








يُعدّ عدم انتظام عمق ثني الصفائح المعدنية في مكابس الثني مشكلة شائعة أواجهها في ورش تصنيع الصفائح المعدنية، خاصةً عندما يلاحظ المشغلون اختلافًا طفيفًا في عمق ثني أجزاء مختلفة من قطعة العمل. في كثير من الحالات، لا يعود سبب المشكلة إلى خلل واحد، بل إلى عدة عوامل تعمل معًا. من واقع خبرتي، قد ينتج عدم انتظام عمق الثني عن عدم محاذاة الأدوات بشكل صحيح، أو اختلاف سماكة المادة، أو عدم دقة وضعية المقياس الخلفي، أو عدم استقرار الضغط الهيدروليكي. في هذه المقالة، سأشرح الأسباب الأكثر شيوعًا وراء هذه المشكلة، وأشارك طرقًا عملية لحل المشكلات تساعد على استعادة دقة الثني المتسقة ونتائج الإنتاج الموثوقة.
الأسباب الشائعة لـ مكابح الضغط عمق الانحناء غير متساوٍ
قبل إجراء أي تعديلات على الآلة، أبدأ دائمًا بتحديد السبب الجذري. عادةً ما ينتج عدم انتظام عمق الانحناء عن عوامل ميكانيكية أو هيدروليكية أو متعلقة بالإعداد.
تفاوت سماكة الصفائح المعدنية

من أبسط الأسباب التي يتم تجاهلها غالباً هو عدم انتظام سمك المادة. فإذا اختلف سمك الصفيحة المعدنية ولو قليلاً على طولها، سيتغير عمق الانحناء أثناء العملية.
عندما أواجه هذه الحالة، أقوم عادةً بقياس سُمك الصفيحة في نقاط متعددة باستخدام الميكرومتر. إذا كان هناك تباين ملحوظ، فإن مكبس الثني سيُنتج بطبيعة الحال زوايا وأعماق ثني غير متساوية.
لتقليل هذه المشكلة:
- استخدم أوراقًا من نفس الدفعة
- افحص سمك المادة قبل الإنتاج
- اضبط معلمات الانحناء إذا وُجد اختلاف
تُعد المواد الخام المتجانسة ضرورية للحفاظ على نتائج ثني موحدة.
عدم محاذاة الأدوات بشكل صحيح
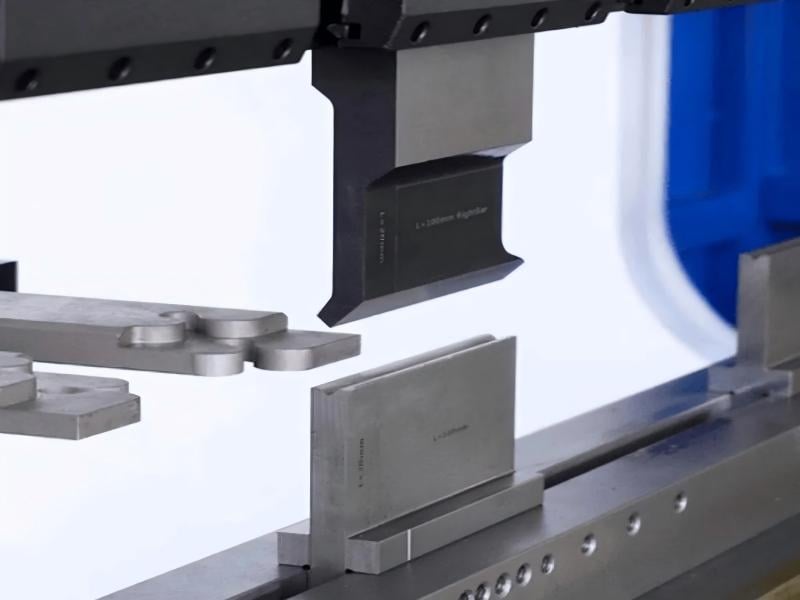
سبب آخر متكرر لـ عمق ثني مكبس الفرامل غير متساوٍ هناك خلل في محاذاة المثقب والقالب.
إذا لم تكن أدوات التشكيل متمركزة أو متوازية تمامًا، فسيتعرض أحد جانبي الصفيحة لقوة أكبر من الجانب الآخر. وينتج عن ذلك انحناء أعمق في أحد الجانبين وانحناء أقل عمقًا في الجانب الآخر.
عند تثبيت الأدوات، أقوم دائمًا بالتحقق مما يلي:
- التأكد من تثبيت المثقب والقالب بشكل صحيح
- هل أنظمة التثبيت تثبت الأدوات بإحكام؟
- ما إذا كان طول الأدوات يتناسب مع مساحة الانحناء
حتى أدنى انحراف في المحاذاة يمكن أن يؤثر بشكل كبير على دقة الانحناء.
العوامل الميكانيكية التي تؤثر على دقة عمق الانحناء
في بعض الحالات، تأتي المشكلة من الآلة نفسها وليس من المادة أو الأدوات.
عدم استقرار الضغط الهيدروليكي

تعتمد مكابس الثني الهيدروليكية على ضغط ثابت للتحكم في حركة المكبس. إذا تذبذب النظام الهيدروليكي، فقد لا يصل المكبس إلى العمق المبرمج بدقة.
تشمل الأعراض النموذجية ما يلي:
- اختلافات طفيفة في زاوية الانحناء
- حركة الكبش بطيئة أو غير منتظمة
- قراءات ضغط غير مستقرة
عند تشخيص هذه المشكلة، أقوم عادةً بفحص حالة زيت الهيدروليك، والفلاتر، وصمامات الضغط. الصيانة الدورية تمنع هذه المشاكل من التأثير على دقة الثني.
مشاكل التوازي في ذاكرة الوصول العشوائي
إذا لم يكن المكبس موازياً تماماً لطاولة العمل، فسوف ينخفض أحد جانبي الآلة قليلاً أثناء عملية الثني.
قد يحدث هذا بسبب:
- التآكل الميكانيكي
- معايرة غير صحيحة
- تشوه الإطار بمرور الوقت
لحل هذه المشكلة، أقوم بفحص التوازي في الآلة باستخدام أدوات قياس دقيقة وأضبط نظام التزامن وفقًا لذلك.
مشاكل المقياس الخلفي والبرمجة
عامل مهم آخر وراء عمق ثني مكبس الفرامل غير متساوٍ هو نظام القياس الخلفي.
أخطاء تحديد موضع المقياس الخلفي
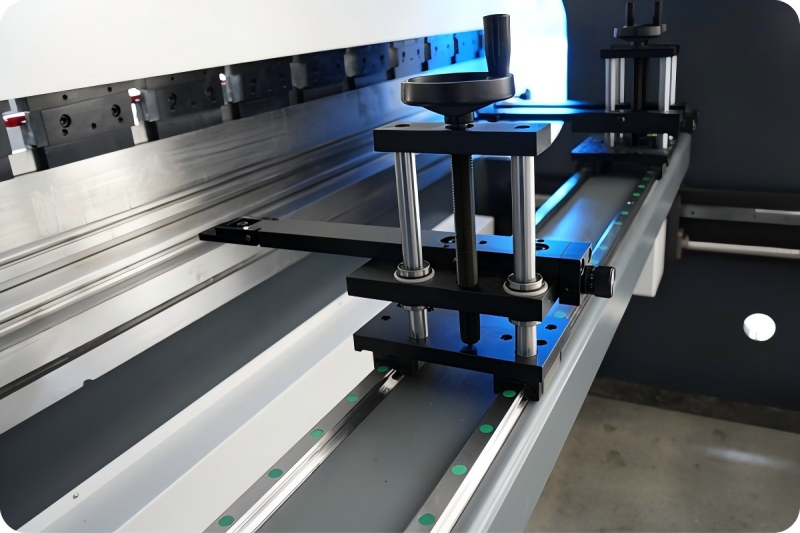
يحدد المقياس الخلفي الموضع الدقيق للورقة قبل ثنيها. إذا كان تحديد الموضع غير دقيق، فسوف ينزاح خط الثني قليلاً.
وهذا غالباً ما يؤدي إلى:
- انحناء غير متساوٍ على طول قطعة العمل
- أعماق انحناء مختلفة على الأجزاء المتكررة
ولحل هذه المشكلة، أقوم عادةً بإعادة معايرة نظام القياس الخلفي والتحقق من دقة تحديد الموضع.
إعدادات معلمات CNC غير صحيحة

تعتمد مكابس الثني الحديثة التي تعمل بنظام التحكم الرقمي الحاسوبي (CNC) بشكل كبير على معايير البرمجة مثل:
- عمق الانحناء
- سمك المادة
- أبعاد الأدوات
إذا كانت هذه القيم غير صحيحة، فلن تتمكن الآلة من التعويض بشكل صحيح أثناء الانحناء.
كلما لاحظت عدم انتظام عمق الانحناء، أقوم بمراجعة برنامج CNC والتأكد من أن المعلمات تتطابق مع المادة والأدوات الفعلية المستخدمة.
خطوات حل مشكلة عدم انتظام عمق الانحناء
عند تشخيص عدم انتظام عمق الانحناء، أتبع عادةً عملية فحص منظمة.
الخطوة الأولى: فحص اتساق المادة
أولاً، قم بقياس سمك الصفيحة في عدة نقاط. غالباً ما يكون عدم انتظام سمك المادة هو أسهل مشكلة يمكن تحديدها.
الخطوة الثانية: التحقق من تركيب الأدوات

بعد ذلك، تأكد من محاذاة المثقب والقالب بشكل صحيح وتثبيتهما بإحكام. فعدم المحاذاة غالباً ما يتسبب في تفاوت عمق الانحناء.
الخطوة 3: التحقق من دقة المقياس الخلفي
ثم أقوم باختبار وضعية المقياس الخلفي عن طريق إجراء بعض الانحناءات التجريبية والتحقق من إمكانية التكرار.
الخطوة الرابعة: فحص الأنظمة الهيدروليكية والميكانيكية
وأخيراً، أقوم بفحص استقرار الضغط الهيدروليكي، وتوازي المكبس، وظروف التشحيم.
باتباع هذه العملية خطوة بخطوة، يصبح من الأسهل بكثير تحديد السبب الحقيقي للمشكلة.
الأسئلة الشائعة
لماذا ينحني مكبس الثني الخاص بي بشكل أعمق على جانب واحد من الصفيحة؟
يحدث هذا عادةً عندما يكون محاذاة الأدوات أو توازي المكبس غير صحيح. غالبًا ما يؤدي فحص وتعديل إعداد الأدوات إلى حل المشكلة.
هل يمكن أن يؤثر سمك المادة على عمق الثني غير المتساوي في مكبس الفرامل؟
نعم. تؤثر الاختلافات في سمك الصفائح المعدنية بشكل مباشر على عمق الانحناء وتناسق الزاوية.
كيف يمكنني معايرة مكبس الثني لتصحيح عدم انتظام عمق الثني؟
ابدأ بالتحقق من توازي المكبس ومحاذاة الأدوات. ثم أعد معايرة المقياس الخلفي وتأكد من معايير الثني باستخدام الحاسوب.
هل تساعد الصيانة الوقائية في تجنب عدم انتظام عمق الانحناء؟
بالتأكيد. يساعد التشحيم المنتظم والفحص الهيدروليكي وفحوصات المحاذاة في الحفاظ على أداء انحناء مستقر.
خاتمة
يُعدّ عدم انتظام عمق الانحناء مشكلة شائعة في تصنيع الصفائح المعدنية، ولكن في معظم الحالات يمكن حلّها من خلال الفحص المنهجي وإعداد الماكينة بشكل صحيح. من واقع خبرتي،, مكابح الضغط عمق الانحناء غير متساوٍ عادة ما يرتبط ذلك بعدم اتساق المواد، أو عدم محاذاة الأدوات، أو عدم الاستقرار الهيدروليكي، أو أخطاء معايرة المقياس الخلفي.
من خلال فحص هذه العوامل خطوة بخطوة وصيانة مكبس الثني بانتظام، يمكنك تحسين دقة الثني واتساق الإنتاج بشكل ملحوظ. إذا استمرت نتائج الثني غير المتساوية أو كنت بحاجة إلى إرشادات احترافية حول معايرة الماكينة، فلا تتردد في الاتصال بفريقنا الفني للحصول على مزيد من الدعم أو الاطلاع على المزيد من وثائق مكابس الثني على موقعنا الإلكتروني.



