








Гений Листогибочный пресс Эксплуатация может оказаться непростой задачей, но это руководство поможет вам научиться работать с моделями DA-66T и DA-69T и добиться оптимальной производительности и точности.
Узнайте, как управлять Genius Листогибочный пресс (DA-66T и DA-69T) с этим подробным руководством. Следуйте нашим пошаговым инструкциям, чтобы улучшить процесс гибки и добиться идеальных результатов.
Готовы начать? Давайте рассмотрим принцип работы DA-66T и DA-69T, чтобы обеспечить плавность и эффективность гибки.
Новые клиенты обычно сталкиваются с различными проблемами при первом использовании нашего листогибочного пресса Genius. Инженеры HARSLE записали полное руководство по эксплуатации Genius. Листогибочный пресс DA-66T и DA-69T позволяют клиентам использовать станок быстрее и эффективнее. В этом обучающем видео подробно и понятно описывается весь процесс — от впрыска масла до программирования гибки. Надеемся, что следующее видео будет вам полезно:
Часть 1: Заливка масла и подключение кабелей
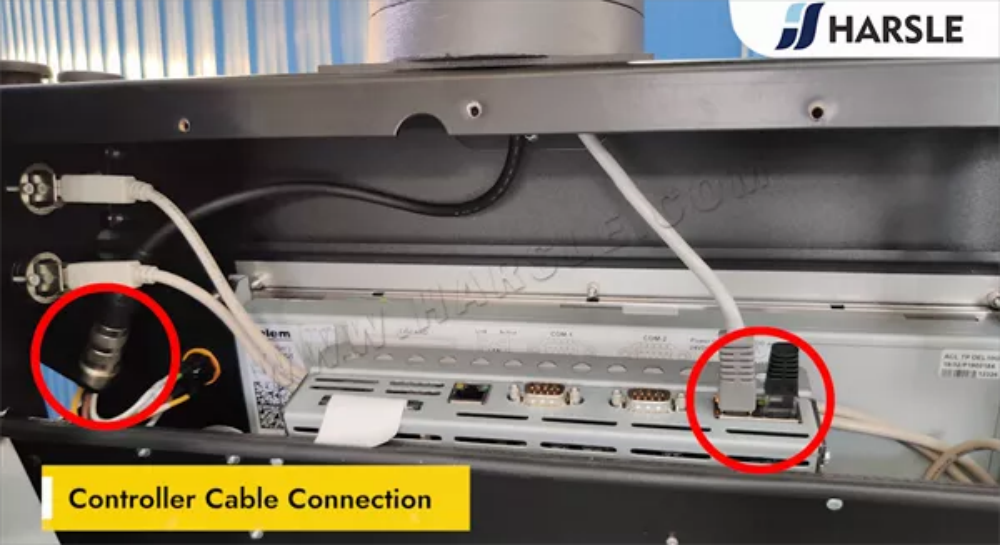
Подключение кабеля контроллера
Правильное подключение кабеля контроллера крайне важно для обеспечения стабильной связи между листогибочным прессом Genius и ЧПУ DA-66T или DA-69T. Для начала проверьте тип кабеля и сопоставьте его с соответствующими входными портами как на контроллере, так и на листогибочном прессе. Надёжно закрепите все соединения, чтобы предотвратить потерю сигнала или ошибки станка. Используйте экранированные кабели для минимизации электромагнитных помех. После подключения проведите системное тестирование, чтобы убедиться в корректной передаче данных. Регулярно проверяйте и обслуживайте кабели, чтобы предотвратить износ и обеспечить долгосрочную производительность и надёжность. Правильная проводка гарантирует бесперебойную работу листогибочного пресса и точные результаты гибки.
Заполнение масляного бака противоизносным гидравлическим маслом
Заполнение масляного бака противоизносное гидравлическое масло является важным шагом для обеспечения бесперебойной работы и долговечности вашего Листогибочный пресс GeniusПеред заправкой убедитесь, что бак чистый и без загрязнений. Используйте только высококачественное топливо. противоизносное гидравлическое масло Рекомендуемое производителем количество. Медленно заливайте масло в бак, следя за тем, чтобы оно достигло необходимого уровня, не переливая его. После заливки проверьте наличие утечек и дайте системе поработать несколько минут, чтобы обеспечить нормальную циркуляцию. Регулярная проверка уровня масла и его замена помогают поддерживать оптимальную производительность и предотвращают преждевременный износ гидравлических компонентов.

Залейте масло через это отверстие
Для обеспечения оптимальной производительности и долговечности вашего листогибочного пресса крайне важно правильно заливать гидравлическое масло. Используйте специальное отверстие для заливки, убедившись, что оно достигает 2/3 от общего объема нефтиПерелив или недолив может привести к неэффективной работе системы, перегреву или сокращению срока службы машины. Всегда используйте высококачественное гидравлическое масло, рекомендованное производителем. После заливки проверьте индикатор уровня масла и убедитесь в отсутствии утечек. Регулярное техническое обслуживание и правильный контроль масла помогут сохранить Листогибочный пресс Genius бесперебойной и эффективной работы на долгие годы.

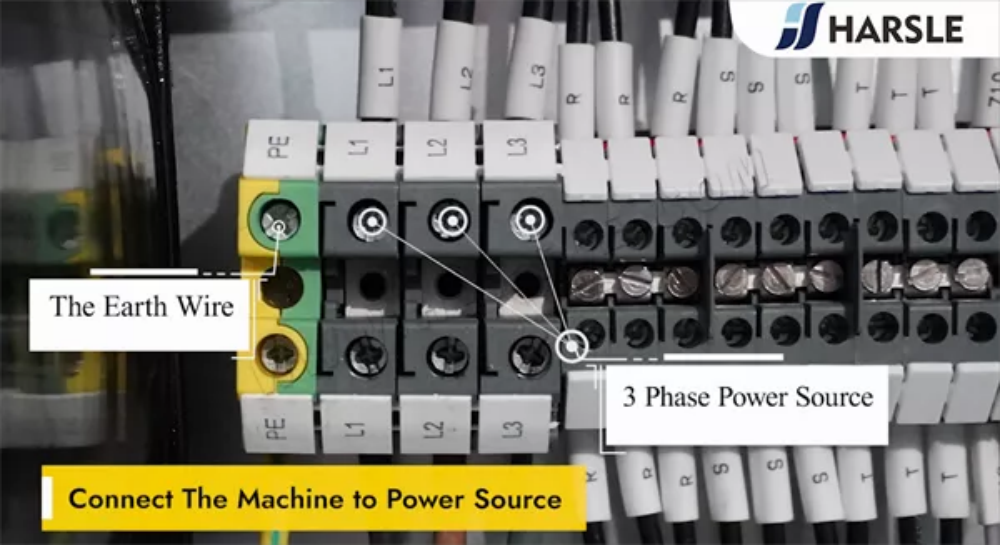
Подключите машину к источнику питания
Перед эксплуатацией Листогибочный пресс GeniusУбедитесь, что подключение к электросети безопасно и правильно. Для начала проверьте, соответствуют ли характеристики электропитания машины параметрам электросети вашего объекта. Для подключения машины к стабильной сети обратитесь к сертифицированному электрику. трехфазный источник питания, соблюдая местные правила безопасности. Убедитесь, что заземляющий провод надежно подключен Чтобы предотвратить поражение электрическим током. После включения проверьте наличие сообщений об ошибках на дисплее. Контроллер DA-66T или DA-69TЕсли всё работает нормально, вы готовы к калибровке и настройке. Всегда следуйте рекомендациям производителя, чтобы обеспечить безопасно и эффективно операция.
Подключите кабель к электрической коробке
Подключение кабеля к распределительному щиту — важный этап для обеспечения безопасной и эффективной работы листогибочного пресса. Для начала отключите электропитание, чтобы предотвратить поражение электрическим током. Аккуратно зачистите концы кабеля и вставьте их в соответствующие клеммы внутри распределительного щита. Закрепите соединения, затянув винты и обеспечив надёжное заземление. Дважды проверьте правильность подключения всех проводов в соответствии со схемой электропроводки. После этого закройте крышку распределительного щита и включите питание для проверки соединения. Правильная установка гарантирует безопасность и устойчивость машины.
Подключите провод заземления
Подключение заземляющего провода — важнейший шаг в обеспечении электробезопасности любого оборудования, включая листогибочные прессы. Заземляющий провод обеспечивает прямой и безопасный отвод блуждающих токов в землю, предотвращая поражение электрическим током, короткие замыкания и потенциальную опасность возгорания. Без надлежащего заземления утечка тока может причинить серьёзный вред операторам и повредить компоненты оборудования. Всегда используйте высококачественный заземляющий провод с соответствующими характеристиками и подключайте его к надёжной точке заземления. Регулярно проверяйте надежность и эффективность соединения. Надёжно подключённый заземляющий провод повышает безопасность на рабочем месте и продлевает срок службы оборудования.
Подключение к трехфазному источнику питания
Правильное подключение Листогибочный пресс Genius к 3-фазный источник питания Это необходимо для обеспечения стабильной работы и предотвращения проблем с электричеством. Перед запуском проверьте характеристики мощности на заводской табличке машины и убедитесь, что они соответствуют напряжению и частоте вашего объекта. Используйте кабели с соответствующими характеристиками и обеспечьте надежное заземление для обеспечения безопасности. Правильно подключите трехфазные провода к соответствующим клеммам, следуя схеме электропроводки, приведенной в руководстве. После установки проверьте правильность чередования фаз; неправильное подключение может привести к работе машины в обратном направлении. Всегда имейте при себе квалифицированный электрик при подключении соблюдайте местные правила.

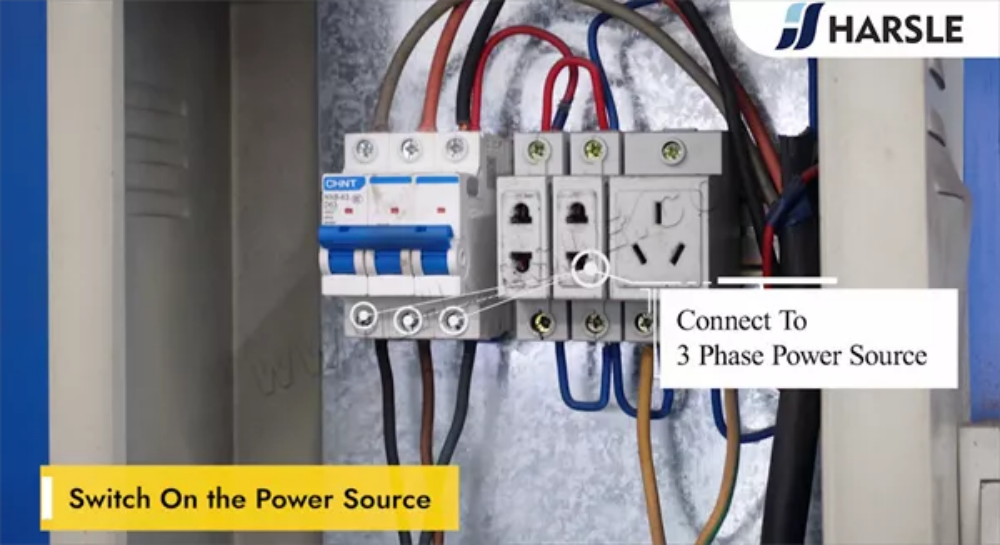
Включите источник питания
Перед эксплуатацией Листогибочный пресс GeniusОбеспечьте стабильное электропитание. Сначала убедитесь, что главный выключатель питания находится в положении ВЫКЛЮЧЕННЫЙ Перед подключением к источнику питания убедитесь, что напряжение соответствует требованиям устройства, чтобы избежать проблем с электричеством. После этого поверните главный выключатель питания ВКЛ. и дождитесь инициализации системы. Дисплей контроллера загорится, указывая на готовность машины к работе. Перед началом работы всегда проверяйте кнопку аварийной остановки и цепи безопасности, чтобы обеспечить бесперебойную и безопасную работу. Правильный запуск обеспечивает эффективность и продлевает срок службы машины.
Включите выключатель питания машины.
Чтобы начать эксплуатацию Листогибочный пресс Genius, первым шагом является включение выключатель питания машины. Найдите главный выключатель питания на боковой или задней панели машины. Убедитесь, что электропитание стабильно и кнопка аварийной остановки не нажата. Поверните выключатель питания в положение НА Установите устройство в положение и дождитесь инициализации системы. На панели управления отобразится информация о запуске, указывающая на готовность устройства к работе. Всегда следуйте инструкциям. протоколы безопасности перед включением питания, чтобы предотвратить проблемы с электрикой или случайное перемещение листогибочного пресса.
Ожидание загрузки системы
При работе листогибочного пресса с ЧПУ появляется сообщение «Ожидание загрузки системы» Появляется во время загрузки. Это означает, что контроллер инициализирует основные функции, загружает системные конфигурации и готовится к работе. В зависимости от ДА-66Т или ДА-69Т В зависимости от системы этот процесс может занять от нескольких секунд до пары минут. Не прерывайте запуск, чтобы избежать системных ошибок. Если загрузка занимает больше времени, чем обычно, проверьте наличие обновлений программного обеспечения или возможные неисправности системы. Обеспечение стабильного электропитания и надлежащее обслуживание помогут минимизировать задержки при загрузке системы, обеспечивая бесперебойную и эффективную гибку.

Проверьте направление вращения главного двигателя.
Обеспечение правильного направление вращения главного двигателя имеет решающее значение для правильной работы вашего Листогибочный пресс GeniusНеправильное направление вращения двигателя может привести к сбоям в работе машины или даже повреждению внутренних компонентов. Чтобы проверить направление вращения:
- Включите машину – Убедитесь, что приняты все меры безопасности.
- Наблюдайте за вращением двигателя – Проверьте стрелку направления двигателя и сравните ее с фактическим движением.
- При необходимости отрегулируйте проводку – Если чередование неправильное, поменяйте местами две фазы питания.
- Тест еще раз – Перезапустите и подтвердите правильность направления.
Нажмите программные кнопки
Сайт «Нажмите программные кнопки» функция на ДА-66Т и ДА-69Т контроллеры позволяют операторам получать доступ к дополнительным опциям интерфейса для улучшения управление гибочным прессом. Нажимая на экран и перетаскивая программные кнопки вниз, пользователи могут отобразить скрытые функции, такие как коррекции изгиба, настройки осей и корректировки инструментаЭта функция повышает эффективность рабочего процесса, позволяя быстро вносить изменения без необходимости навигации по многочисленным меню. Освоение этой функции обеспечивает более плавную работу и более быстрые производственные циклы, что делает его необходимым для профессионалов, стремящихся к прецизионная гибкаПонимание того, как использовать этот ярлык, значительно улучшит ваши Листогибочный пресс Genius операция.
Кратковременно нажмите кнопку запуска насоса.
Чтобы запустить гидравлическую систему вашего Листогибочный пресс Genius, вам нужно кратковременно нажмите кнопку «Пуск насоса»Это действие активирует гидравлический насос, обеспечивая плавную работу машины. Избегайте удерживать кнопку слишком долго, так как она рассчитана на кратковременное нажатие для запуска системы. После нажатия вы должны услышать звук включения насоса, что означает готовность машины к работе. Если насос не запускается, проверьте электропитание и состояние аварийной остановки. Правильная работа кнопки запуска насоса крайне важна для поддержания эффективности и долговечности вашего листогибочного пресса.

Проверьте направление вращения главного двигателя.
Перед эксплуатацией Листогибочный пресс Genius, необходимо проверить направление вращения главного двигателя Для обеспечения плавной и безопасной работы машины. Неправильное вращение двигателя может привести к сбои в работе системы, снижение эффективности или потенциальный ущерб к гидравлической системе. Чтобы проверить вращение, запустите машину и понаблюдайте указатель направления двигателя или прислушайтесь к необычным звукам. Если вращение неправильное, выключите питание и отрегулируйте проводка фаз питания. Всегда следуйте протоколы безопасности Перед внесением любых изменений ознакомьтесь с руководством пользователя. Правильное направление вращения двигателя гарантирует оптимальная производительность и более длительный срок службы машины.

Если он вращается по часовой стрелке, то это правильно
При эксплуатации Листогибочный пресс Genius с ДА-66Т или ДА-69Т, обеспечение правильного направления вращения имеет решающее значение. «Если он вращается по часовой стрелке, то это правильно» служит простым, но важным ориентиром. Вращение по часовой стрелке обычно указывает на правильное выравнивание двигателя, обеспечивающее бесперебойную работу гидравлической системы и заднего упора. Неправильное вращение может привести к сбоям в работе системы, снижению точности гибки и даже повреждению компонентов станка. Перед началом работы всегда проверяйте направление вращения двигателя. При необходимости отрегулируйте проводку. Соблюдение этого правила гарантирует оптимальная производительность, точные результаты гибки и увеличенный срок службы машины.

Он вращается против часовой стрелки.
Когда компонент машины вращающийся против часовой стрелки, он движется в противоположном направлении от стрелок традиционных часов. Этот тип вращения часто встречается в листогибочные прессы, станки с ЧПУ и промышленные двигатели, где он обеспечивает надлежащую функциональность, основанную на механической конструкции. Вращение против часовой стрелки часто используется для улучшения эффективность крутящего момента, улучшать обработка материаловили соответствовать эксплуатационным требованиям конкретного инструмента. Понимание направления вращения имеет решающее значение для безопасность, точность и предотвращение механических отказов. Всегда обращайтесь к руководство по эксплуатации перед регулировкой или изменением настроек вращения, чтобы избежать повреждение или несоосность в системе.

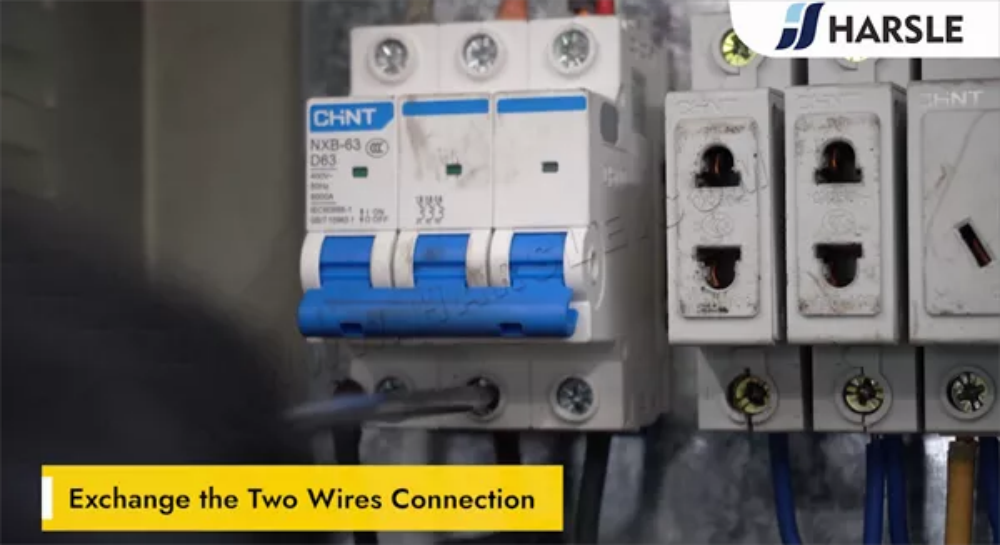
Поменяйте местами два проводных соединения
Перестановка двухпроводного соединения — простой, но важный этап настройки электрооборудования, особенно при работе с листогибочными прессами с ЧПУ и другим промышленным оборудованием. Этот процесс часто требуется для корректировки направления вращения двигателя, устранения проблем с чередованием фаз или обеспечения правильной работы станка. Перед началом работы всегда выключите питание И наденьте защитные перчатки для безопасности. Определите два провода, которые нужно поменять местами, ослабьте винты их клемм и аккуратно поменяйте их местами. После повторного подключения надежно закрепите клеммы и проверьте систему. Правильная замена проводов гарантирует стабильная работа и предотвращение сбоев машины, что делает его необходимым навыком для операторов.
Часть 2: Запуск машины
Включите выключатель питания машины.
Перед эксплуатацией Листогибочный пресс GeniusУбедитесь, что устройство правильно подключено к стабильному источнику питания. Найдите главный выключатель питания на боковой стороне машины или шкафа управления. Поверните переключатель в положение "НА" Установите станок в положение и дождитесь инициализации системы. Контроллер ЧПУ (DA-66T или DA-69T) загрузится, отобразив начальный экран. Перед продолжением работы проверьте наличие системных предупреждений и сообщений об ошибках. Убедитесь, что кнопка аварийной остановки нажата. выпущенный Для обеспечения полной работоспособности. После включения листогибочный пресс готов к настройке параметров и гибке.
Ожидание загрузки системы
При включении питания Листогибочный пресс Genius оснащенный Контроллер DA-66T или DA-69TИнициализация системы занимает несколько секунд. В это время загружаются критически важные компоненты, включая программное обеспечение ЧПУ, параметры гибки и функции безопасности, для обеспечения бесперебойной работы. Важно терпеливо дождаться полной готовности интерфейса, прежде чем продолжить. Прерывание процесса может привести к системным ошибкам или неполным настройкам. После завершения загрузки вы можете приступить к настройке параметров гибки и эффективному запуску процессов металлообработки. Перед началом работы дождитесь завершения загрузки системы.

Отпустите аварийный выключатель.
Сайт Выключатель аварийной остановки является критически важной функцией безопасности на Листогибочный пресс Genius оборудованный ДА-66Т и ДА-69Т контроллеры. Если машина неожиданно остановилась из-за аварийной активации, выполните следующие действия, чтобы её разблокировать:
- Поверните кнопку аварийной остановки – Поворачивайте кнопку по часовой стрелке, пока она не выскочит.
- Проверьте наличие сообщений об ошибках – Проверьте экран контроллера на наличие системных оповещений.
- Перезагрузить машину – Нажмите кнопку сброса или следуйте инструкциям на панели управления.
- Операция «Перезапуск» – Перед возобновлением работы убедитесь, что приняты все меры безопасности.

Включи свет
Включение света — это больше, чем просто щелчок выключателем. Речь идёт о привнесении ясности, тепла и направления в пространство. Будь то свет прикроватной лампы, яркий свет уличного фонаря, освещающего путь, или сияние утреннего солнца, свет преображает наше окружение и наше настроение. Он рассеивает тьму, раскрывает скрытые детали и создаёт чувство безопасности. В жизни «включение света» также может символизировать получение знаний, вдохновение или открытие новых возможностей. Поэтому, буквально или метафорически, никогда не стесняйтесь включать свет и делать свой мир ярче.

Нажмите программные кнопки
Сайт «Нажмите программные кнопки» функция на Контроллеры DA-66T и DA-69T Позволяет операторам удобно получать доступ к дополнительным опциям команд. Программные кнопки — это виртуальные кнопки, отображаемые на сенсорном экране и динамически меняющиеся в зависимости от выбранной функции. Потянув их вниз, пользователи могут открывать скрытые функции, ярлыки или расширенные настройки, не выходя из основного интерфейса. Эта функция улучшает эффективность рабочего процесса, что позволяет быстро настраивать параметры и сокращать время работы. Освоение функций сенсорных кнопок необходимо для достижения точные результаты гибки и оптимизации производительности машины. Регулярное использование помогает оптимизировать программирование и улучшает взаимодействие пользователя с Листогибочный пресс Genius.
Нажмите кнопку запуска насоса.
Сайт Кнопка запуска насоса является важным элементом управления в Листогибочный пресс Genius (DA-66T и DA-69T), активируя гидравлическую систему для питания машины. Перед нажатием убедитесь, что машина правильно подключена к стабильному источнику питания и выполнены все проверки безопасности. После подтверждения нажмите кнопку Кнопка запуска насоса Плотно прижмите, чтобы гидравлическая система включилась. Вы должны услышать звук включения насоса, сигнализирующий о готовности машины к работе. Если насос не запускается, проверьте, не активировался ли аварийный останов или не возникли системные ошибки. Всегда следуйте рекомендации производителя для безопасной эксплуатации.

Нажмите кнопку «Пуск» и найдите контрольные точки.
Перед началом любых операций по гибке Листогибочный пресс Genius, крайне важно правильно инициализировать машину. Начните с нажатие кнопки пуска, который активирует систему и подготавливает её к работе. После включения питания следующим шагом является найти опорные точкиЭти контрольные точки помогают машине калибровать свое положение, обеспечивая точные углы гибки и точное позиционирование заднего упора. Контроллеры DA-66T и DA-69T Автоматическое определение и корректировка контрольных точек повышает эффективность и повторяемость. Правильная настройка этих точек обеспечивает плавную работу, снижает количество ошибок и оптимизирует общую производительность гибки вашего листогибочного пресса с ЧПУ.

Поиск контрольных точек завершен
В Листогибочный пресс Genius операция с ДА-66Т и ДА-69Т контроллеры, сообщение «Поиск контрольных точек завершен» Это означает, что машина успешно завершила калибровку контрольной точки. Этот процесс гарантирует, что задний упор, ползун и оси правильно выровнены, что позволяет точные результаты гибкиКалибровка контрольной точки необходима перед началом любых работ по гибке, поскольку она позволяет система ЧПУ Для поддержания точности и повторяемости. Если это сообщение не появляется, операторам следует проверить выравнивание датчика, проблемы с питанием или механические препятствияРегулярная калибровка улучшает эффективность машины и предотвращение ошибок гибки.

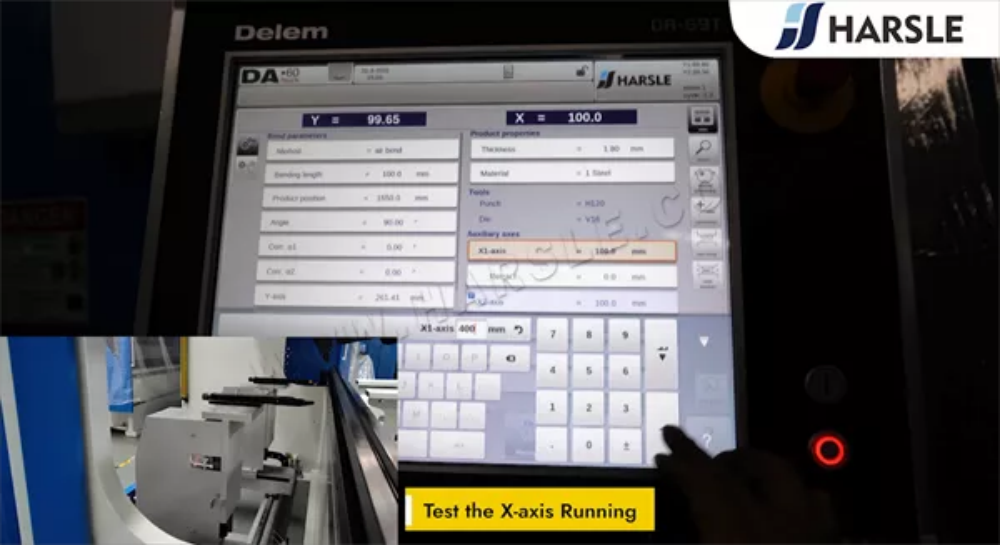
Тестирование работы оси X
Для обеспечения точности гибки необходимо проверить Движение по оси X на вашем Листогибочный пресс Genius. Начните с доступа к Контроллер DA-66T или DA-69T и переходим к настройки заднего упора. Установите контрольную точку и дайте команду оси X двигаться вперёд и назад, наблюдая за плавностью и точностью перемещения. Проверьте наличие любых несоосностей, необычных шумов или задержек отклика. При возникновении каких-либо несоответствий откалибруйте ось в настройках контроллера. Регулярное тестирование помогает поддерживать оптимальную производительность станка и обеспечивает точное позиционирование для высококачественной гибки.
Тестирование работы системы Crowning
Тестирование система коронации на листогибочный пресс Это необходимо для обеспечения стабильной точности гибки по всей длине заготовки. Начните с выбора стандартного листа металла и настройки станка с соответствующим изгибающее усилие и раскрытие V-образной матрицы. Активируйте систему компенсации прогиба и выполните тестовый изгиб, проверяя наличие любых деформаций или несоответствий. Используйте линейка или штангенциркуль Для измерения прогиба вдоль изгиба. При необходимости отрегулируйте параметры прогиба для равномерного распределения давления. Регулярные испытания помогают предотвратить дефекты изгиба, повышают качество деталей и продлевают срок службы компонентов вашего станка.

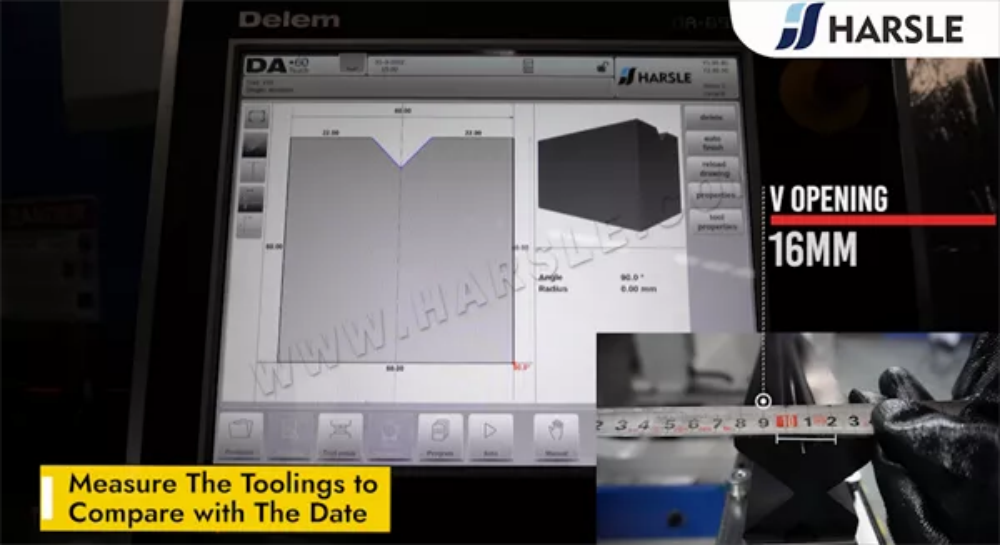
Проверьте параметры инструмента
Правильная настройка параметров инструмента имеет решающее значение для достижения точных и стабильных гибов на Листогибочный пресс GeniusПеред началом любой операции тщательно проверьте настройки пуансона, матрицы и толщины материала в Контроллер DA-66T или DA-69TУбедитесь, что V-образный вырез, радиус пуансона и допуск на изгиб правильно настроены в соответствии с требованиями к гибке. Неправильные параметры могут привести к неточные углы, чрезмерный износ инструментов или дефекты материаловРегулярно проверяйте износ инструмента и при необходимости корректируйте настройки. Поддерживая оптимальные параметры инструмента, вы можете улучшить точность гибки, продлить срок службы инструмента и повысить общую эффективность в работе вашего листогибочного пресса.

Измерьте инструмент, чтобы сравнить с датой
Точное измерение инструмента для листогибочного пресса крайне важно для обеспечения совместимости с настройками станка и точности гибки. Используйте штангенциркули или микрометры для измерения размеров пуансонов и матриц, включая высоту, ширину и угол. Сравните полученные результаты с исходные данные Предоставляется производителем для проверки точности. Даже незначительные отклонения могут повлиять на результаты гибки, вызывая несоосность или деформацию материала. Регулярные проверки измерений помогают поддерживать стабильность и продлевают срок службы инструмента. При обнаружении отклонений выполните повторную калибровку инструмента или обратитесь к поставщику для корректировки. Правильное измерение обеспечивает точность, снижает количество ошибок и оптимизирует работу листогибочного пресса.

Часть 3: Программирование гибки
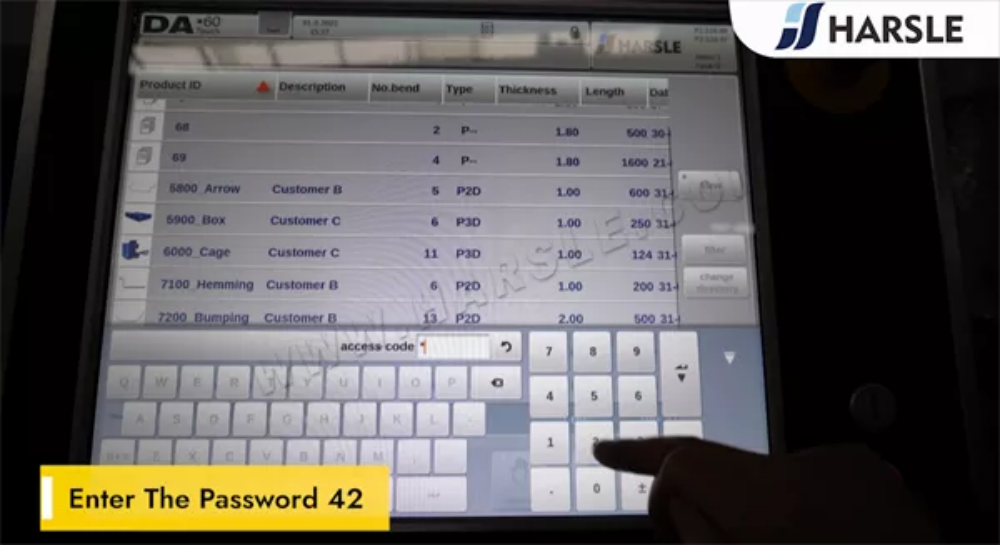
Введите пароль 42
В темноте тускло освещённый экран мерцал, подсказывая: «Введите пароль». Руки замерли над клавиатурой, прежде чем напечатать “42”— казалось бы, обычное число, но таившее в себе бесконечную тайну. Система зажужжала, открывая доступ тихим звуковым сигналом. Внезапно на дисплее появился каскад зашифрованных файлов и скрытых сообщений. Что открывал этот пароль? Забытую истину, секретный эксперимент или врата в неизведанное измерение? Число 42, долгое время считавшееся ответом на величайший вопрос жизни, только что открыло нечто гораздо более глубокое. Но было ли это знанием — или вызовом, ожидающим своего решения?
Введите название программы
При эксплуатации Листогибочный пресс Genius с ДА-66Т или ДА-69ТПервый шаг — ввести имя программы. Это имя поможет определить последовательность гибки и параметры для дальнейшего использования. Для этого перейдите к программный интерфейс, выбирать «Новая программа»и введите уникальное имя, описывающее задание. Используя понятные и структурированные имена, например, тип материала или идентификатор проекта, обеспечивает лёгкий поиск. После подтверждения ввода приступайте к настройке этапов гибки. Систематическая организация программ улучшает эффективность рабочего процесса и минимизирует ошибки в Операции на листогибочных прессах с ЧПУ.

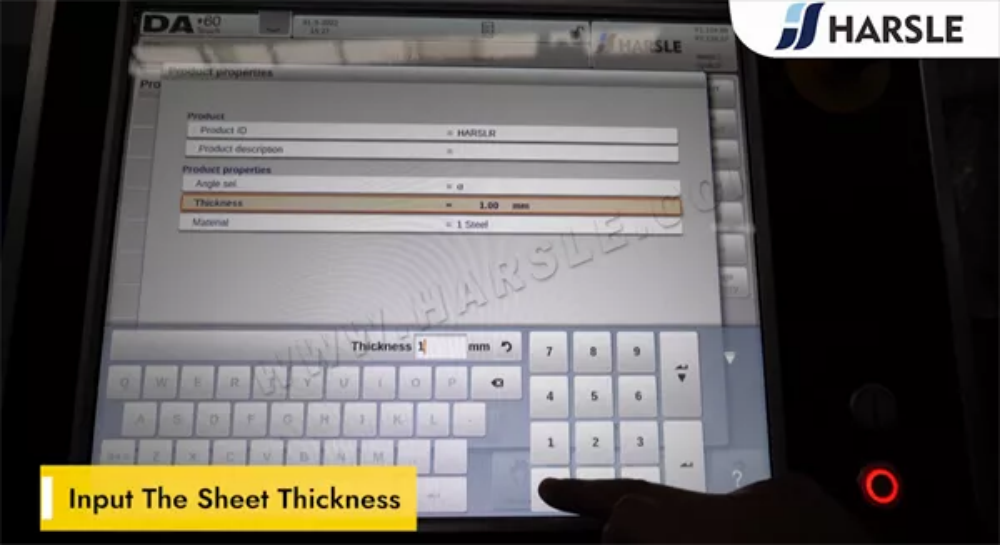
Введите толщину листа
При эксплуатации Листогибочный пресс Genius с Контроллер DA-66T или DA-69T, точно введя толщина листа Это критически важно для достижения точных результатов гибки. Для этого перейдите в настройки материала в контроллере ЧПУ и введите точная толщина листового металла. Правильный ввод данных гарантирует правильный расчет изгибающей силы, предотвращает перегрузку и поддерживает высокая точность гибки. Всегда проверяйте толщину штангенциркулем перед вводом. Неправильные настройки толщины могут привести к неточные углы и потенциальную нагрузку на машину. Этот шаг необходим для обеспечения последовательные, высококачественные изгибы в процессе изготовления.
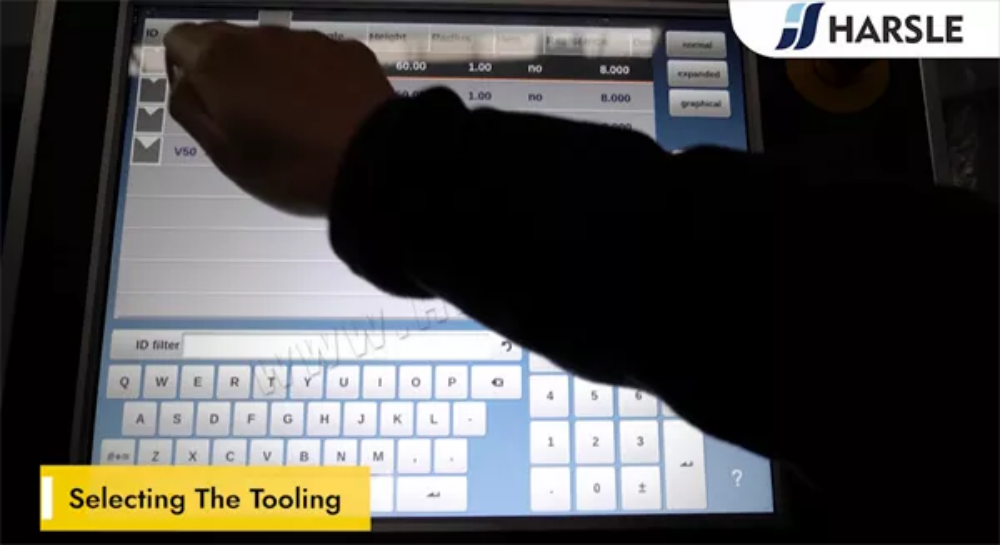
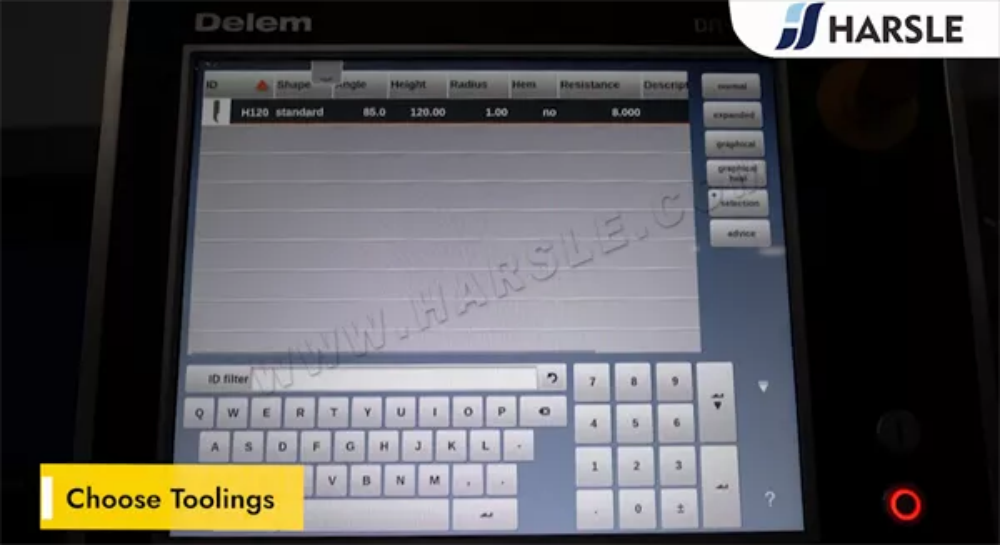
Выбор инструмента
Выбирая правильный оснастка для листогибочных прессов необходим для достижения точных и однородных изгибов. Листогибочный пресс Genius, оснащенный Контроллеры DA-66T и DA-69T, требует высококачественные пуансоны и матрицы которые соответствуют типу материала, толщине и углу изгиба. Такие факторы, как твердость инструмента, раскрытие V-образной матрицы и радиус пуансона значительно влияют на точность гибки. Кроме того, выбор быстросменный инструмент Может повысить эффективность производства. Для сложных гибов сегментированный инструмент обеспечивает большую гибкость. Всегда проверяйте совместимость с Параметры программирования ЧПУ для оптимизации производительности. Инвестиции в правильный инструмент не только повышают точность гибки, но и продлевают срок службы станка.
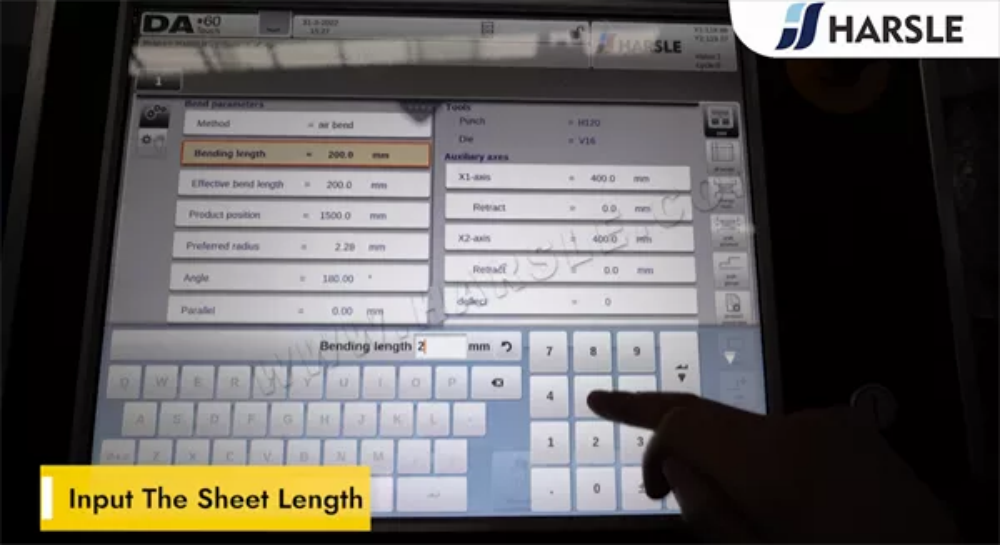
Введите длину листа
Ввод правильного длина листа имеет решающее значение для точных операций гибки на Листогибочный пресс Genius оборудованный Контроллеры DA-66T или DA-69TЧтобы ввести длину листа, перейдите к программный интерфейс, найдите настройки материалов, и введите точный длина листа В зависимости от характеристик вашей заготовки. Этот шаг обеспечивает точное позиционирование заднего упора и предотвращает перекос во время гибки. Всегда проверяйте введённое значение на соответствие фактическим размерам листа. Правильный ввод длины листа улучшает точность гибки, повторяемость и эффективность, минимизируя отходы материала и обеспечивая высокое качество гибов Операции на листогибочных прессах с ЧПУ.
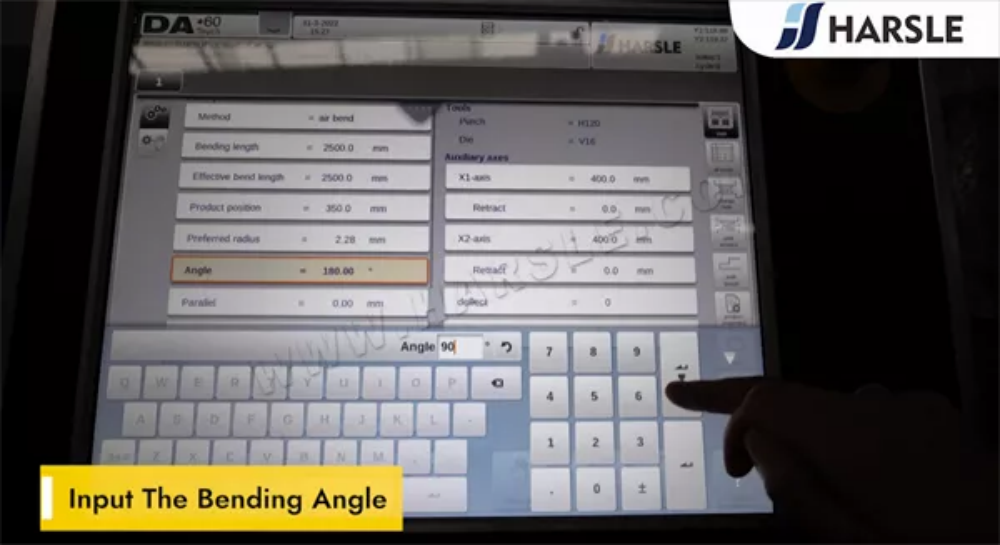
Введите угол изгиба
Точный ввод угла изгиба имеет решающее значение для достижения точные гибы листового металла с помощью листогибочного пресса Genius. Используя Контроллеры ЧПУ DA-66T и DA-69TОператоры могут легко задать нужный угол с помощью удобного интерфейса. Система автоматически рассчитывает требуемый угол. глубина пробивки На основе толщины материала и параметров гибки, обеспечивая единообразие каждого изгиба. Возможна тонкая регулировка для компенсации пружинный отскок, обеспечивая высокую точность. Освоение этой функции улучшает эффективность, сокращает материальные отходыи улучшает общее качество гибки. Правильная настройка угла приводит к бесперебойный производственный процесс с меньшим количеством ошибок и более высокая производительность.
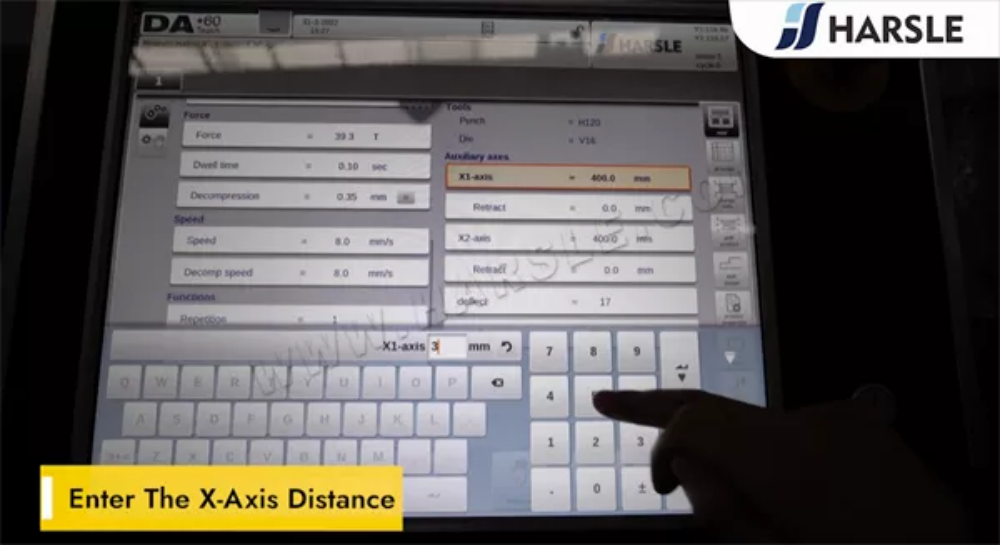
Введите расстояние по оси X
Сайт Расстояние по оси X на Листогибочный пресс Genius относится к положению задний упор, который определяет место, где будет располагаться металлический лист для гибки. Точное определение этого расстояния имеет решающее значение для достижения точные углы изгиба и стабильные результаты.
Чтобы войти в Расстояние по оси X на Контроллер DA-66T или DA-69T, перейдите к настройки заднего упораВведите необходимое расстояние в соответствии с требованиями к гибке и подтвердите значение. Система автоматически отрегулирует положение заднего упора. Правильная калибровка гарантирует повторяемая точность, уменьшает количество ошибок и повышает производительность. Всегда дважды проверяйте положение перед началом гибки.
Добавьте еще один шаг гибки
Добавление еще одного шага изгиба в Листогибочный пресс Genius с ДА-66Т или ДА-69Т Контроллер позволяет создавать более сложные последовательности гибки и точную формовку металла. Для этого откройте интерфейс контроллера ЧПУ и перейдите в программу гибки. Добавьте новый этап гибки, изменив угол, положение заднего упора и настройки давления При необходимости. Убедитесь, что каждый шаг выполняется в правильной последовательности, чтобы избежать ошибок. Перед выполнением дважды проверьте симуляцию для подтверждения её точности. Эта функция повышает производительность и гибкость, упрощая обработку сложных задач. гибка листового металла задачи эффективно.

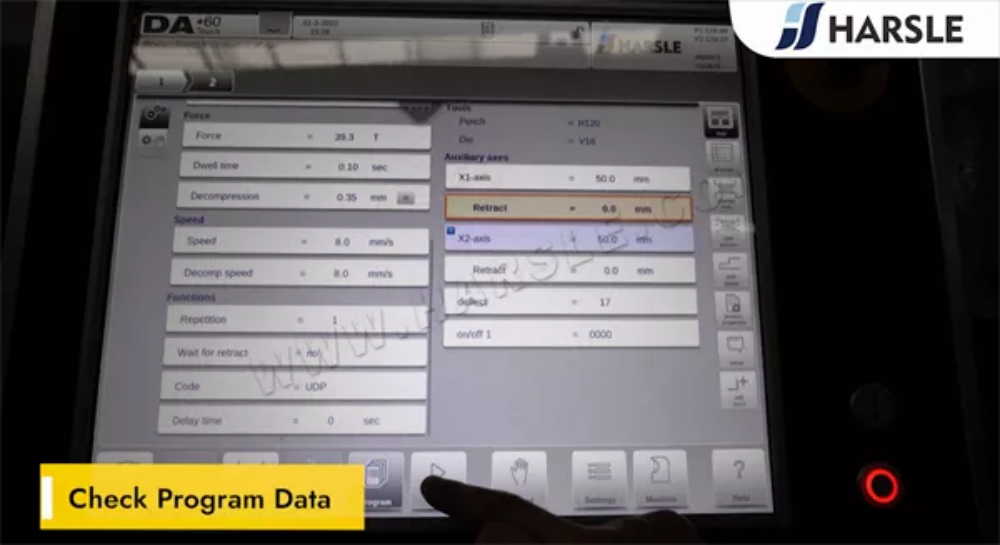
Проверить данные программы
Проверка данные программы на Листогибочный пресс Genius с ДА-66Т или ДА-69Т Обеспечивает точность гибки и минимизирует ошибки. Перед запуском программы операторы должны проверить ключевые параметры, включая углы изгиба, толщина материала, выбор инструмента и последовательность шаговИспользуйте интерфейс контроллера для просмотра и корректировки данных при необходимости. Убедитесь, что данные корректны. позиционирование заднего упора и настройки прогиба для достижения точных результатов. Регулярная проверка данных программы повышает эффективность, сокращает необходимость в доработке и улучшает общую производительность станка. Освоение этого процесса гарантирует стабильно высокое качество гибки, максимально используя возможности листогибочного пресса.
Готовы начать
Готовы начать свое путешествие с Листогибочный пресс Genius? Независимо от того, новичок вы или опытный оператор, освоив ДА-66Т и ДА-69Т Контроллеры необходимы для достижения точных и эффективных результатов гибки. Эти передовые системы ЧПУ предлагают интуитивно понятное программирование, высокая точность и бесперебойная автоматизация, помогая вам оптимизировать производственный процесс. В этом руководстве мы расскажем вам о ключевых этапах оптимизации работы листогибочного пресса — от настройки до расширенных функций. Приготовьтесь раскрыть весь потенциал своего станка и повысить эффективность гибки металла, как никогда прежде! Давайте разберёмся.

Часть 4: Гибочные изделия
Размещение металлического листа
Правильное размещение металлического листа на Листогибочный пресс Genius Это необходимо для достижения точных и стабильных гибов. Для начала убедитесь, что рабочий стол чистый и свободен от мусора, чтобы предотвратить перекос. Приложите лист к заднему упору, выровняв его по требуемым размерам гибки. Используйте автоматические настройки заднего упора в ДА-66Т или ДА-69Т Контроллер для точной регулировки положения упора. Для больших или тяжёлых листов рассмотрите возможность использования последователи листа или дополнительная поддержка для поддержания стабильности. Правильное расположение не только улучшает точность гибки но также обеспечивает безопасность оператора и продлевает срок службы инструмента.

Лист коснется стоп-пальцев
При эксплуатации Листогибочный пресс Genius, обеспечивая лист касается стопорных пальцев имеет решающее значение для точной гибки. стопорные пальцы заднего упора Служить ориентиром для правильного позиционирования металлического листа перед началом гибки. Если лист не прилегает полностью, это может привести к неточным углам гибки или нестабильным результатам. Операторы должны отрегулировать положение заднего упора В соответствии с программой гибки и проверьте выравнивание перед нажатием педали. Правильный контакт с упорными пальцами обеспечивает точная повторяемость, уменьшение ошибок и повышение эффективности При гибке на станках с ЧПУ. Регулярное обслуживание системы заднего упора также важно для обеспечения долговременной точности.

Нажмите на педаль
Сайт ножная педаль является важнейшим механизмом контроля в Листогибочный пресс Genius Работая с функцией, позволяющей операторам эффективно выполнять гибку. Нажимая на педаль, пользователи могут активировать, удерживать или отпускать процесс гибки с точностью. Контроллеры DA-66T и DA-69T Синхронизация с педалью обеспечивает плавную работу, снижая ручные усилия и повышая производительность. Операторы должны поддерживать равномерное движение стопы, чтобы избежать резких остановок или перекосов во время гибки. Регулярно проверяйте педаль на наличие надлежащее реагирование и соблюдение правил безопасности. Освоение использования ножной педали гарантирует бесшовный контроль, повышая точность гибки и эффективность при изготовлении листового металла.
Выполните Шаг 1
Перед эксплуатацией Листогибочный пресс Genius, крайне важно ознакомиться с Контроллеры ЧПУ DA-66T и DA-69TЭти передовые системы Delem предлагают интуитивно понятные интерфейсы с сенсорным экраном, моделирование гибки в реальном времени и точный контроль параметров гибки. Начните с изучения главного меню, где вы можете получить доступ к настройкам станка, выбору материала и конфигурации инструмента. Узнайте, как переключаться между режимами программирования и настраивать оси, чтобы обеспечить точная и эффективная гибкаПонимание этих контроллеров поможет максимизировать производительность, сократить время настройки и повысить точность гибки, что позволяет в полной мере использовать возможности машины.

Нажмите на педаль
Нажатие на педаль является решающим шагом в работе Листогибочный пресс Genius оборудованный ДА-66Т или ДА-69Т Контроллеры. Ножная педаль служит основным органом управления процессом гибки, позволяя операторам точно управлять движением станка. Благодаря отзывчивой и эргономичной конструкции она обеспечивает плавную работу, повышая эффективность и безопасность. Легкое нажатие активирует цикл гибки, а отпускание педали мгновенно останавливает движение, предотвращая ошибки. Операторы должны следить за тем, чтобы их ноги находились в правильном положении, чтобы сохранять устойчивость и избегать случайного нажатия. Освоение управления педалью способствует оптимизации рабочего процесса и повышению точности гибки металла.
Выполните шаг 2
Как только Листогибочный пресс Genius включен, следующим важным шагом является настройка Контроллер ЧПУ DA-66T или DA-69TНачните с выбора подходящей программы гибки или создания новой. Введите ключевые параметры, такие как тип материала, толщина, угол изгиба и выбор пуансона/матрицы. Используйте сенсорный интерфейс для настройки. позиционирование заднего упора и настройки прогиба Для точности. Перед продолжением работы дважды проверьте все значения, чтобы убедиться в их точности. Правильная настройка обеспечивает плавные, равномерные гибы и минимизирует ошибки. Освоение этого этапа повышает эффективность и продлевает срок службы вашего инструменты для гибочного пресса.

Часть 5: Измерение и калибровка
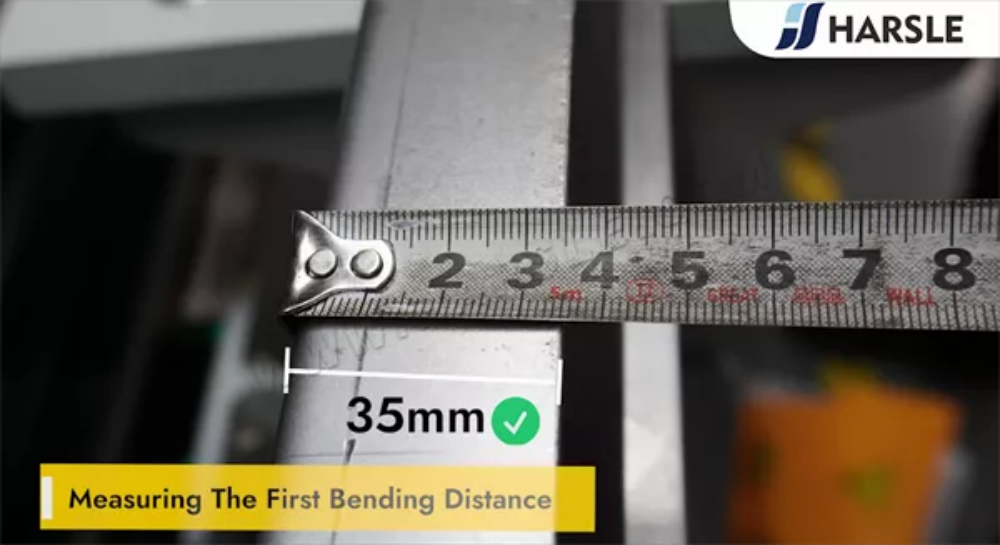
Измерение расстояния первого изгиба
Сайт первое расстояние изгиба Это критически важный фактор для достижения точности гибки листового металла. Это начальный зазор между гибочным инструментом и заготовкой, который напрямую влияет на точность угла гибки и конечные размеры. Для его правильного измерения операторы должны учитывать такие факторы, как толщина материала, допуск на изгиб и тип инструмента. Используя Листогибочный пресс с ЧПУ с DA-66T или DA-69TВы можете ввести точные измерения для обеспечения согласованности. Правильная калибровка и контрольный изгиб помогают исключить ошибки, что приводит к безупречные изгибы и сокращение отходов материала. Освоение этого этапа гарантирует эффективность и высокое качество производства.
Измерение второго расстояния изгиба
Измерение второго расстояния изгиба имеет решающее значение для достижения точных и последовательных результатов. операции листогибочного прессаЭтот этап обеспечивает правильное выравнивание материала для следующего изгиба, предотвращая ошибки и сохраняя точность. Для эффективного измерения операторы должны учитывать такие факторы, как толщина материала, угол изгиба и эффект пружинения. Используя система заднего упора и проверка запрограммированных значений на Контроллер DA-66T или DA-69T может помочь поддерживать точность. Кроме того, выполнение испытательный изгиб Перед началом серийного производства можно избежать ошибок в расчётах. Правильные методы измерения сокращают необходимость в доработке, повышают производительность и обеспечивают высокое качество гибки металла.

Использование угловой линейки
Сайт угловая линейка является важным инструментом для обеспечения точной гибки Листогибочный пресс Genius Он помогает операторам измерять и проверять угол гибки листового металла, уменьшая ошибки и повышая точность. При использовании Контроллеры DA-66T или DA-69TУгловая линейка позволяет корректировать параметры в режиме реального времени, гарантируя соответствие каждого изгиба проектным требованиям. Для эффективного использования расположите линейку на изгибе, сравните измеренный угол с запрограммированным значением и внесите необходимые корректировки. Регулярная калибровка угловой линейки повышает точность. Освоение этого инструмента гарантирует стабильно высокое качество гибки, оптимизируя эффективность. Листогибочный пресс с ЧПУ операции.
Измерьте углы изгиба в трех положениях: слева, посередине и справа.
Для обеспечения точности гибки металла крайне важно измерьте углы изгиба в трех ключевых положениях: левый, средний и правыйЭтот метод помогает выявить любые несоответствия, вызванные свойствами материала, износом инструмента или калибровкой станка. Используйте угломер или цифровой транспортир Для проверки каждой секции после гибки. При наличии отклонений необходимо внести корректировки. прогибание, выравнивание заднего упора или настройки давления Может потребоваться. Регулярное измерение этих трёх положений повышает точность гибки и обеспечивает равномерные результаты по всей заготовке, что позволяет сократить объем доработки и повысить эффективность работы листогибочных прессов с ЧПУ.

Ошибка обнаружена в левом положении
Во время работы листогибочного пресса ошибка обнаружена в левом положении, что влияет на точность процесса гибки. Эта проблема может быть вызвана несколькими факторами, включая несоосность датчика, гидравлический дисбаланс или ошибки калибровки программного обеспечения в контроллере DA-66T или DA-69T. Чтобы решить эту проблему, операторам следует сначала проверьте датчики положения, осмотрите гидравлическая система на предмет несоответствий давления, и обеспечить Система ЧПУ правильно откалиброванаРегулярное техническое обслуживание и своевременное устранение неполадок помогут предотвратить подобные проблемы, гарантируя стабильная точность гибки и производительность машины.
Измерено под углом 89°
В процессе гибки угол был измерено при 89°, слегка отклоняясь от предполагаемых 90°. Это небольшое отклонение может быть связано с отскок материала, неправильный выбор пуансона и матрицы или недостаточное давление, прилагаемое листогибочным прессомЧтобы исправить это, операторы должны сначала проверить настройки допуска на изгиб в контроллере DA-66T или DA-69T отрегулируйте позиционирование заднего упора, и выполнить испытательный изгиб с компенсацией. Правильный выбор инструмента и соответствие материала требованиям может помочь в достижении точные углы изгиба и повысить общую точность работы листогибочного пресса.



Левая сторона соответствует оси Y1.
В Листогибочный пресс с ЧПУ, то левая сторона машины соответствует оси Y1, а правая сторона управляется осью Y2. Эти независимые гидравлические оси позволяют точный контроль движения ползуна, обеспечивая точную и равномерную гибку. Если с левой стороны наблюдается несоосность или ошибка гибки, операторы должны проверить Калибровка оси Y1, баланс гидравлического давления и сигналы энкодера. Правильная синхронизация между Y1 и Y2 имеет важное значение для достижения равномерные углы изгиба и минимизация деформации в процессах металлообработки. Регулярное техническое обслуживание обеспечивает бесперебойную и точную работу.

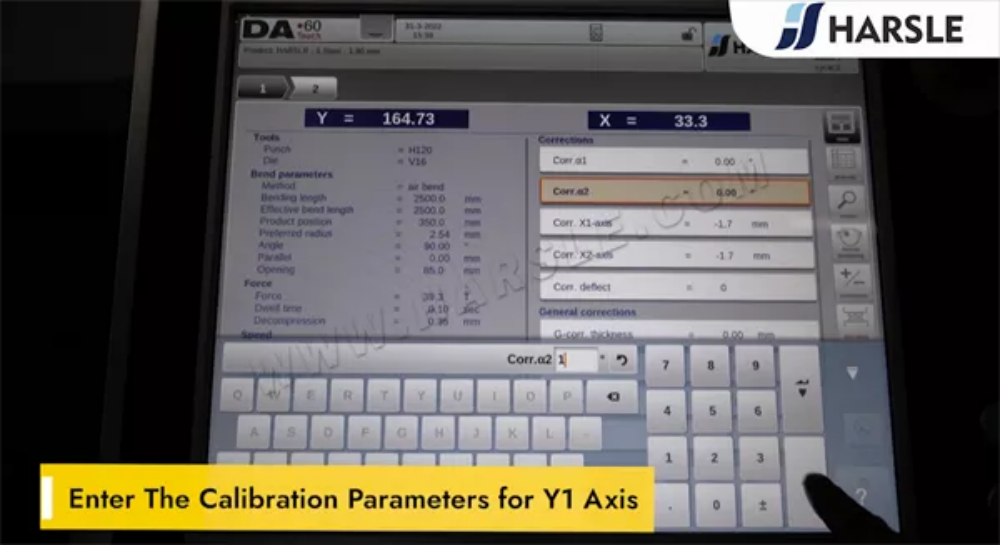
Введите параметры калибровки для оси Y1
Для обеспечения точности гибки важно введите параметры калибровки для оси Y1 Правильно. Ось Y1 управляет левостороннее движение ползуна, и любое несоответствие может привести к неровным изгибам. Калибровка включает в себя установка контрольных точек, регулировка пределов хода и проверка синхронизации с осью Y2. Операторы должны получить доступ к Контроллер DA-66T или DA-69T, перейдите в меню калибровки и введите необходимые значения, соответствующие характеристикам машины. Регулярная калибровка помогает поддерживать стабильная точность гибки, снижение ошибок и повышение общей производительности листогибочного пресса.
Согните еще раз для проверки
После внесения изменений в настройки листогибочного пресса необходимо согните еще раз для проверки для проверки точности. Этот шаг гарантирует, что отклонения угла, отдача материала или ошибки калибровки были правильно исправлены. Операторам следует выбрать образец для испытаний из того же материала и толщины, установите правильные параметры на Контроллер DA-66T или DA-69Tи внимательно наблюдайте за результатом гибки. Если какие-либо отклонения остаются, выполните тонкую настройку настройки заднего упора, проникновения пуансона или компенсации Может потребоваться. Выполнение нескольких тестовых изгибов помогает достичь оптимальная точность и согласованность в процессе гибки металла.

Мера для проверки
После завершения процесса гибки крайне важно мера для проверки Соответствует ли конечный угол требуемым характеристикам. Используя точные измерительные инструменты, такие как транспортир, угломер или цифровой штангенциркуль, операторы могут определить, есть ли какие-либо отклонения или несоответствия Если измеренный угол не соответствует заданному, может потребоваться корректировка. изгибающее усилие, проникновение пуансона или позиционирование материалаПоследовательное измерение после каждого испытательного изгиба обеспечивает точность, сокращение отходов материала и оптимизация эффективности производстваРегулярная проверка помогает поддерживать высокая точность и качество при работе на листогибочных прессах с ЧПУ.
Теперь это правильно
После внесения необходимых корректировок и проведения тестовых изгибов окончательное измерение подтверждает, что теперь это правильно. Достигнутый угол изгиба соответствует требуемым характеристикам, обеспечивая высокая точность и последовательность в процессе обработки металлов давлением. Этот этап проверки необходим для подтверждения того, что настройки калибровки, выбор инструмента и позиционирование материала Были правильно отрегулированы. Операторы теперь могут продолжить полномасштабное производство, зная, что машина работает оптимально. Регулярные проверки и точная настройка помогают поддерживать точность, уменьшение ошибок и повышение общей эффективности при работе на листогибочных прессах с ЧПУ.



Часть 6: Графическое программирование
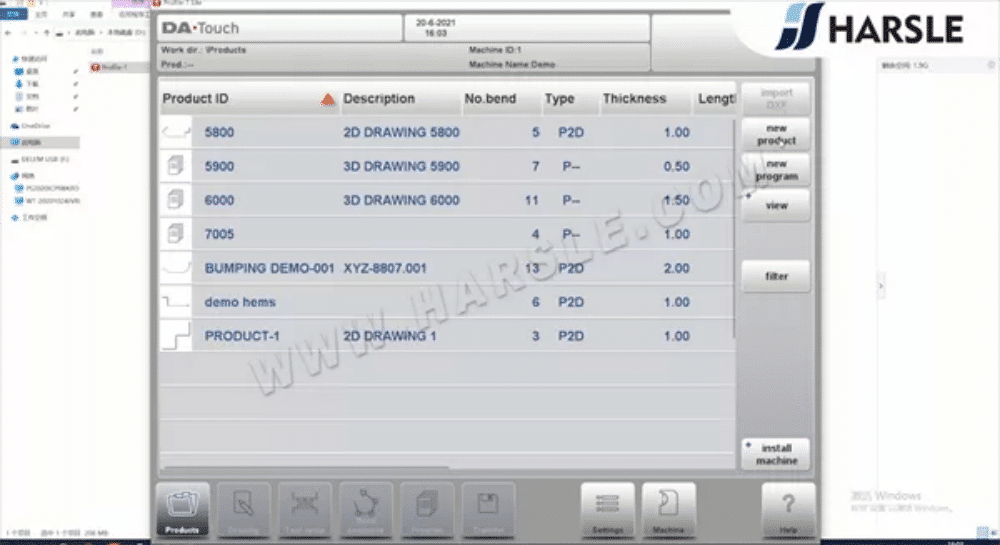
Добавить новый продукт
Для расширения линейки продукции и повышения эффективности необходимо добавить новый продукт к системе. В Листогибочный пресс с ЧПУ, это включает в себя обновление Контроллер DA-66T или DA-69T с новыми параметрами гибки, спецификациями материалов и конфигурациями инструментов. Операторы должны внимательно вводить тип материала, толщина, угол изгиба и выбор штампа Для обеспечения точных результатов. После добавления выполните испытательный изгиб помогает проверить точность перед полномасштабным производством. Регулярное обновление системы новые продукты и оптимизированные настройки повышает эффективность рабочего процесса, сокращает время настройки и обеспечивает стабильно высокую производительность гибки при изготовлении металлоконструкций.

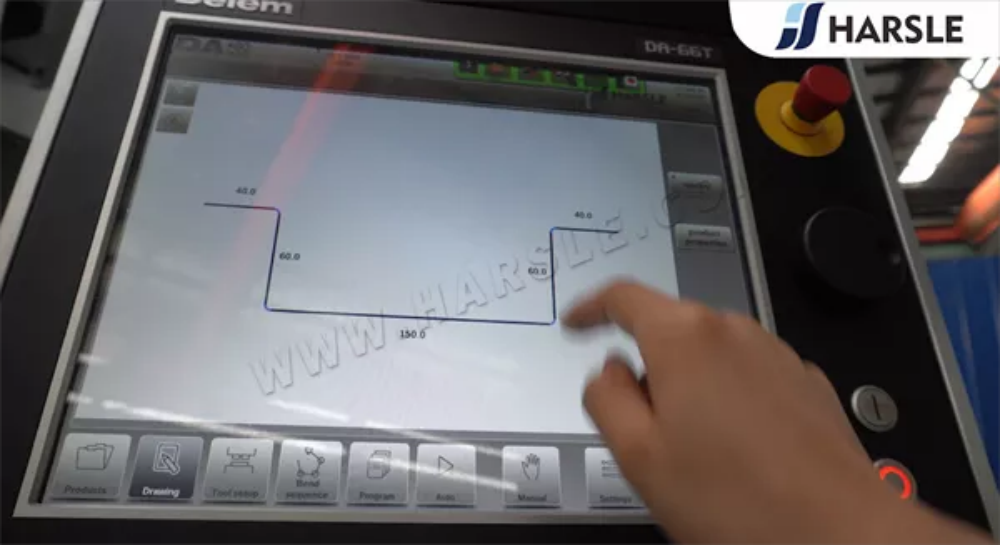
Введите информацию о продукте
Чтобы обеспечить точность операций гибки, операторы должны введите информацию о продукте в систему листогибочного пресса с ЧПУ. Этот процесс включает в себя ввод ключевых данных, таких как тип материала, толщина, угол гибки, выбор пуансона и матрицы, а также последовательность гибки. На контроллерах типа ДА-66Т или ДА-69ТТочный ввод данных гарантирует, что машина будет следовать правильным параметрам, минимизируя ошибки и повышая эффективность. Правильное хранение информации о продукте позволяет быстрый вызов настроек, сокращая время настройки для повторных заказов. Проверка всех входных данных перед запуском помогает поддерживать высокая точность, последовательность и качество в процессе гибки металла.

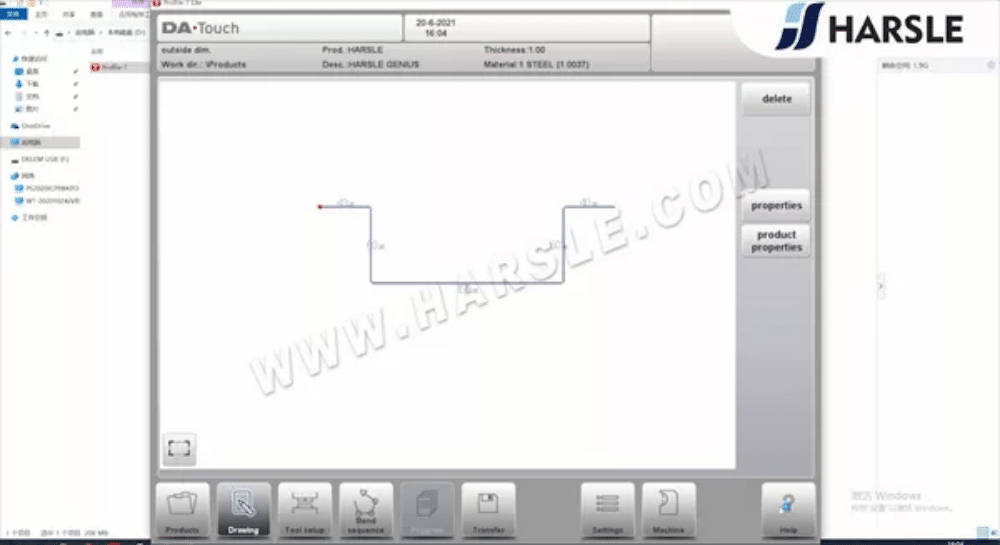
Программирование 2D-графики
Программирование 2D-графики является важной функцией листогибочных прессов с ЧПУ, которая позволяет операторам визуально проектировать и моделировать последовательности гибки до фактического производства. Использование контроллеров, таких как ДА-66Т или ДА-69Т, пользователи могут создать 2D-изображение металлического листа, определить углы гибки, выбрать инструмент и просмотреть процесс гибки. Этот интуитивно понятный интерфейс помогает обнаружение ошибок, позиционирование материала и оптимизация порядка гибки для предотвращения столкновений. Программируя в 2D, операторы могут добиться более высокая точность, сокращение отходов материала и повышение эффективности в металлообработке. Этот метод упрощает настройку и повышает точность производства.

Выберите инструменты
Выбор правильного инструмента является важным этапом в работе листогибочного пресса с ЧПУ, поскольку он напрямую влияет точность гибки, эффективность и качество материалаОператоры должны выбрать соответствующий пуансон и матрица основанный на толщина материала, угол изгиба и желаемый радиус изгиба. Используя Контроллер DA-66T или DA-69TПользователи могут вводить характеристики инструмента, чтобы обеспечить совместимость с запрограммированной последовательностью гибки. Такие факторы, как твердость инструмента, ширина V-образной матрицы и форма пуансона необходимо учитывать, чтобы предотвратить деформация материала и износ инструментаПравильный выбор инструмента улучшает точность гибки, сокращение времени настройки и увеличение срока службы машины в производстве металлов.
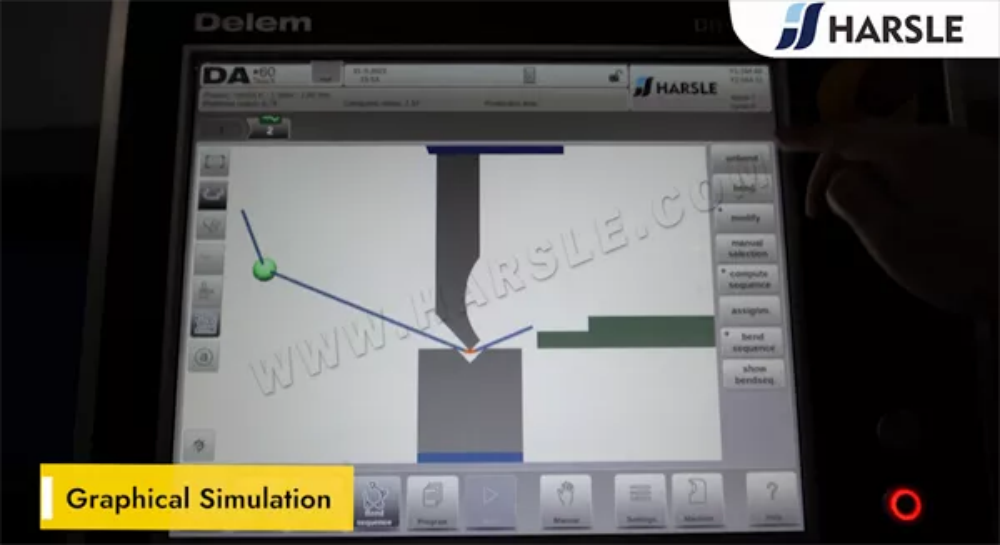
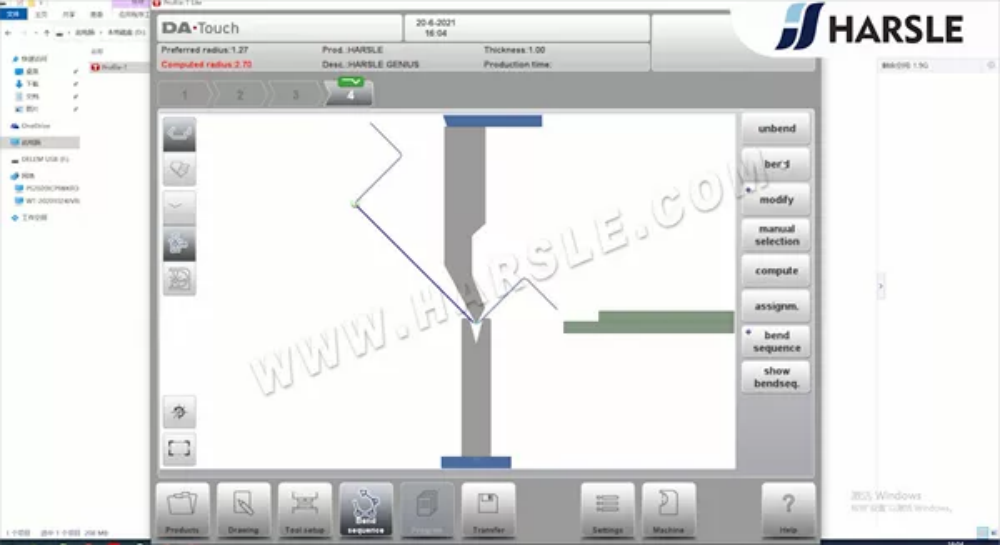
Графическое моделирование
Графическое моделирование является мощной функцией в контроллерах листогибочных прессов с ЧПУ, таких как ДА-66Т и ДА-69Т, что позволяет операторам визуализировать весь процесс гибки перед выполнением. Эта функция обеспечивает 2D или 3D представление последовательности гибки, обеспечивая правильность запрограммированных углов, настройки инструмента и позиционирования материала. Это помогает определить потенциальные ошибки, столкновения или несоответствия до начала реального производства, что сокращает отходы материала и повышает эффективность. Моделируя процесс гибки, операторы могут оптимизируйте последовательность гибки, корректируйте параметры в режиме реального времени и добивайтесь более высокой точности, обеспечивая стабильные и высококачественные результаты при изготовлении металлов.


Измерьте углы изгиба в трех положениях: слева, посередине и справа.
Чтобы обеспечить точность и постоянство гибки, операторы должны измерьте углы изгиба в трех положениях: левом, среднем и правомЭтот шаг помогает выявить любые отклонения, несоосность или неравномерное распределение давления по всей заготовке. Используя угломер или цифровой транспортирИзмерения следует проводить в каждой точке для подтверждения однородности. При обнаружении отклонений может потребоваться корректировка. коррекция, выбор инструмента или настройки контроллера ЧПУ (DA-66T/DA-69T)Регулярная проверка углов изгиба в нескольких положениях обеспечивает точность, сокращает необходимость в доработке и улучшает общее качество гибки, что приводит к эффективным и точным результатам изготовления металлоконструкций.

Измерено под углом 135°
После завершения процесса гибки угол был измерено при 135°, подтверждая точность работы листогибочного пресса. Используя цифровой транспортир или угломерИзмерение гарантирует соответствие изгиба требуемым параметрам. Если угол отклоняется, необходимо внести корректировки. изгибающее усилие, позиционирование материала или настройки компенсации может быть необходимо. Контроллер DA-66T или DA-69T позволяет операторам точно настраивать параметры для достижения желаемого результата. измерение и проверка углов необходимы для поддержания высокая точность, уменьшение ошибок и повышение эффективности в процессах гибки и изготовления металлов.



Часть 7: Программирование 3D-графики (только для DA-69T)
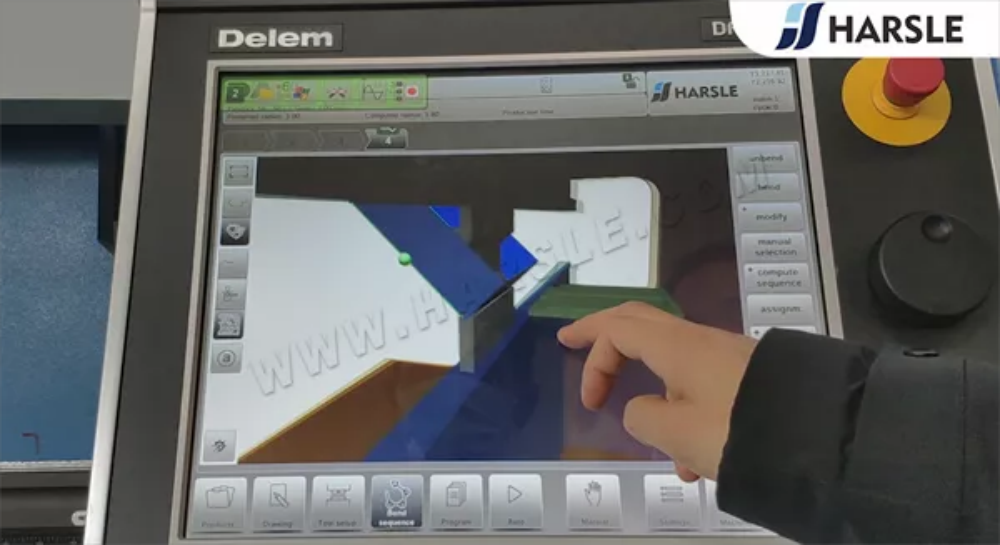
Программирование 3D-графики
Программирование 3D-графики является расширенной функцией в контроллерах листогибочных прессов с ЧПУ, таких как ДА-66Т и ДА-69Т, что позволяет операторам визуализировать и моделировать весь процесс гибки в трехмерном видеЭта технология позволяет пользователям определить последовательности гибки, выбрать инструмент и обнаружить потенциальные столкновения перед выполнением программы. Взаимодействуя с реалистичная 3D-модельоператоры могут оптимизировать углы изгиба, положение заднего упора и поток материала, обеспечивая более высокая точность и эффективность. Возможность предварительного просмотра процесса гибки уменьшает ошибки, отходы материала и время настройки, изготовление Программирование 3D-графики необходимый для прецизионное изготовление металлов.

Часть 8: Автономное программное обеспечение
Оффлайн программное обеспечение
Оффлайн программное обеспечение это мощный инструмент, который позволяет операторам программировать и моделировать работу листогибочного пресса с ЧПУ без прерывания производственного процесса. С такими контроллерами, как ДА-66Т и ДА-69Т, пользователи могут создавать программы гибки, выбирать инструменты и оптимизировать последовательности гибки на компьютерная рабочая станция перед передачей данных на листогибочный пресс. Это улучшает эффективность рабочего процесса, сокращение времени настройки и минимизация простоев производства. Кроме того, офлайн-программирование помогает обнаружить столкновения, ошибки изгиба и несоосность материалов Заранее, гарантируя точные результаты. Используя автономное программное обеспечение, компании по производству металлоконструкций могут улучшить производительность, точность и использование машин для высокопроизводительных гибочных операций.



Часть 9: Выключение
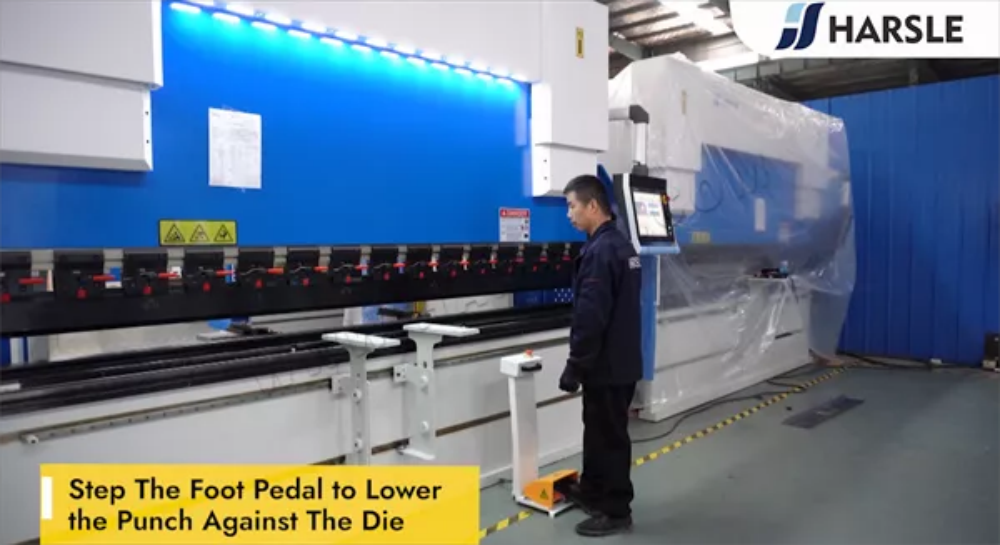
Нажмите на педаль, чтобы опустить пуансон на матрицу
Чтобы начать процесс гибки на Листогибочный пресс с ЧПУ, оператор должен нажми на педаль опустить пуансон к матрице. Это действие активирует гидравлическую или сервосистему, направляя верхний пуансон вниз с контролируемой силой. Контроллер DA-66T или DA-69T Обеспечивает точную глубину и давление в соответствии с запрограммированными настройками. Крайне важно поддерживать устойчивое управление ногой Чтобы предотвратить резкое приложение силы, которое может привести к неравномерному изгибу. Правильное управление педалью помогает достичь точные изгибы, минимизируют ошибки и повышают безопасность оператора при изготовлении металла.
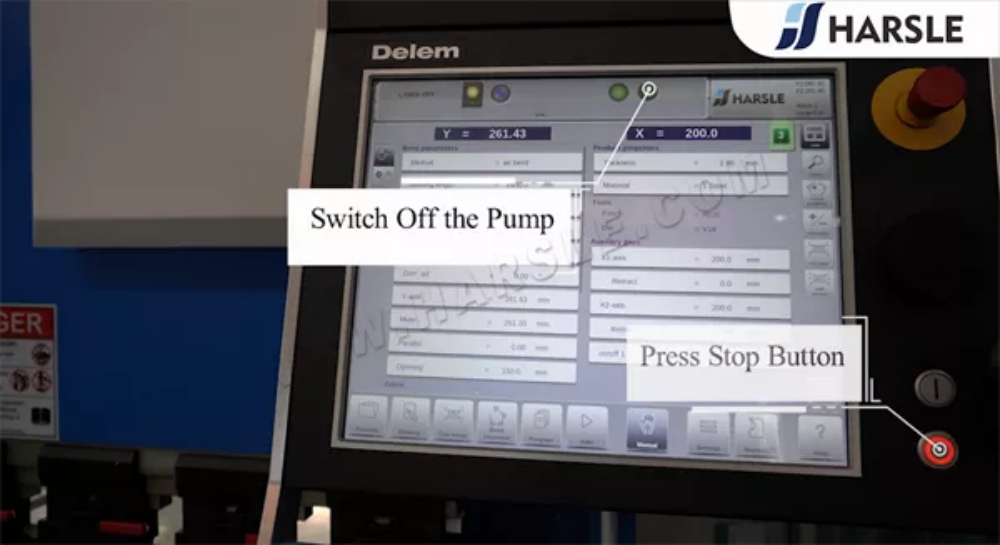
Нажмите кнопку «Стоп»
В операциях листогибочного пресса с ЧПУ нажатие Кнопка «Стоп» является критической функцией, которая немедленно останавливает движение машины, обеспечивая безопасность оператора и предотвращая потенциальный ущерб. Эта кнопка может быть использована в случае аварийная ситуация, несоосность или неправильная последовательность гибки. На контроллерах типа ДА-66Т или ДА-69Т, остановка машины позволяет операторам переоценить настройки, внести коррективы или устранить неполадки Прежде чем возобновить работу, необходимо ознакомиться с функцией остановки, чтобы убедиться, быстрое время реакции при необходимости. Правильное использование Кнопка «Стоп» улучшает безопасность машины, точность и общая эффективность при гибке металла.
Выключите насос
Чтобы правильно выключить Листогибочный пресс с ЧПУ, необходимо выключить гидравлический насос После завершения операций насос отвечает за создание гидравлического давления, который обеспечивает процесс гибки. Отключение помогает предотвращают ненужный износ, снижают потребление энергии и обеспечивают долговечность машины. Перед выключением убедитесь, что гибочный пресс находится в безопасном положении, и на компьютере не запущены активные команды Контроллер DA-66T или DA-69TРегулярное правильное выключение насоса помогает поддерживать эффективность системы, продлевать срок службы компонентов и обеспечивать безопасную рабочую среду для операторов.
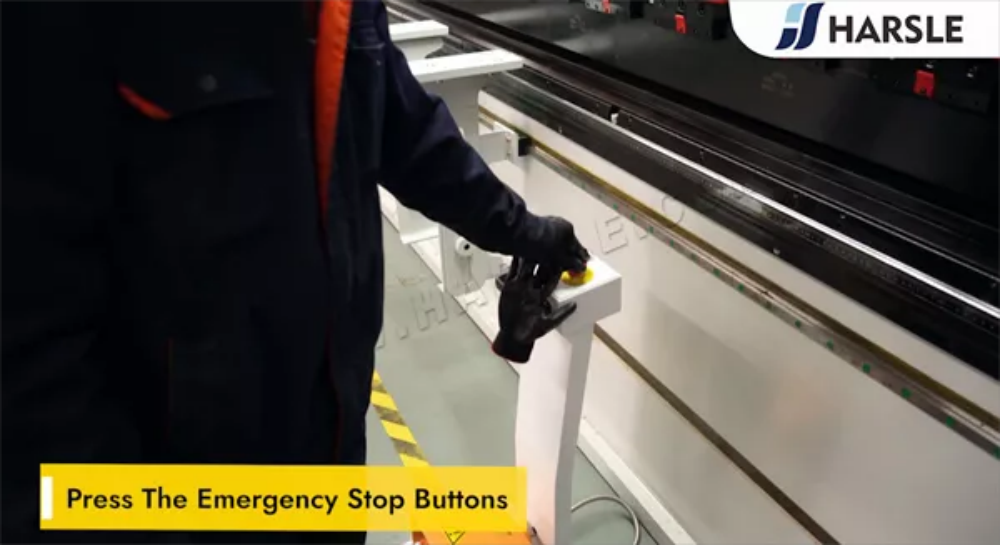
Нажмите кнопки аварийной остановки
Сайт Кнопка аварийной остановки (E-Stop) является важнейшей функцией безопасности на Листогибочный пресс с ЧПУ, предназначенный для немедленно прекратить все операции на машине В случае чрезвычайной ситуации. Нажатие кнопки Аварийная остановка немедленно отключает питание гидравлической системы, предотвращая потенциальное повреждение станка, инструмента или заготовки. Операторам следует использовать эту кнопку в таких ситуациях, как несоосность, неожиданное движение или угрозы безопасности. На таких контроллерах, как ДА-66Т или ДА-69ТПерезапуск машины после аварийного останова требует сброса системы. Знание того, когда и как использовать Кнопка аварийной остановки обеспечивает безопасность оператора и защита машины при изготовлении металла.

Выключите выключатель питания.
После завершения процесса гибки необходимо выключите выключатель питания чтобы безопасно выключить Листогибочный пресс с ЧПУЭтот шаг помогает предотвращать электрические опасности, экономить энергию и защищать компоненты машины от ненужного износа. Перед выключением убедитесь, что все операции по гибке завершены, то гидравлический насос выключен, и контроллер (DA-66T или DA-69T) правильно вышелОператорам следует соблюдать стандартные процедуры завершения работы, чтобы избежать системных ошибок при перезапуске. Регулярное выключение питания после использования помогает поддерживать долговечность машины, повышает безопасность и обеспечивает эффективную рабочую среду.

Видео выше представляет собой подробное руководство по эксплуатации наших листогибочных прессов Genius DA-66T и DA-69T. В процессе эксплуатации могут возникнуть дополнительные проблемы. Пожалуйста, оставляйте сообщения в фоновом режиме, чтобы связаться с нами. HARSLE обязуется оказать вам полную поддержку.



