pero esencial. Una rotación en sentido horario generalmente indica una alineación correcta del motor, lo que garantiza el correcto funcionamiento del sistema hidráulico y del tope trasero. Una rotación incorrecta puede provocar fallos en el sistema, una menor precisión de plegado o incluso daños en los componentes de la máquina. Antes de iniciar las operaciones, verifique siempre el sentido de rotación del motor. Si es necesario, ajuste el cableado para corregirlo. Seguir esta regla garantiza Rendimiento óptimo, resultados de doblado precisos y mayor vida útil de la máquina..

Está girando en sentido antihorario
Cuando un componente de la máquina es girando en sentido antihorarioSe mueve en sentido contrario a las manecillas de un reloj tradicional. Este tipo de rotación se observa comúnmente en prensas plegadoras, máquinas CNC y motores industriales, donde se garantiza un funcionamiento adecuado según el diseño mecánico. La rotación en sentido antihorario se utiliza a menudo para mejorar eficiencia de par, mejorar manipulación de materiales, o cumplir con los requisitos operativos de herramientas específicas. Comprender la dirección de rotación es crucial para seguridad, precisión y prevención de fallos mecánicos. Consulte siempre la manual de operación antes de ajustar o invertir la configuración de rotación para evitar daño o desalineación en el sistema.

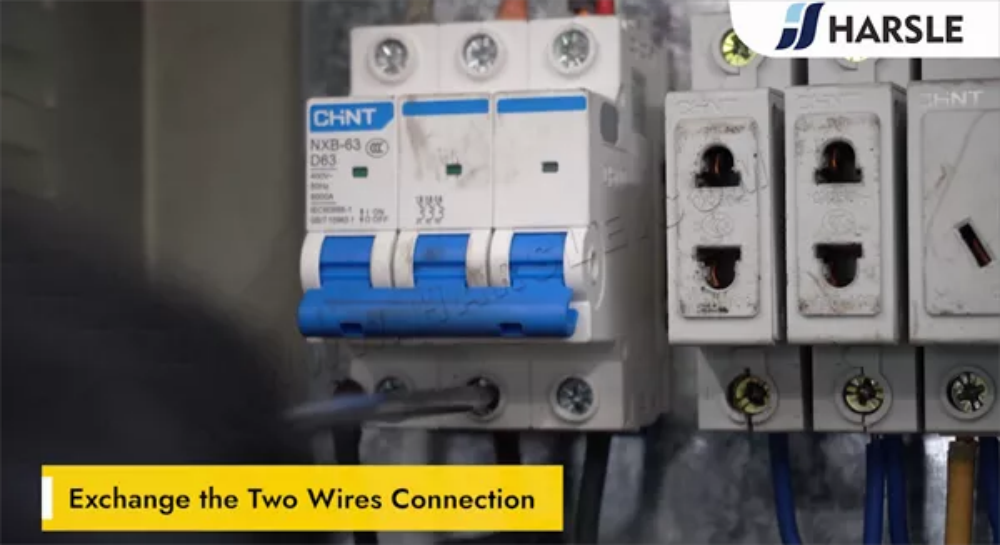
Intercambiar la conexión de los dos cables
Intercambiar la conexión de dos cables es un paso simple pero crucial en los ajustes eléctricos, especialmente al trabajar con prensas plegadoras CNC y otra maquinaria industrial. Este proceso suele ser necesario para corregir la dirección de rotación del motor, resolver problemas de secuencia de fases o garantizar el correcto funcionamiento de la máquina. Antes de comenzar, siempre... apague la energía Use guantes aislantes por seguridad. Identifique los dos cables que se van a intercambiar, afloje los tornillos de sus terminales e intercambie sus posiciones con cuidado. Una vez reconectados, asegure firmemente los terminales y pruebe el sistema. Un intercambio correcto de cables garantiza... Rendimiento estable y evita fallos en la máquina., lo que lo convierte en una habilidad esencial para los operadores.
Parte 2: Puesta en marcha de la máquina
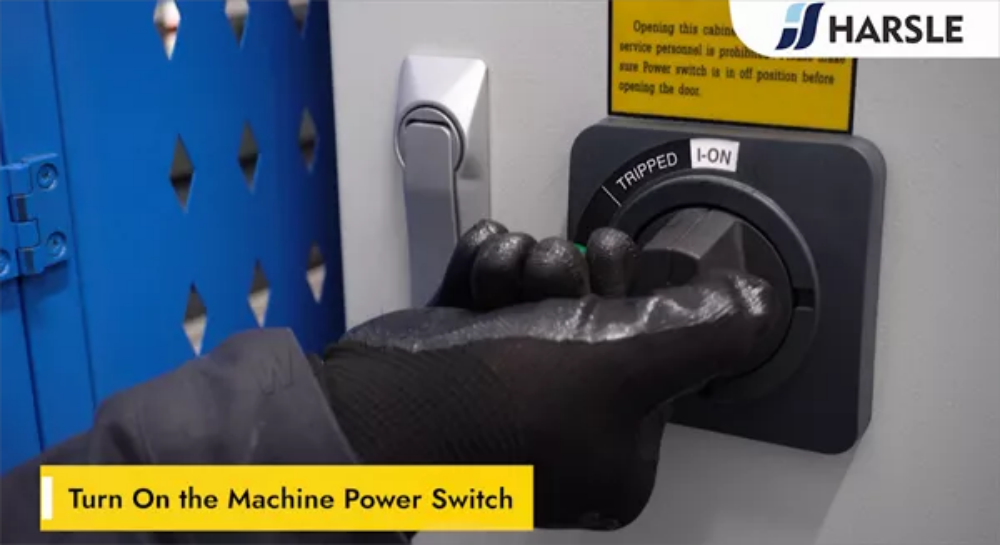
Encienda el interruptor de encendido de la máquina
Antes de operar el Prensa plegadora GeniusAsegúrese de que la máquina esté conectada correctamente a una fuente de alimentación estable. Localice el interruptor de alimentación principal en el lateral de la máquina o del armario de control. Gire el interruptor a la posición "EN" Coloque la máquina en la posición correcta y espere a que el sistema se inicialice. El controlador CNC (DA-66T o DA-69T) se iniciará y mostrará la pantalla de inicio. Compruebe si hay advertencias o mensajes de error del sistema antes de continuar. Asegúrese de que el botón de parada de emergencia esté activado. liberado Para habilitar el funcionamiento completo. Una vez encendida, la prensa plegadora está lista para la configuración de parámetros y las operaciones de plegado.
Esperando a que se cargue el sistema
Al encender el Prensa plegadora Genius equipado con el Controlador DA-66T o DA-69TEl sistema tarda unos instantes en inicializarse. Durante este tiempo, se cargan componentes críticos, como el software CNC, los parámetros de plegado y las funciones de seguridad, para garantizar un funcionamiento fluido. Es fundamental esperar pacientemente hasta que la interfaz esté completamente lista antes de continuar. Interrumpir el proceso puede causar errores del sistema o configuraciones incompletas. Una vez completada la carga, puede comenzar a configurar los parámetros de plegado e iniciar sus tareas de fabricación de metal de forma eficiente. Espere a que el sistema termine de cargarse antes de realizar la operación.

Suelte el interruptor de parada de emergencia
El Interruptor de parada de emergencia es una característica de seguridad crítica en el Prensa plegadora Genius equipado con DA-66T y DA-69T Controladores. Si la máquina se detiene inesperadamente debido a una activación de emergencia, siga estos pasos para liberarla:
- Gire el botón de parada de emergencia – Gire el botón en el sentido de las agujas del reloj hasta que salga.
- Comprobar mensajes de error – Inspeccione la pantalla del controlador para ver si hay alertas del sistema.
- Reiniciar la máquina – Pulse el botón de reinicio o siga las instrucciones del panel de control.
- Reiniciar operación – Asegúrese de que todas las medidas de seguridad estén en su lugar antes de reanudar el trabajo.

Encender la luz
Encender la luz es más que simplemente encender un interruptor: se trata de aportar claridad, calidez y dirección a un espacio. Ya sea el resplandor de una lámpara de noche, el brillo de una farola que te guía o el resplandor del sol matutino, la luz transforma nuestro entorno y nuestro estado de ánimo. Disipa la oscuridad, revela detalles ocultos y crea una sensación de seguridad. En la vida, "encender la luz" también puede simbolizar adquirir conocimiento, encontrar inspiración o aprovechar nuevas oportunidades. Así que, ya sea literal o metafóricamente, nunca dudes en encender la luz e iluminar tu mundo.

Baje los botones programables
El “Baje los botones programables” función en el Controladores DA-66T y DA-69T Permite a los operadores acceder cómodamente a opciones de comando adicionales. Los botones programables son botones virtuales que se muestran en la interfaz táctil y cambian dinámicamente según la función seleccionada. Al desplegarlos, los usuarios pueden revelar funciones ocultas, accesos directos o configuraciones avanzadas sin salir de la interfaz principal. Esta función mejora... eficiencia del flujo de trabajo, lo que permite ajustes rápidos de parámetros y reduce el tiempo de operación. Dominar las funciones de los botones programables es esencial para lograr... resultados de doblado precisos y optimizar el rendimiento de la máquina. El uso regular ayuda a agilizar la programación y mejora la experiencia del usuario. Prensa plegadora Genius.
Presione el botón de inicio de la bomba
El Botón de arranque de la bomba es un control crucial en el Prensa plegadora Genius (DA-66T y DA-69T), activando el sistema hidráulico para alimentar la máquina. Antes de presionarlo, asegúrese de que la máquina esté correctamente conectada a una fuente de alimentación estable y de que se hayan completado todas las comprobaciones de seguridad. Una vez confirmado, presione el Botón de arranque de la bomba firmemente, permitiendo que el sistema hidráulico se active. Debería oír la activación de la bomba, lo que indica que la máquina está lista para funcionar. Si la bomba no arranca, verifique si se ha activado la parada de emergencia o si hay errores del sistema. Siga siempre las instrucciones. directrices del fabricante para una operación segura.

Presione el botón de inicio y busque puntos de referencia
Antes de iniciar cualquier operación de doblado en el Prensa plegadora GeniusEs fundamental inicializar correctamente la máquina. Comience por presionando el botón de inicio, que activa el sistema y lo prepara para su funcionamiento. Una vez encendido, el siguiente paso es... Encuentra los puntos de referenciaEstos puntos de referencia ayudan a la máquina a calibrar su posición, lo que garantiza ángulos de plegado precisos y un posicionamiento preciso del tope trasero. Controladores DA-66T y DA-69T Detecta y ajusta automáticamente los puntos de referencia, mejorando la eficiencia y la repetibilidad. Un ajuste correcto de estos puntos garantiza un funcionamiento fluido, reduce errores y optimiza el rendimiento general de plegado de su prensa plegadora CNC.

La búsqueda de puntos de referencia está hecha
En Prensa plegadora Genius operación con DA-66T y DA-69T controladores, el mensaje “Encontrar puntos de referencia ya está hecho” Indica que la máquina ha completado correctamente la calibración del punto de referencia. Este proceso garantiza que tope trasero, ariete y ejes están correctamente alineados, lo que permite resultados de doblado precisosLa calibración del punto de referencia es esencial antes de comenzar cualquier tarea de doblado, ya que permite Sistema CNC Para mantener la precisión y la repetibilidad. Si este mensaje no aparece, los operadores deben verificar Alineación del sensor, problemas de suministro de energía u obstrucciones mecánicasLa calibración regular mejora Eficiencia de la máquina y evita errores de plegado.

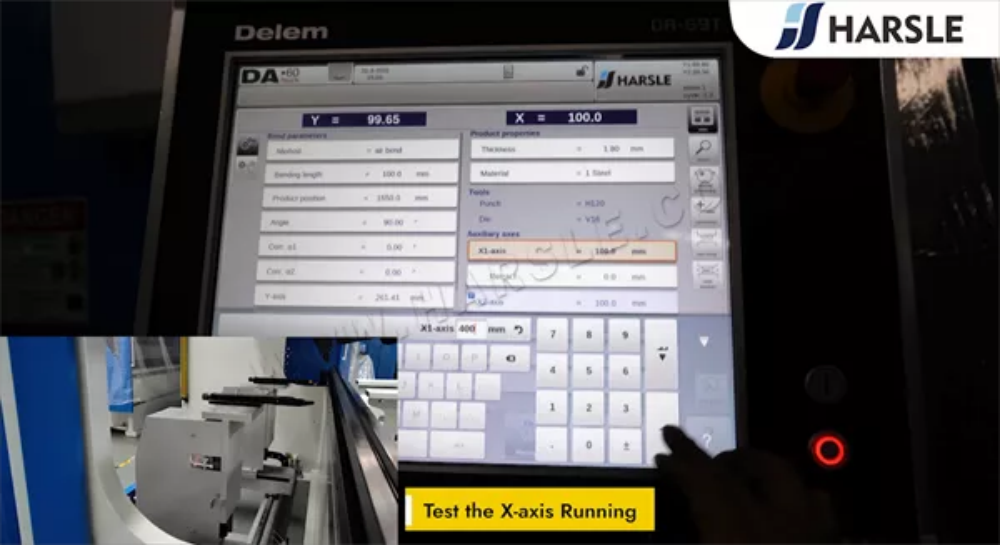
Prueba del eje X en funcionamiento
Para garantizar una precisión de doblado precisa, es esencial probar la Eje X en marcha En tu Prensa plegadora Genius. Comience accediendo a la Controlador DA-66T o DA-69T y navegando hasta el ajustes del tope traseroEstablezca un punto de referencia y ordene al eje X que avance y retroceda, observando su movimiento para comprobar su suavidad y precisión. Compruebe si hay desalineación, ruidos inusuales o retrasos en la respuesta. Si detecta alguna inconsistencia, calibre el eje mediante la configuración del controlador. Las pruebas periódicas ayudan a mantener un rendimiento óptimo de la máquina y garantizan un posicionamiento preciso para obtener resultados de plegado de alta calidad.
Pruebe el sistema de coronación en funcionamiento
Probando el sistema de coronación en un prensa plegadora Es esencial garantizar una precisión de plegado uniforme en toda la pieza. Comience seleccionando una chapa metálica estándar y configurando la máquina con un... Fuerza de flexión y apertura de la matriz en VActive el sistema de coronación y realice una prueba de curvatura, verificando si hay deformaciones o inconsistencias. Utilice un regla o calibrador Para medir la deflexión a lo largo de la curva. Si es necesario, ajuste la configuración de bombeo para lograr una distribución uniforme de la presión. Las pruebas periódicas ayudan a prevenir defectos de curvatura, mejoran la calidad de las piezas y prolongan la vida útil de los componentes de su máquina.

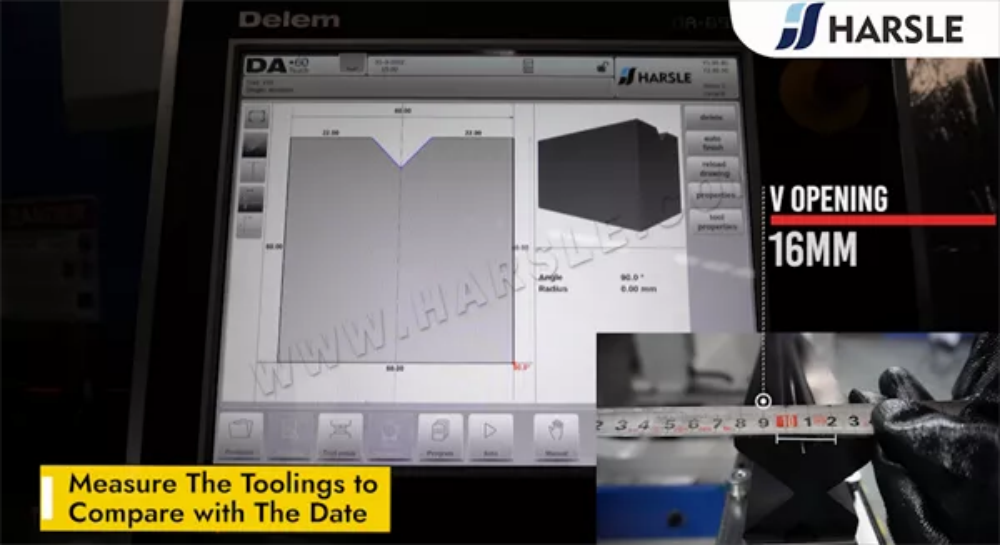
Compruebe los parámetros de las herramientas
Los ajustes adecuados de los parámetros de las herramientas son cruciales para lograr curvas precisas y consistentes en una Prensa plegadora GeniusAntes de iniciar cualquier operación, verifique cuidadosamente los ajustes del punzón, la matriz y el espesor del material en el Controlador DA-66T o DA-69TAsegúrese de que la abertura en V, el radio del punzón y la tolerancia de doblado estén configurados correctamente para cumplir con los requisitos de doblado. Los parámetros incorrectos pueden provocar... ángulos inexactos, desgaste excesivo de las herramientas o defectos del materialInspeccione periódicamente el desgaste de las herramientas y recalibre los ajustes según sea necesario. Al mantener parámetros óptimos de las herramientas, puede... Mejorar la precisión de doblado, prolongar la vida útil de la herramienta y mejorar la eficiencia general en sus operaciones de prensa plegadora.

Medir las herramientas para compararlas con la fecha
Medir con precisión las herramientas de la prensa plegadora es esencial para garantizar la compatibilidad con los ajustes de la máquina y la precisión del plegado. Utilice calibradores o micrómetros para medir las dimensiones del punzón y la matriz, incluyendo la altura, el ancho y el ángulo. Compare estas medidas con las... datos originales Proporcionada por el fabricante para verificar la precisión. Incluso pequeñas desviaciones pueden afectar los resultados del doblado, causando desalineación o deformación del material. Las comprobaciones periódicas de las mediciones ayudan a mantener la consistencia y prolongar la vida útil de la herramienta. Si encuentra discrepancias, recalibre las herramientas o consulte al proveedor para realizar ajustes. Una medición adecuada garantiza la precisión, reduce errores y optimiza el rendimiento de la prensa plegadora.

Parte 3: Programación de flexión
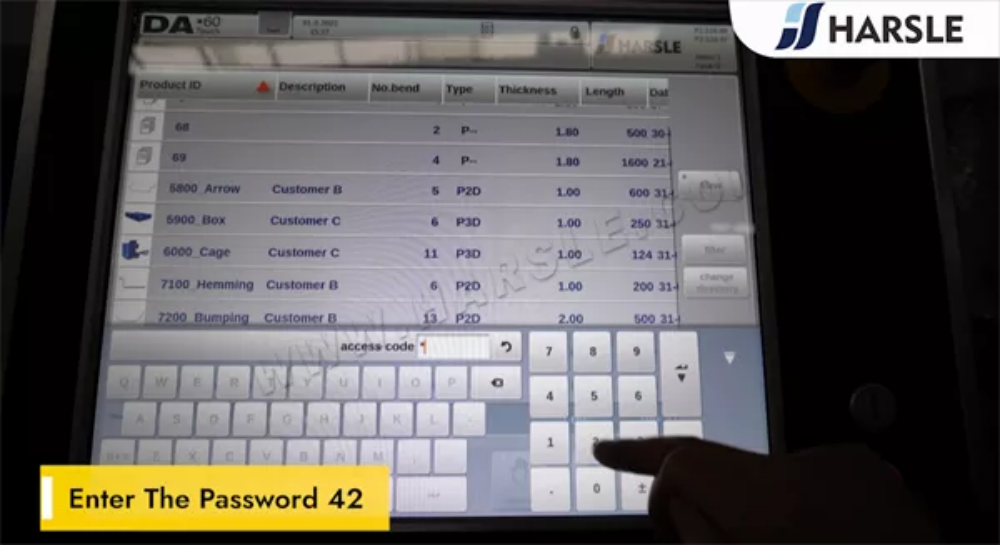
Ingrese la contraseña 42
Una pantalla tenuemente iluminada parpadeó en la oscuridad, provocando: “Introduzca la contraseña.” Las manos dudaron sobre el teclado antes de escribir. “42”Un número aparentemente común, pero que envolvía un misterio infinito. El sistema emitió un silbido, permitiendo el acceso con un suave pitido. De repente, una cascada de archivos cifrados y mensajes ocultos inundó la pantalla. ¿Qué desbloqueaba esta contraseña? ¿Una verdad olvidada, un experimento secreto o la puerta a una dimensión desconocida? El número 42, aclamado durante mucho tiempo como la respuesta a la pregunta más importante de la vida, acababa de revelar algo mucho más profundo. Pero ¿era conocimiento o un desafío por resolver?
Ingrese el nombre del programa
Al operar el Prensa plegadora Genius con DA-66T o DA-69TEl primer paso es introducir el nombre del programa. Este nombre ayuda a identificar la secuencia de plegado y los parámetros para futuras referencias. Para ello, navegue hasta interfaz de programación, seleccionar “Nuevo Programa”, e ingrese un nombre único que describa el trabajo. Usando nombres claros y estructurados, como el tipo de material o el ID del proyecto, facilita la recuperación. Tras confirmar la entrada, proceda a configurar los pasos de plegado. La organización sistemática de los programas mejora... eficiencia del flujo de trabajo y minimiza los errores en Operaciones de prensa plegadora CNC.

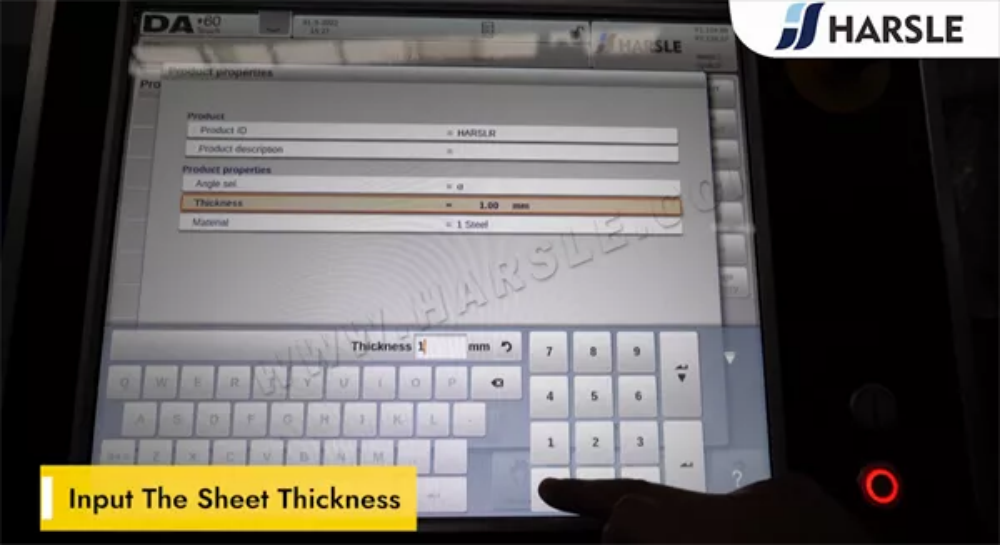
Ingrese el espesor de la hoja
Al operar el Prensa plegadora Genius con el Controlador DA-66T o DA-69T, ingresando con precisión el espesor de la chapa es crucial para lograr resultados de plegado precisos. Para ello, navegue a la configuración del material en el controlador CNC e introduzca el espesor exacto de la chapa metálica. La entrada correcta garantiza cálculo adecuado de la fuerza de flexión, evita la sobrecarga y mantiene alta precisión de flexiónVerifique siempre el espesor con un calibrador antes de introducirlo. Un ajuste incorrecto del espesor puede provocar... ángulos inexactos y la posible tensión de la máquina. Este paso es esencial para garantizar curvas consistentes y de alta calidad en su proceso de fabricación.
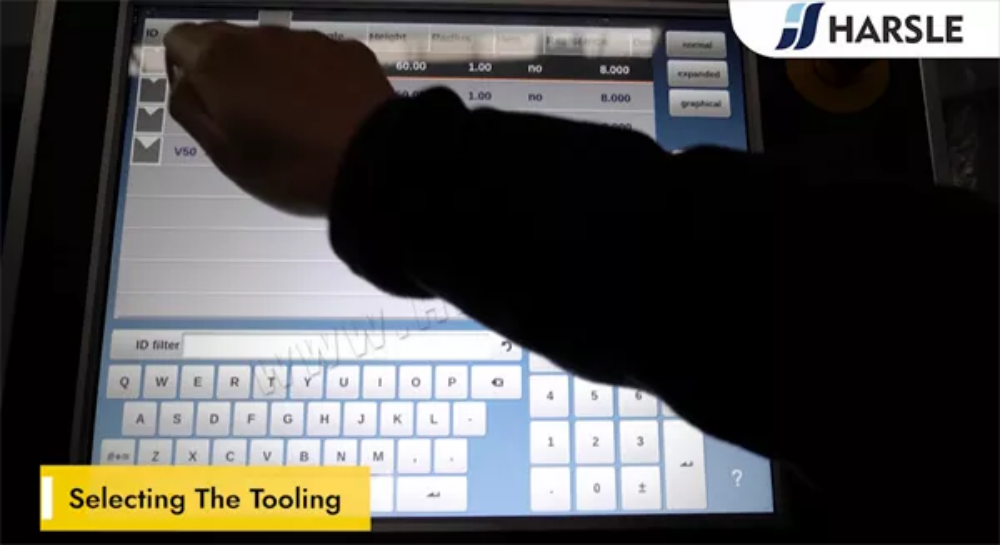
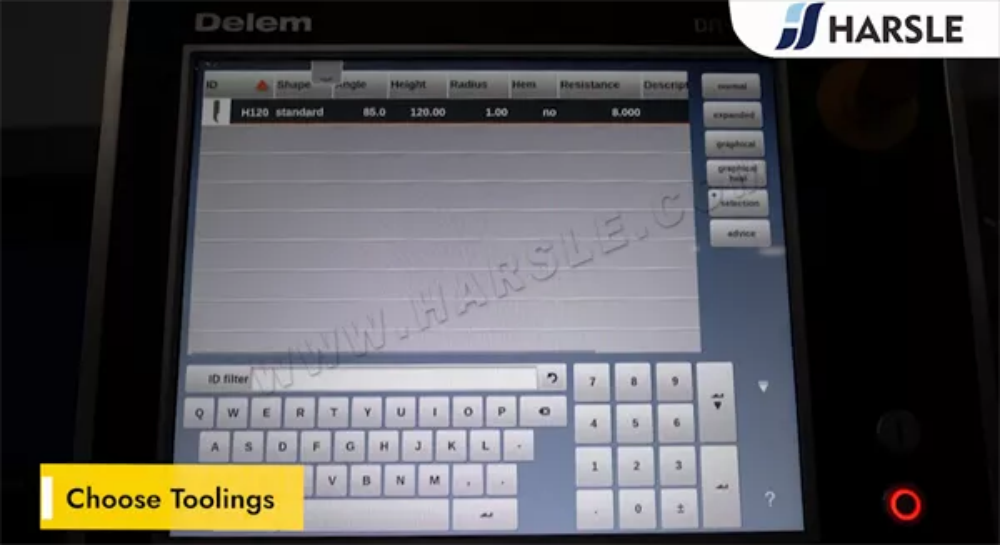
Selección de las herramientas
Elegir lo correcto herramientas de prensa plegadora es esencial para lograr curvas precisas y consistentes. El Prensa plegadora Genius, equipado con Controladores DA-66T y DA-69T, requiere punzones y matrices de alta calidad que coincidan con el tipo de material, el grosor y el ángulo de curvatura. Factores como Dureza de la herramienta, apertura de la matriz en V y radio del punzón impactan significativamente la precisión del plegado. Además, seleccionar herramientas de cambio rápido Puede mejorar la eficiencia de la producción. Para curvas complejas, las herramientas segmentadas permiten una mayor flexibilidad. Asegúrese siempre de que sean compatibles con Parámetros de programación CNC Para optimizar el rendimiento. Invertir en las herramientas adecuadas no solo mejora la precisión del plegado, sino que también prolonga la vida útil de la máquina.
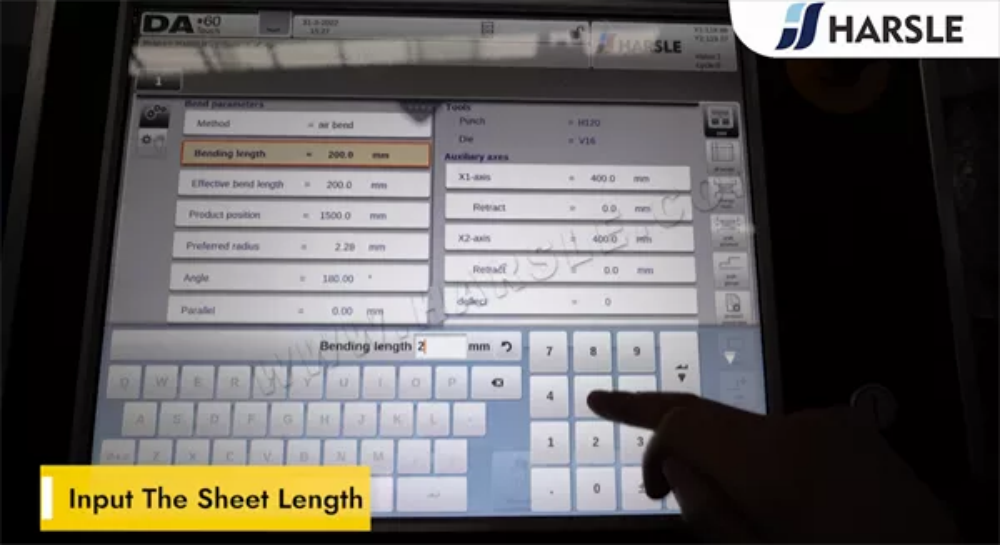
Ingrese la longitud de la hoja
Introducir la información correcta longitud de la hoja es crucial para realizar operaciones de doblado precisas en el Prensa plegadora Genius equipado con Controladores DA-66T o DA-69TPara ingresar la longitud de la hoja, navegue hasta interfaz de programación, localizar el configuraciones de materiales, e ingrese el valor exacto longitud de la hoja Según las especificaciones de su pieza de trabajo. Este paso garantiza un posicionamiento preciso del tope trasero y evita la desalineación durante el plegado. Verifique siempre que el valor introducido coincida con las dimensiones reales de la chapa. Introducir correctamente la longitud de la chapa mejora... Precisión, repetibilidad y eficiencia de plegado, minimizando el desperdicio de material y asegurando curvas de alta calidad en Operaciones de prensa plegadora CNC.
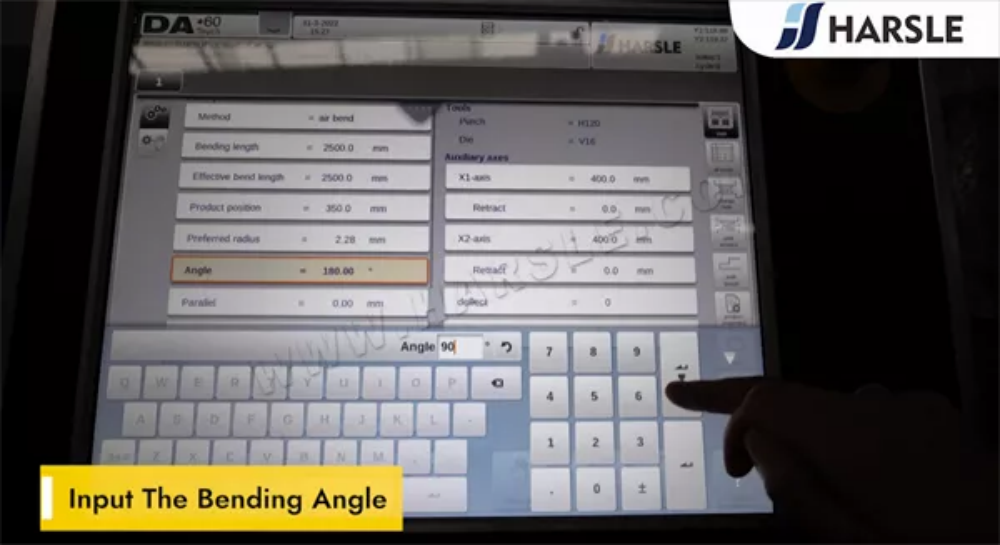
Introduzca el ángulo de curvatura
La entrada precisa del ángulo de curvatura es crucial para lograr curvas precisas de chapa metálica con la prensa plegadora Genius. Utilizando el Controladores CNC DA-66T y DA-69TLos operadores pueden configurar fácilmente el ángulo deseado a través de la interfaz intuitiva. El sistema calcula automáticamente el ángulo requerido. profundidad del punzón Basado en el espesor del material y los parámetros de doblado, garantiza la consistencia en cada doblado. Se pueden realizar ajustes finos para compensar recuperación elástica, lo que garantiza una alta precisión. Dominar esta función mejora eficiencia, reduce el desperdicio de materialy mejora la calidad general del doblado. Los ajustes de ángulo adecuados conducen a una Proceso de producción continuo con menos errores y una mayor productividad.
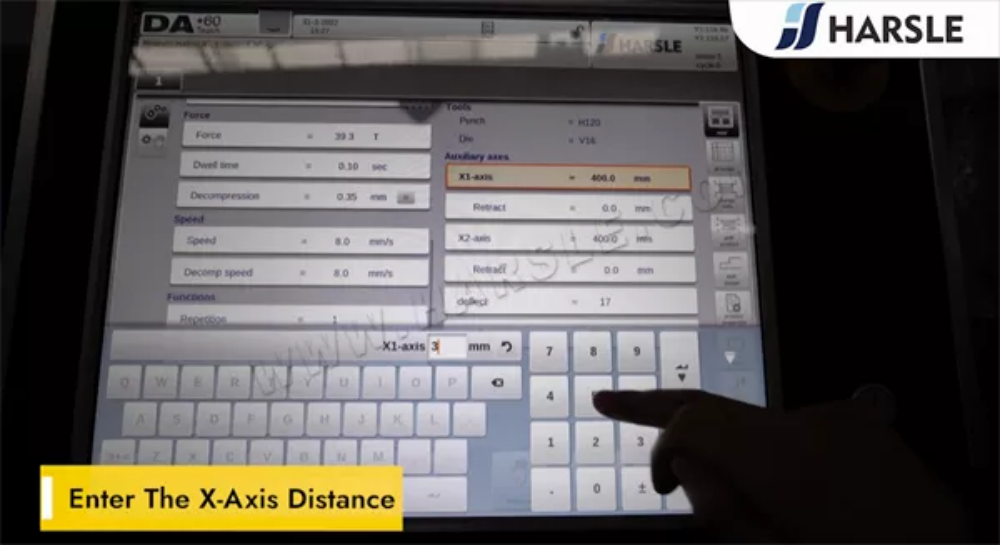
Introduzca la distancia del eje X
El Distancia del eje X en un Prensa plegadora Genius se refiere a la posición de la tope trasero, que determina dónde se coloca la lámina metálica para doblarla. Ajustar con precisión esta distancia es crucial para lograr... Ángulos de curvatura precisos y resultados consistentes.
Para entrar en el Distancia del eje X en el Controlador DA-66T o DA-69T, navegue hasta el ajustes del tope traseroIngrese la distancia requerida según sus requisitos de doblado y confirme el valor. El sistema ajustará automáticamente la posición del tope trasero. Una calibración correcta garantiza... precisión repetibleReduce errores y mejora la productividad. Verifique siempre la posición antes de iniciar el proceso de plegado.
Añadir otro paso de flexión
Añadiendo otro paso de flexión en el Prensa plegadora Genius con DA-66T o DA-69T El controlador permite secuencias de plegado más complejas y un conformado de metal preciso. Para ello, acceda a la interfaz del controlador CNC y navegue hasta el programa de plegado. Inserte un nuevo paso de plegado ajustando el... ángulo, posición del tope trasero y ajustes de presión Según sea necesario. Asegúrese de que cada paso siga la secuencia correcta para evitar errores. Verifique la simulación antes de ejecutarla para confirmar su precisión. Esta función mejora la productividad y la flexibilidad, facilitando la gestión de tareas complejas. doblado de chapa metálica tareas de manera eficiente.

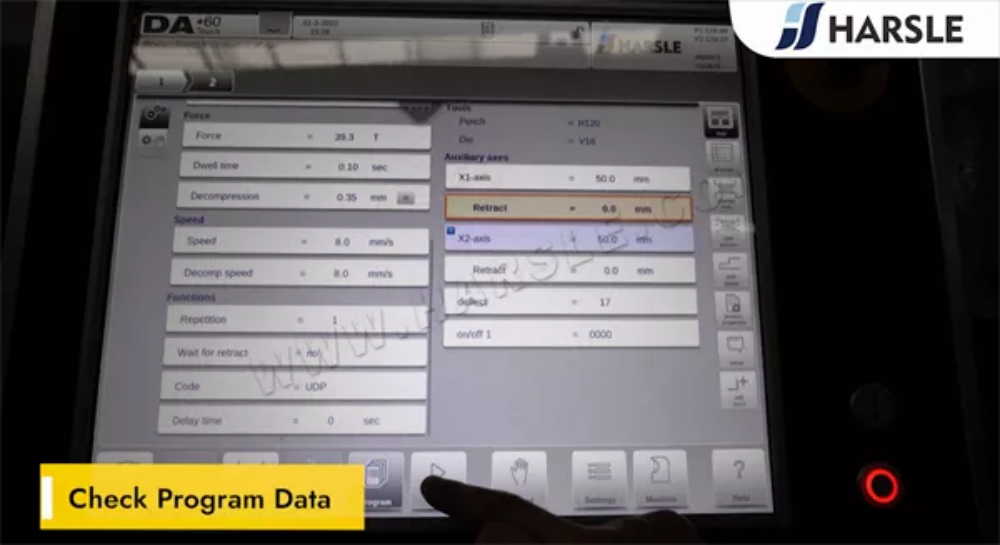
Verificar datos del programa
De cheques datos del programa en el Prensa plegadora Genius con DA-66T o DA-69T Garantiza operaciones de doblado precisas y minimiza los errores. Antes de ejecutar un programa, los operadores deben verificar los parámetros clave, incluyendo ángulos de curvatura, espesor del material, selección de herramientas y secuencia de pasosUtilice la interfaz del controlador para revisar y ajustar los datos si es necesario. Asegúrese de que estén correctos. Posicionamiento del tope trasero y ajustes de coronación Para lograr resultados precisos. La revisión regular de los datos del programa mejora la eficiencia, reduce las repeticiones de trabajos y optimiza el rendimiento general de la máquina. Dominar este proceso garantiza plegados consistentes y de alta calidad, a la vez que maximiza las capacidades de la prensa plegadora.
Listo para empezar
¿Listo para comenzar tu viaje con el? Prensa plegadora Genius? Ya sea que sea un principiante o un operador experimentado, dominar el DA-66T y DA-69T Los controladores son esenciales para lograr resultados de plegado precisos y eficientes. Estos sistemas CNC avanzados ofrecen Programación intuitiva, alta precisión y automatización perfectaLe ayudamos a optimizar su proceso de producción. En esta guía, le guiaremos por los pasos clave para optimizar el funcionamiento de su prensa plegadora, desde la configuración hasta las funciones avanzadas. ¡Prepárese para aprovechar al máximo el potencial de su máquina y mejorar la eficiencia de su plegado de metal como nunca antes! ¡Comencemos!

Parte 4: Productos de doblado
Colocación de la chapa metálica
Colocación correcta de la chapa metálica sobre la Prensa plegadora Genius Es esencial para lograr dobleces precisos y uniformes. Comience por asegurarse de que la mesa de trabajo esté limpia y libre de residuos para evitar desalineaciones. Coloque la lámina contra el tope trasero, alineándola con las dimensiones de doblez requeridas. Utilice ajustes automáticos del tope trasero en el DA-66T o DA-69T Controlador para ajustar la posición de parada con precisión. Para hojas grandes o pesadas, considere usar seguidores de hojas o soporte adicional para mantener la estabilidad. La colocación adecuada no solo mejora precisión de flexión pero también asegura seguridad del operador y prolonga la vida útil de la herramienta.

La hoja tocará los dedos de tope
Al operar un Prensa plegadora Genius, asegurando la La hoja toca los dedos de tope es crucial para un doblado preciso. El dedos de tope del tope trasero Sirve como punto de referencia, posicionando la lámina metálica correctamente antes de comenzar el doblado. Si la lámina no hace contacto completo, puede generar ángulos de doblado imprecisos o resultados inconsistentes. Los operadores deben ajustar el posición del tope trasero Según el programa de doblado y verifique la alineación antes de presionar el pedal. El contacto correcto con los topes garantiza repetibilidad precisa, reducción de errores y mejora de la eficiencia En operaciones de plegado CNC, el mantenimiento regular del sistema de tope trasero también es esencial para la precisión a largo plazo.

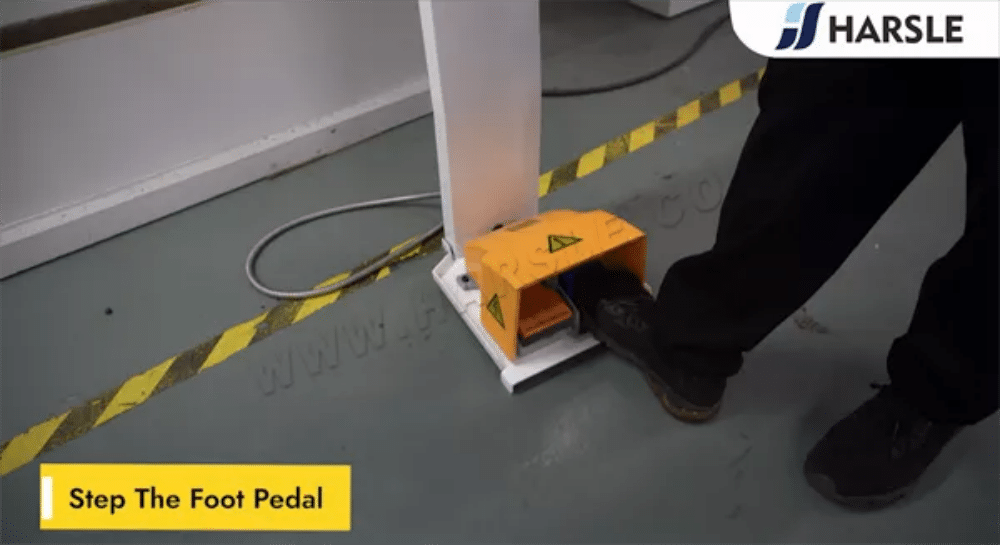
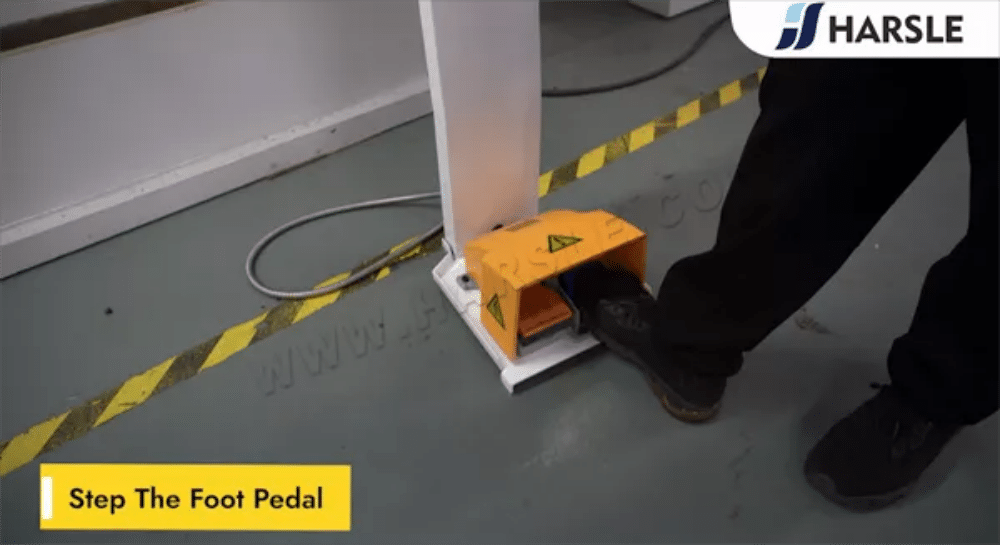
Pisa el pedal
El pedal es un mecanismo de control crucial en Prensa plegadora Genius Operación, lo que permite a los operadores realizar tareas de plegado eficientemente. Al presionar el pedal, los usuarios pueden activar, mantener o liberar El proceso de doblado con precisión. El Controladores DA-66T y DA-69T Sincronizar con el pedal para garantizar un funcionamiento suave, reduciendo el esfuerzo manual y mejorando la productividad. Los operadores deben mantener un movimiento constante del pie para evitar paradas repentinas o desalineaciones al doblar. Revise regularmente el pedal. respuesta adecuada y cumplimiento de la seguridadDominar el uso del pedal garantiza control continuo, mejorando la precisión y la eficiencia del plegado en la fabricación de chapa metálica.
Complete el paso 1
Antes de operar el Prensa plegadora GeniusEs fundamental familiarizarse con el Controladores CNC DA-66T y DA-69TEstos sistemas avanzados Delem ofrecen interfaces táctiles intuitivas, simulaciones de plegado en tiempo real y un control preciso de los parámetros de plegado. Comience explorando el menú principal, donde podrá acceder a la configuración de la máquina, la selección de materiales y la configuración de herramientas. Aprenda a navegar entre los modos de programación y a ajustar los ejes para garantizar... doblado preciso y eficienteComprender estos controladores le permitirá: Maximizar la productividad, reducir el tiempo de configuración y mejorar la precisión del doblado, permitiéndole aprovechar al máximo las capacidades de la máquina.

Presiona el pedal
Presionar el pedal es un paso crucial para operar el Prensa plegadora Genius equipado con DA-66T o DA-69T Controladores. El pedal funciona como el control principal para ejecutar el proceso de doblado, permitiendo a los operadores gestionar con precisión el movimiento de la máquina. Con un diseño ergonómico y de rápida respuesta, garantiza un funcionamiento suave, mejorando tanto la eficiencia como la seguridad. Una ligera presión activa el ciclo de doblado, mientras que al soltar el pedal se detiene el movimiento al instante, evitando errores. Los operadores deben asegurarse de que sus pies estén correctamente posicionados para mantener la estabilidad y evitar activaciones involuntarias. Dominar el control del pedal mejora el flujo de trabajo y aumenta la precisión en las tareas de doblado de metal.
Complete el paso 2
Una vez que el Prensa plegadora Genius está encendido, el siguiente paso crucial es configurar el Controlador CNC DA-66T o DA-69TComience seleccionando el programa de plegado adecuado o creando uno nuevo. Introduzca parámetros clave como Tipo de material, espesor, ángulo de curvatura y selección de punzón/matrizUtilice la interfaz de pantalla táctil para ajustar Posicionamiento del tope trasero y ajustes de coronación Para mayor precisión. Verifique todos los valores para garantizar la precisión antes de continuar. Una configuración correcta garantiza curvas suaves y uniformes, y minimiza los errores. Dominar este paso mejora la eficiencia y prolonga la vida útil de su... herramientas de prensa plegadora.

Parte 5: Medición y calibración
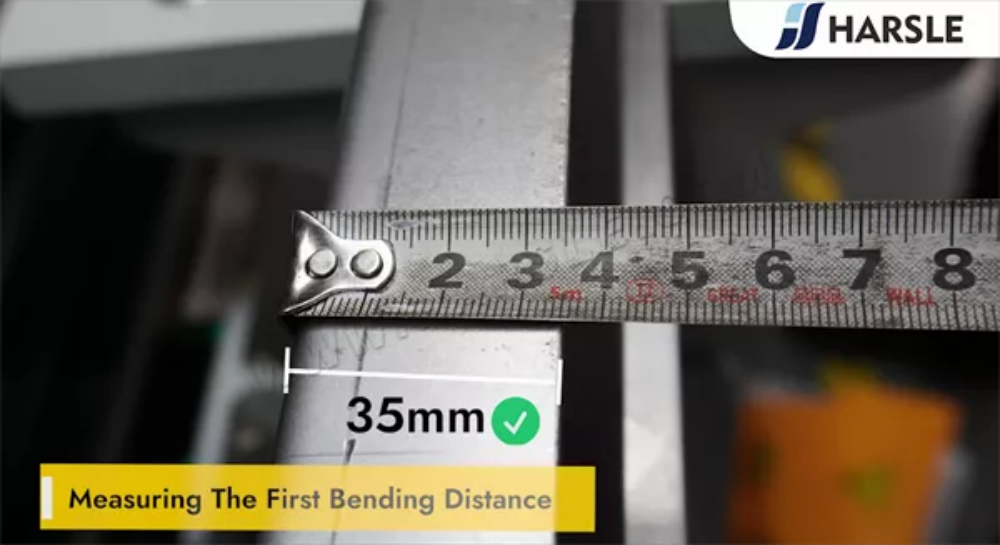
Medición de la primera distancia de flexión
El primera distancia de flexión Es un factor crítico para lograr un doblado preciso de chapa metálica. Se refiere a la separación inicial entre la herramienta de doblado y la pieza de trabajo, que afecta directamente la precisión del ángulo de doblado y las dimensiones finales. Para medirla correctamente, los operadores deben considerar factores como... Espesor del material, margen de curvatura y tipo de herramientaUsando un Prensa plegadora CNC con DA-66T o DA-69TPuede ingresar mediciones precisas para garantizar la consistencia. Una calibración y una prueba de flexión adecuadas ayudan a eliminar errores, lo que resulta en... Curvas impecables y menor desperdicio de materialDominar este paso garantiza eficiencia y una producción de alta calidad.
Medición de la segunda distancia de flexión
Medir la segunda distancia de flexión es crucial para lograr resultados precisos y consistentes en operaciones de prensa plegadoraEste paso garantiza que el material se alinee correctamente para el siguiente doblez, evitando errores y manteniendo la precisión. Para una medición eficaz, los operadores deben considerar factores como... Espesor del material, ángulo de curvatura y efecto de recuperación elásticaUsando un sistema de tope trasero y verificar los valores programados en el Controlador DA-66T o DA-69T puede ayudar a mantener la precisión. Además, realizar una curva de prueba Antes de la producción a gran escala, se pueden evitar errores de cálculo. Las técnicas de medición adecuadas reducen las repeticiones de trabajos, mejoran la productividad y garantizan resultados de doblado de metal de alta calidad.

Usando la regla de ángulos
El regla de ángulos es una herramienta esencial para garantizar un doblado preciso en Prensa plegadora Genius Operaciones. Ayuda a los operadores a medir y verificar el ángulo de plegado de la chapa metálica, reduciendo errores y mejorando la precisión. Al utilizar el Controladores DA-66T o DA-69TLa regla de ángulos permite ajustes en tiempo real, garantizando que cada curva cumpla con las especificaciones de diseño. Para usarla eficazmente, coloque la regla en la curva, compare el ángulo medido con el valor programado y realice las correcciones necesarias. La calibración regular de la regla de ángulos mejora la precisión. Dominar esta herramienta garantiza curvas consistentes y de alta calidad, optimizando la eficiencia. Prensa plegadora CNC operaciones.
Mida los ángulos de curvatura en tres posiciones: izquierda, media y derecha
Para garantizar la precisión en el doblado de metales, es fundamental Mida los ángulos de flexión en tres posiciones clave: izquierda, medio y derechaEste método ayuda a identificar cualquier inconsistencia causada por las propiedades del material, el desgaste de las herramientas o la calibración de la máquina. Utilice un medidor de ángulos o transportador digital Para comprobar cada sección después del doblado. Si se producen desviaciones, se deben realizar ajustes. Coronación, alineación del tope trasero o ajustes de presión Puede ser necesario. Medir regularmente estas tres posiciones mejora la precisión del doblado y garantiza Resultados uniformes en toda la pieza de trabajo, reduciendo el retrabajo y mejorando la eficiencia en las operaciones de prensa plegadora CNC.

Error encontrado: Se encontró en la posición izquierda
Durante el funcionamiento de la prensa plegadora, un Se detectó un error en la posición izquierda, lo que afecta la precisión del proceso de doblado. Este problema puede deberse a varios factores, entre ellos Desalineación del sensor, desequilibrio hidráulico o errores de calibración del software en el controlador DA-66T o DA-69T. Para solucionar esto, los operadores deben primero comprobar los sensores de posición, inspeccionar el Sistema hidráulico para inconsistencias de presión, y garantizar la El sistema CNC está correctamente calibradoEl mantenimiento regular y la resolución de problemas oportuna pueden ayudar a prevenir tales problemas, asegurando Precisión de plegado constante y rendimiento de la máquina.
Medido a 89°
Durante el proceso de doblado, el ángulo fue medido a 89°, desviándose ligeramente de los 90° previstos. Esta pequeña discrepancia podría deberse a recuperación elástica del material, selección incorrecta del punzón y la matriz, o presión insuficiente aplicada por la prensa plegadoraPara corregir esto, los operadores deben verificar primero el ajustes de margen de curvatura En el controlador DA-66T o DA-69T, ajuste el posicionamiento del tope trasero, y realizar una curva de prueba con compensaciónGarantizar la selección adecuada de herramientas y la consistencia del material puede ayudar a lograr ángulos de flexión precisos y mejorar la precisión general del funcionamiento de la prensa plegadora.



El lado izquierdo corresponde al eje Y1
En un Prensa plegadora CNC, el El lado izquierdo de la máquina corresponde al eje Y1, mientras que el lado derecho está controlado por el eje Y2. Estos ejes hidráulicos independientes permiten control preciso del movimiento del ariete, lo que garantiza un doblado preciso y uniforme. Si hay una desalineación o un error de doblado en el lado izquierdo, los operadores deben verificar Calibración del eje Y1, equilibrio de presión hidráulica y señales del codificadorLa sincronización adecuada entre Y1 e Y2 es esencial para lograr ángulos de flexión uniformes y minimización de la deformación En procesos de fabricación de metal. El mantenimiento regular garantiza un funcionamiento fluido y preciso.

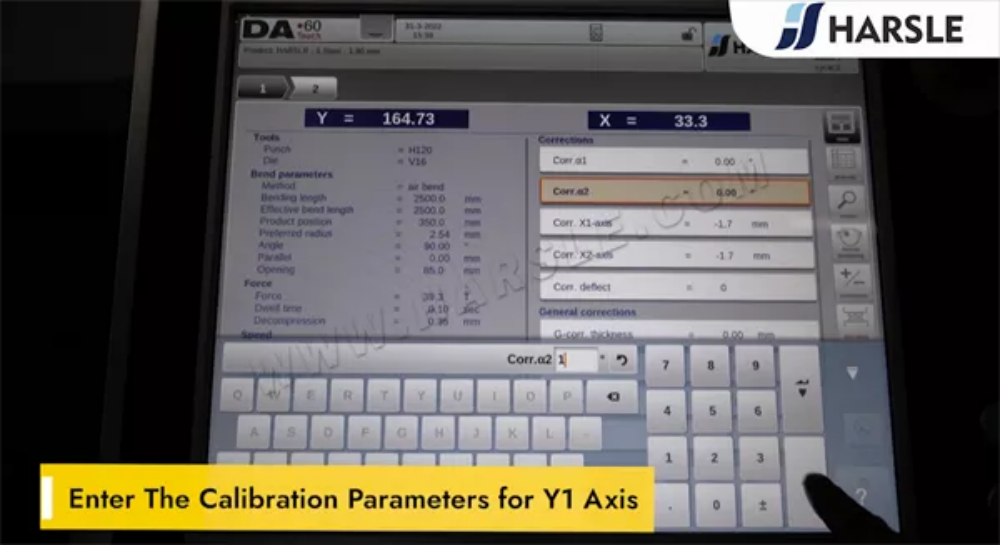
Introduzca los parámetros de calibración para el eje Y1
Para garantizar una precisión de doblado precisa, es esencial Introduzca los parámetros de calibración para el eje Y1 correctamente. El eje Y1 controla la movimiento del lado izquierdo del ariete, y cualquier desalineación puede provocar curvas desiguales. La calibración implica Establecer puntos de referencia, ajustar los límites de carrera y verificar la sincronización con el eje Y2. Los operadores deben acceder a la Controlador DA-66T o DA-69T, navegue al menú de calibración e ingrese los valores requeridos según las especificaciones de la máquina. La calibración regular ayuda a mantener Precisión de plegado constante, reduce errores y mejora el rendimiento general de la prensa plegadora.
Doblar de nuevo para probar
Después de realizar ajustes en la configuración de la prensa plegadora, es necesario doblar de nuevo para probar para verificar la precisión. Este paso garantiza que desviaciones de ángulo, recuperación elástica del material o errores de calibración se han corregido correctamente. Los operadores deben seleccionar un pieza de prueba del mismo material y espesor, configure los parámetros correctos en el Controlador DA-66T o DA-69Ty observe atentamente el resultado de la flexión. Si persisten discrepancias, ajuste la Ajustes de tope trasero, penetración del punzón o compensación Puede ser necesario. Realizar múltiples curvas de prueba ayuda a lograr precisión y consistencia óptimas en el proceso de doblado de metales.

Medida a comprobar
Después de completar el proceso de doblado, es crucial medida para comprobar Si el ángulo final cumple con las especificaciones requeridas. Utilizando herramientas de medición de precisión como un transportador, medidor de ángulos o calibrador digital, los operadores pueden determinar si alguno desviaciones o inconsistencias existe. Si el ángulo medido no coincide con el objetivo, es posible que sea necesario realizar ajustes en fuerza de flexión, penetración del punzón o posicionamiento del materialLa medición constante después de cada curva de prueba garantiza precisión, reduce el desperdicio de material y optimiza la eficiencia de producciónLa verificación regular ayuda a mantener alta precisión y calidad en operaciones de prensa plegadora CNC.
Es correcto ahora
Después de realizar los ajustes necesarios y realizar curvas de prueba, la medición final confirma que Es correcto ahoraEl ángulo de curvatura obtenido se alinea con las especificaciones requeridas, lo que garantiza alta precisión y consistencia en el proceso de conformado de metales. Este paso de verificación es esencial para confirmar que Configuración de calibración, selección de herramientas y posicionamiento del material se ajustaron correctamente. Los operadores ahora pueden continuar con la producción a gran escala, con la tranquilidad de que la máquina funciona de forma óptima. Las revisiones y los ajustes periódicos ayudan a mantener precisión, reducir errores y mejorar la eficiencia general en operaciones de prensa plegadora CNC.



Parte 6: Programación gráfica
Agregar nuevo producto
Para ampliar la gama de productos y mejorar la eficiencia, es esencial añadir un nuevo producto al sistema. En un Prensa plegadora CNC, esto implica actualizar el Controlador DA-66T o DA-69T con nuevos parámetros de doblado, especificaciones de materiales y configuraciones de herramientas. Los operadores deben introducir cuidadosamente Tipo de material, espesor, ángulo de curvatura y selección de matriz para garantizar resultados precisos. Una vez añadido, realizar una curva de prueba Ayuda a verificar la precisión antes de la producción a gran escala. Actualizar regularmente el sistema con nuevos productos y configuraciones optimizadas Mejora la eficiencia del flujo de trabajo, reduce el tiempo de configuración y garantiza un rendimiento de doblado constante en la fabricación de metales.

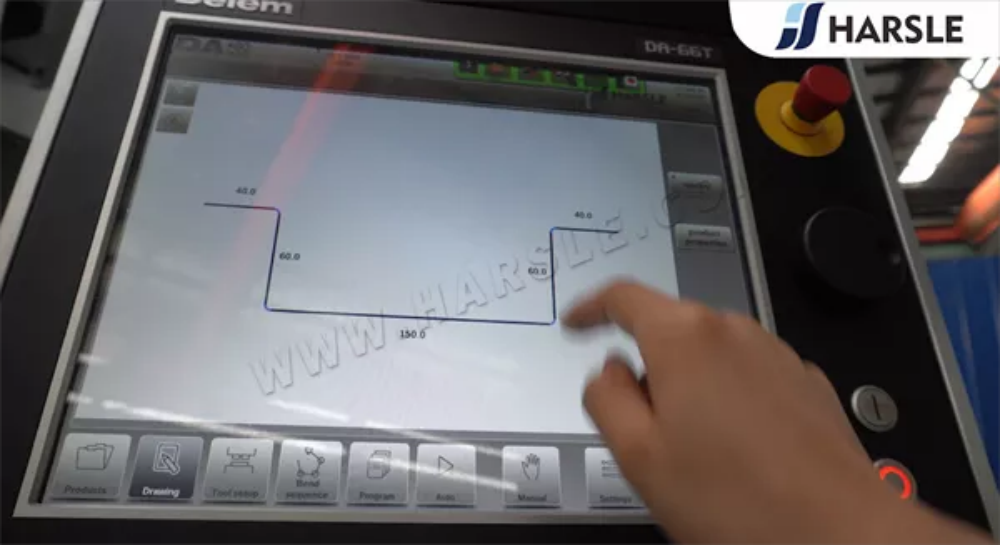
Introducir información del producto
Para garantizar operaciones de doblado precisas, los operadores deben Ingrese información del producto en el sistema de prensa plegadora CNC. Este proceso incluye la introducción de detalles clave como Tipo de material, espesor, ángulo de doblado, selección de punzón y matriz, y secuencia de doblado. En controladores como el DA-66T o DA-69TLa introducción precisa de datos garantiza que la máquina siga los parámetros correctos, minimizando errores y mejorando la eficiencia. El almacenamiento adecuado de la información del producto permite... recuperación rápida de configuraciones, lo que reduce el tiempo de preparación para pedidos repetidos. Verificar todas las entradas antes de la operación ayuda a mantener Alta precisión, consistencia y calidad en el proceso de doblado de metales.

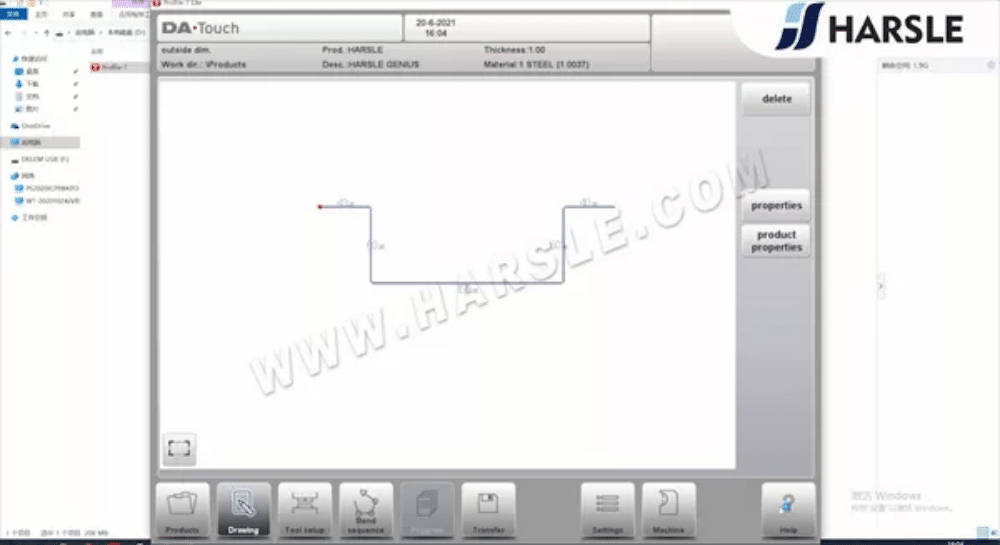
Programación gráfica 2D
Programación gráfica 2D es una característica esencial en las prensas plegadoras CNC que permite a los operadores Diseñar y simular visualmente secuencias de flexión Antes de la producción real. Usando controladores como DA-66T o DA-69T, los usuarios pueden crear un Representación 2D de la chapa metálica, definir ángulos de plegado, seleccionar herramientas y previsualizar el proceso de plegado. Esta interfaz intuitiva ayuda a... Detección de errores, posicionamiento del material y optimización del orden de plegado Para evitar colisiones. Mediante la programación en 2D, los operadores pueden lograr mayor precisión, reducir el desperdicio de material y mejorar la eficiencia En la fabricación de metal. Este método simplifica la configuración y mejora la precisión de la producción.

Elija herramientas
Elegir las herramientas adecuadas es un paso crucial en las operaciones de prensa plegadora CNC, ya que impacta directamente Precisión de plegado, eficiencia y calidad del materialLos operadores deben seleccionar El punzón y la matriz adecuados Residencia en Espesor del material, ángulo de curvatura y radio de curvatura deseadoUsando el Controlador DA-66T o DA-69TLos usuarios pueden introducir las especificaciones de las herramientas para garantizar la compatibilidad con la secuencia de plegado programada. Factores como... Dureza de la herramienta, ancho de la matriz en V y forma del punzón Se debe tener en cuenta para prevenir deformación del material y desgaste de la herramientaLa selección adecuada de herramientas mejora Precisión de doblado, reduce el tiempo de configuración y extiende la vida útil de la máquina en la fabricación de metales.
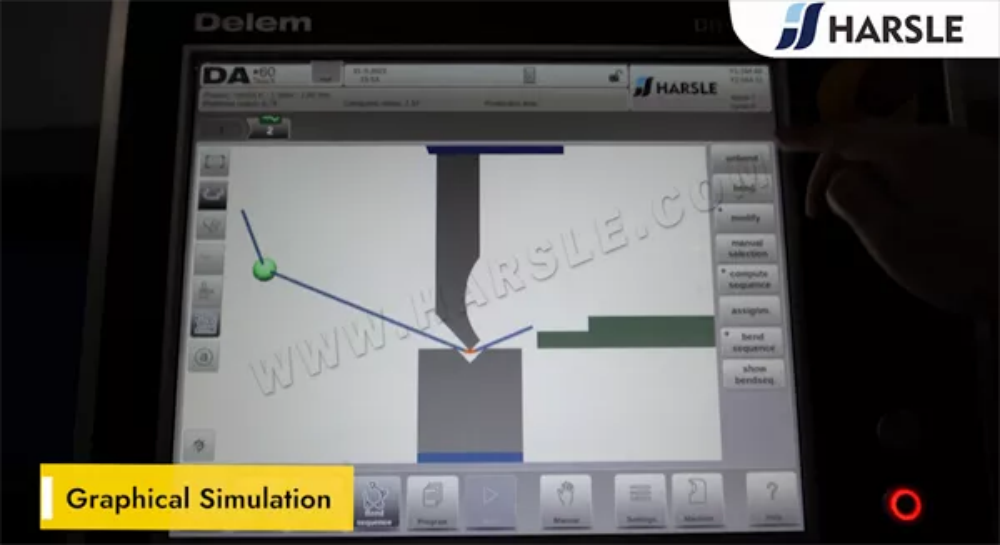
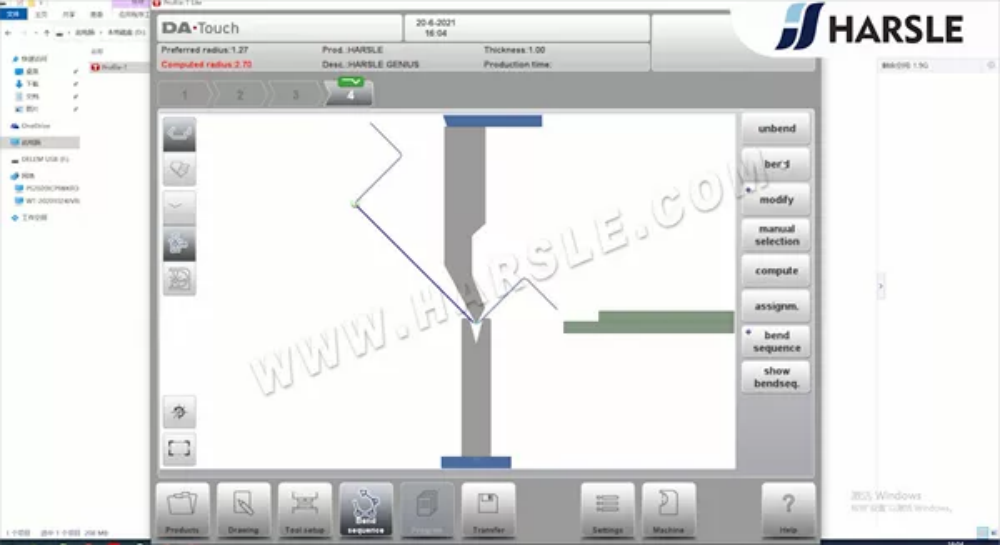
Simulación gráfica
Simulación gráfica es una característica potente en los controladores de prensa plegadora CNC como DA-66T y DA-69T, permitiendo a los operadores Visualizar todo el proceso de plegado antes de la ejecuciónEsta función proporciona una Representación 2D o 3D de la secuencia de plegado, asegurando que los ángulos programados, la configuración de las herramientas y el posicionamiento del material sean correctos. Ayuda a identificar posibles errores, colisiones o desalineaciones Antes de la producción real, se reduce el desperdicio de material y se mejora la eficiencia. Al simular la operación de plegado, los operadores pueden... Optimice la secuencia de doblado, ajuste los parámetros en tiempo real y logre una mayor precisión, garantizando resultados consistentes y de alta calidad en la fabricación de metales.


Mida los ángulos de curvatura en tres posiciones: izquierda, media y derecha
Para garantizar la precisión y consistencia del doblado, los operadores deben Mida los ángulos de curvatura en tres posiciones: izquierda, media y derechaEste paso ayuda a identificar cualquier desviaciones, desalineación o distribución desigual de la presión a lo largo de la pieza de trabajo. Usando un medidor de ángulos o transportador digitalSe deben tomar medidas en cada posición para confirmar la uniformidad. Si se detectan variaciones, podrían ser necesarios ajustes. Coronación, selección de herramientas o configuración del controlador CNC (DA-66T/DA-69T)La comprobación periódica de los ángulos de curvatura en varias posiciones garantiza Precisión, reduce el retrabajo y mejora la calidad general del doblado, dando lugar a resultados de fabricación de metal eficientes y precisos.

Medido a 135°
Después de completar el proceso de doblado, el ángulo fue medido a 135°, lo que confirma la precisión del funcionamiento de la prensa plegadora. Utilizando un transportador digital o medidor de ángulosLa medición garantiza que la curvatura cumpla con las especificaciones requeridas. Si el ángulo se desvía, se realizan ajustes en fuerza de flexión, posicionamiento del material o ajustes de compensación Puede ser necesario. El Controlador DA-66T o DA-69T Permite a los operadores ajustar los parámetros para lograr el resultado deseado. Regular medición y verificación de ángulos son esenciales para mantener Alta precisión, reduce errores y mejora la eficiencia en procesos de doblado y fabricación de metales.



Parte 7: Programación de gráficos 3D (solo para DA-69T)
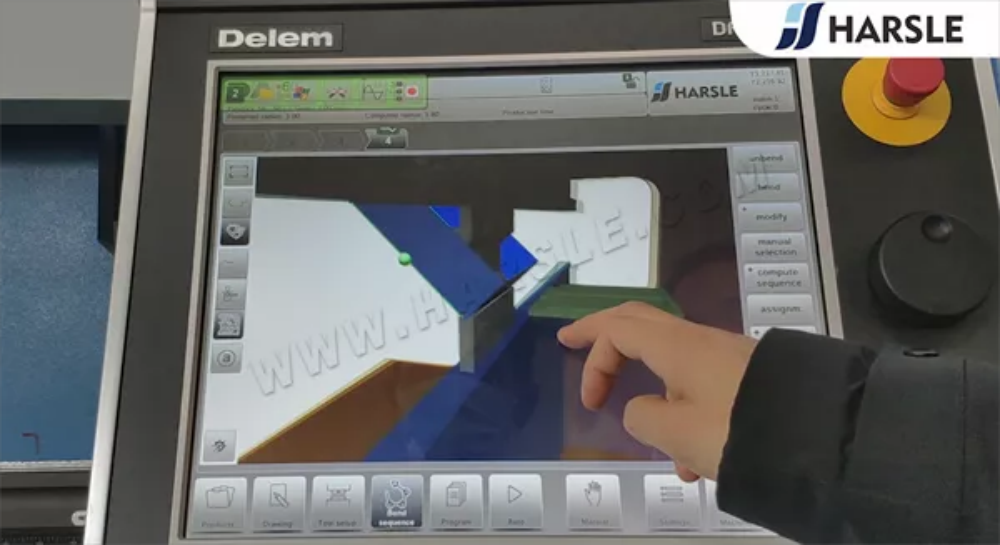
Programación de gráficos 3D
Programación de gráficos 3D es una característica avanzada en los controladores de prensa plegadora CNC como DA-66T y DA-69T, permitiendo a los operadores Visualizar y simular todo el proceso de plegado en una vista tridimensionalEsta tecnología permite a los usuarios definir secuencias de plegado, seleccionar herramientas y detectar posibles colisiones antes de ejecutar el programa. Al interactuar con un modelo 3D realista, los operadores pueden optimizar los ángulos de doblado, las posiciones del tope trasero y el flujo de material, lo que garantiza mayor precisión y eficienciaLa capacidad de previsualizar el proceso de doblado reduce errores, desperdicio de material y tiempo de preparación, haciendo Programación de gráficos 3D esencial para fabricación de metal de precisión.

Parte 8: Software sin conexión
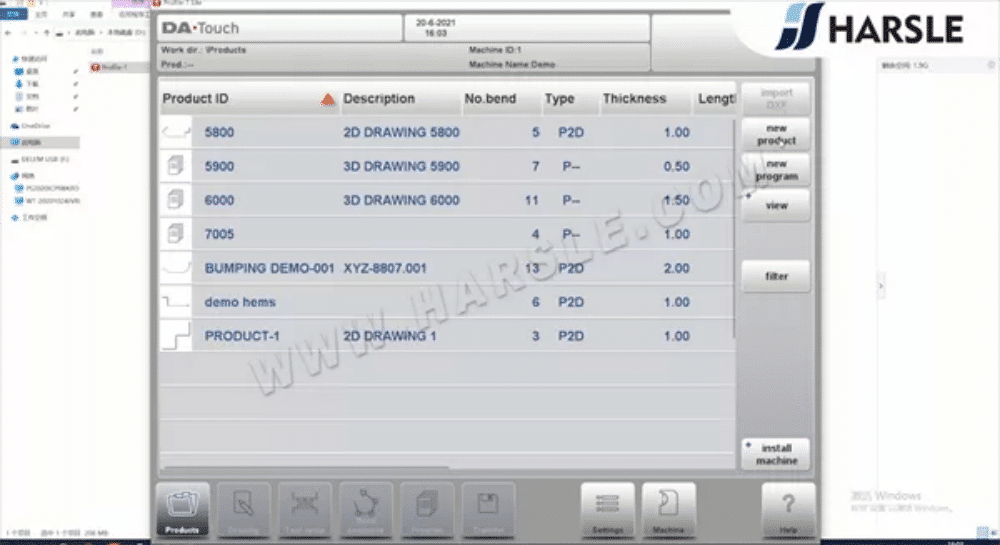
Software sin conexión
Software sin conexión es una herramienta poderosa que permite a los operadores Programar y simular operaciones de prensa plegadora CNC sin interrumpir la producción de la máquina. Con controladores como DA-66T y DA-69TLos usuarios pueden crear programas de doblado, seleccionar herramientas y optimizar secuencias de doblado en un estación de trabajo de computadora antes de transferir los datos a la prensa plegadora. Esto mejora eficiencia del flujo de trabajo, reduce el tiempo de configuración y minimiza el tiempo de inactividad de la producción. Además, programación fuera de línea ayuda a detectar colisiones, errores de flexión y desalineación del material con antelación, lo que garantiza resultados precisos. Mediante el uso de software sin conexión, las empresas de fabricación de metal pueden mejorar Productividad, precisión y utilización de la máquina para operaciones de plegado de alto rendimiento.



Parte 9: Apagar
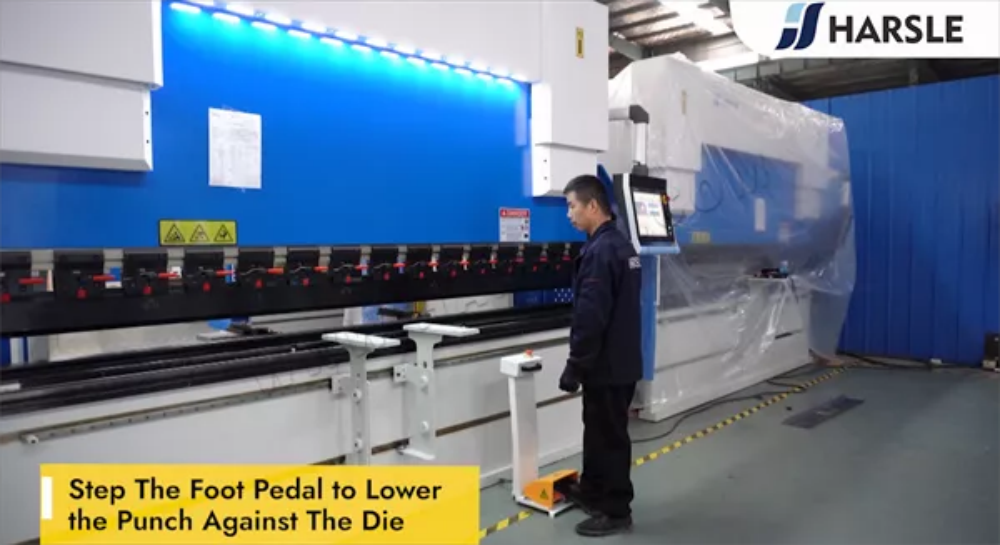
Pise el pedal para bajar el punzón contra la matriz
Para iniciar el proceso de doblado en un Prensa plegadora CNC, el operador debe pisar el pedal Bajar el punzón contra la matriz. Esta acción activa el sistema hidráulico o servo, guiando el punzón superior hacia abajo con fuerza controlada. El Controlador DA-66T o DA-69T garantiza una profundidad y presión precisas según los ajustes programados. Es crucial mantener control de pie firme Para evitar la aplicación repentina de fuerza, que podría provocar inconsistencias en la flexión. El uso correcto del pedal ayuda a lograr curvas precisas, minimiza errores y mejora la seguridad del operador Durante la fabricación de metal.
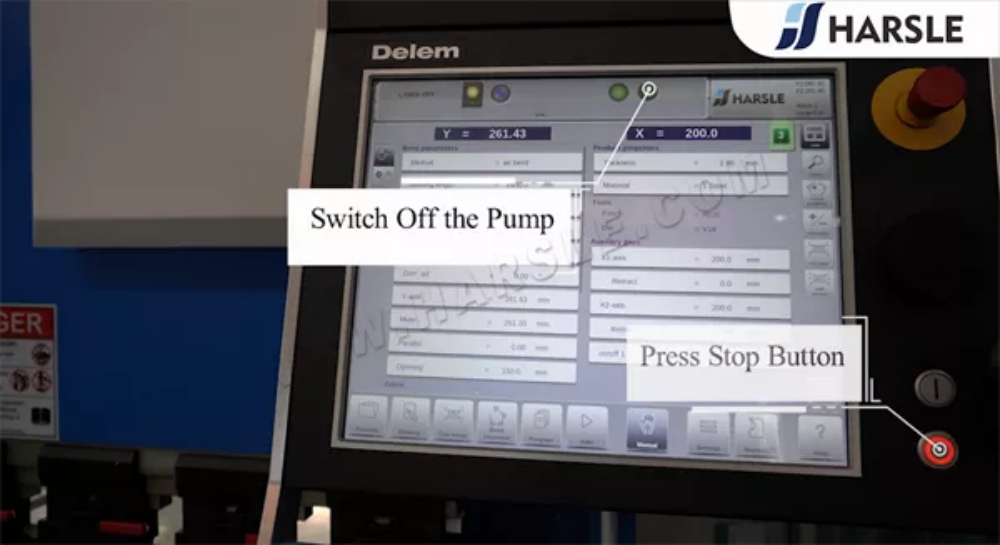
Presione el botón de parada
En las operaciones de prensa plegadora CNC, al presionar la Botón de parada es una función crítica que detiene inmediatamente el movimiento de la máquina, garantizando la seguridad del operador y previniendo posibles daños. Este botón se puede utilizar en caso de... emergencia, desalineación o secuencia de doblado incorrecta. En controladores como DA-66T o DA-69T, detener la máquina permite a los operadores reevaluar configuraciones, realizar ajustes o solucionar problemas Antes de reanudar el trabajo, es fundamental familiarizarse con la función de parada para garantizar tiempos de reacción rápidos cuando sea necesario. Uso adecuado de la Botón de parada mejora seguridad, precisión y eficiencia general de la máquina en operaciones de doblado de metales.
Apague la bomba
Para apagar correctamente un Prensa plegadora CNC, es esencial apague la bomba hidráulica Una vez finalizadas las operaciones, la bomba es responsable de generando presión hidráulica, que activa el proceso de doblado. Apagarlo ayuda Previene el desgaste innecesario, reduce el consumo de energía y garantiza la longevidad de la máquina.. Antes de apagar, asegúrese de que La prensa plegadora está en una posición segura, y no se están ejecutando comandos activos en el Controlador DA-66T o DA-69TApagar la bomba correctamente con regularidad ayuda Mantiene la eficiencia del sistema, prolonga la vida útil de los componentes y garantiza un entorno de trabajo seguro. para operadores.
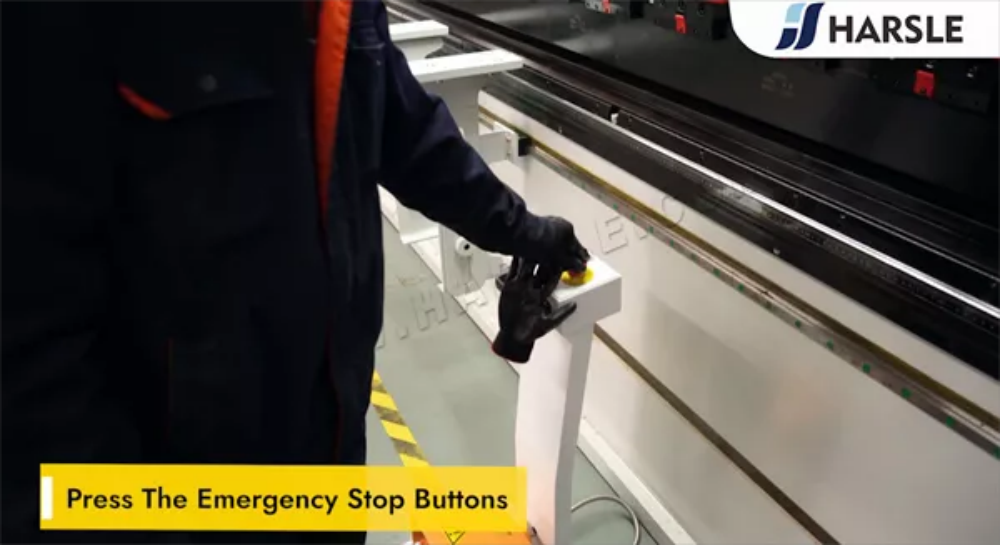
Presione los botones de parada de emergencia
El Botón de parada de emergencia (E-Stop) es una característica de seguridad crucial en un Prensa plegadora CNC, diseñado para Detener inmediatamente todas las operaciones de la máquina En caso de emergencia. Presionando el Molestar instantáneamente corta la energía al sistema hidráulico, evitando posibles daños a la máquina, las herramientas o la pieza de trabajo. Los operadores deben usar este botón en situaciones como desalineación, movimiento inesperado o riesgos de seguridad. En controladores como DA-66T o DA-69TPara reiniciar la máquina después de una parada de emergencia, es necesario reiniciar el sistema. Saber cuándo y cómo usar el Botón de parada de emergencia asegura seguridad del operador y protección de la máquina Durante la fabricación de metal.

Apague el interruptor de encendido
Después de completar el proceso de doblado, es esencial apague el interruptor de encendido Para apagar de forma segura el Prensa plegadora CNCEste paso ayuda Prevenir riesgos eléctricos, conservar energía y proteger los componentes de la máquina del desgaste innecesario. Antes de apagar, asegúrese de que todos Se completan las operaciones de doblado, el La bomba hidráulica está apagada, y el El controlador (DA-66T o DA-69T) se ha cerrado correctamenteLos operadores deben seguir los procedimientos estándar de apagado para evitar errores del sistema al reiniciar. Apagar el interruptor de encendido regularmente después de cada uso ayuda a mantener... La longevidad de la máquina mejora la seguridad y garantiza un entorno de trabajo eficiente..

El video de arriba muestra el tutorial detallado de funcionamiento de nuestras prensas plegadoras Genius DA-66T y DA-69T. Podrían surgir problemas durante el funcionamiento. Por favor, deje un mensaje en nuestro foro para comunicarse con nosotros. HARSLE le atenderá con total dedicación.



