








إذا سبق لك أن واجهت صعوبة في ضبط زوايا الانحناء بشكل غير متناسق، فأنت تعرف بالفعل مدى الإحباط الذي يسببه ذلك. مكابح الضغط سبرينغباك قد يكون ذلك صحيحًا. لقد رأيت العديد من المشغلين يُعدّلون الزوايا مرارًا وتكرارًا دون فهم كامل لسبب ارتداد المادة بعد ثنيها. في الحقيقة، يُعدّ الارتداد سلوكًا فيزيائيًا طبيعيًا للمعادن، ولكن يمكننا التحكم في الارتداد المفرط. في هذا الدليل، سأشرح لكم طرقًا عملية ومُجرّبة في ورش العمل لتقليل ارتداد مكبس الثني، وتحسين دقة الثني، وتحقيق نتائج أكثر استقرارًا وقابلية للتكرار في الإنتاج اليومي.
ما الذي يسبب الإفراط؟ مكابح الضغط ارتداد؟
قبل حل المشكلة، أوصي دائمًا بفهم الأسباب الجذرية للارتداد المفرط في ثني الصفائح المعدنية.
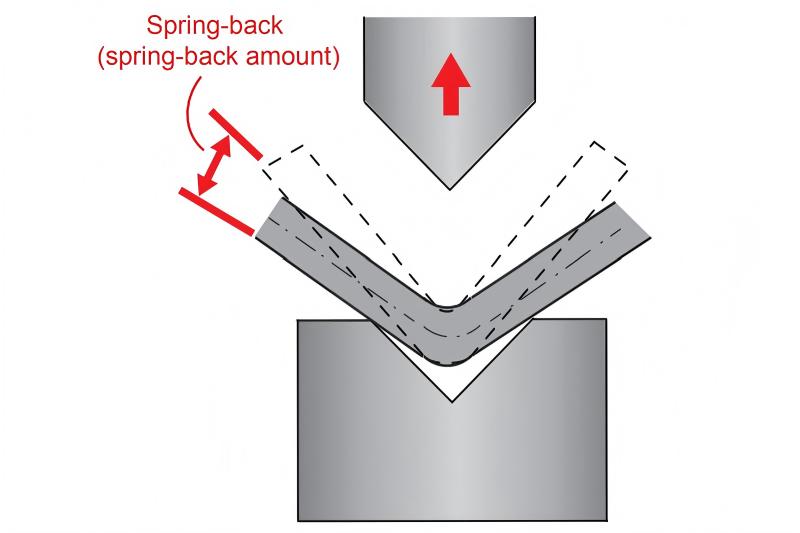
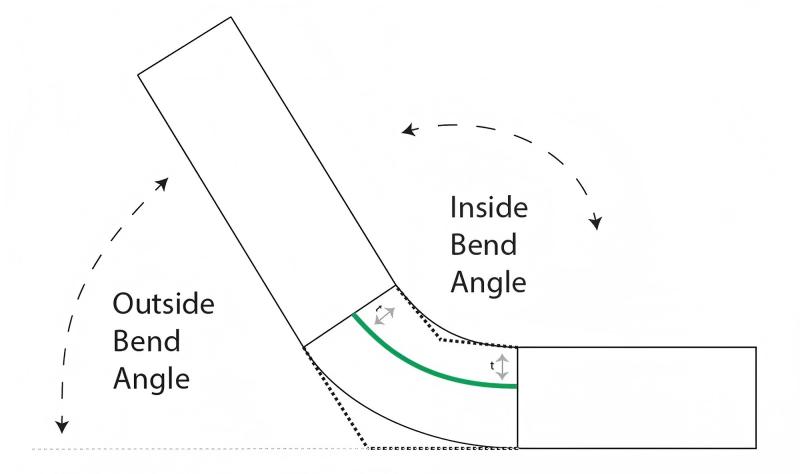
يحدث الارتداد المرن لأن المعدن يستعيد شكله المرن بعد زوال قوة الانحناء. وكلما زادت قوة المادة وزاد نصف قطر الانحناء، زاد تأثير الارتداد المرن.
تشمل العوامل الرئيسية ما يلي:
- مواد ذات قوة شد عالية (مثل الفولاذ المقاوم للصدأ أو الفولاذ عالي القوة)
- فتحات كبيرة على شكل حرف V
- قوة انحناء غير كافية
- اختيار نصف قطر ثقب غير صحيح
- برمجة الزاوية غير الصحيحة في أنظمة مكابس الثني CNC
بمجرد أن أحدد العامل المهيمن في وظيفة معينة، يمكنني تطبيق حلول محددة بدلاً من إجراء تصحيحات عشوائية للزوايا.
ضبط زاوية الانحناء الزائد في مكبس الثني CNC
إحدى أكثر الطرق المباشرة لتقليل ارتداد مكبس الفرامل هي الانحناء الزائد المتحكم فيه.
الخطوة 1: حساب قيمة الارتداد المتوقعة
Δθ=θi(【E−kσyE)Ri+KntRi+Knt−1】
أقوم أولاً بإجراء اختبار ثني باستخدام المادة والسمك الفعليين. بعد قياس الزاوية الفعلية باستخدام مقياس زاوية رقمي، أقارنها بالزاوية المبرمجة. الفرق بينهما يعطيني قيمة الارتداد.
على سبيل المثال، إذا قمت ببرمجة 90 درجة وحصلت على 92 درجة، فأنا أعلم أنني بحاجة إلى تعويض الانحناء الزائد بمقدار درجتين تقريبًا.
الخطوة الثانية: تطبيق تعويض الزاوية في وحدة التحكم
تتيح أنظمة التحكم الرقمي الحديثة، مثل نظام Delem، تصحيح الزاوية مباشرةً من خلال واجهة التحكم. وبدلاً من التعديل اليدوي في كل مرة، أقوم بإدخال قيمة التعويض في البرنامج لضمان إنتاج متسق.
تُعد هذه الطريقة فعالة بشكل خاص في الإنتاج على دفعات حيث تكون قابلية التكرار مهمة.
تحسين اختيار الأدوات لتقليل الارتداد
تلعب الأدوات دورًا حاسمًا في تقليل ارتداد مكبس الفرامل.
اختيار فتحة القالب V الصحيحة
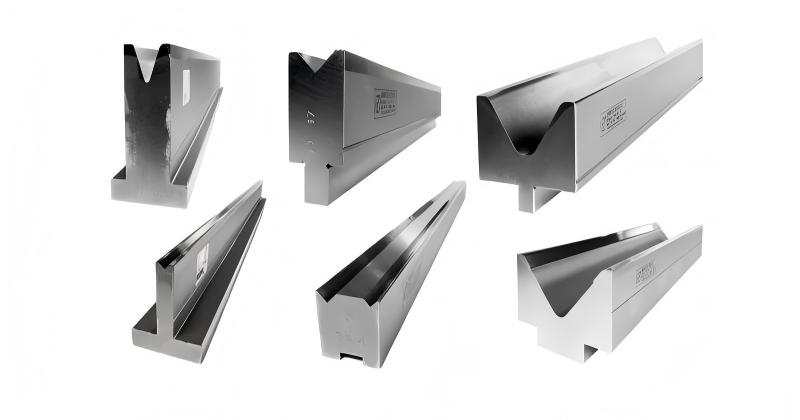
من الأخطاء الشائعة التي أراها استخدام فتحة قالب على شكل حرف V واسعة جدًا. فزيادة حجم الفتحة يزيد من نصف قطر الانحناء، مما يزيد من ارتداد القالب.
كقاعدة عامة:
- بالنسبة للفولاذ الطري، أستخدم عادةً فتحة على شكل حرف V تساوي 6-8 أضعاف سمك المادة.
- بالنسبة للفولاذ المقاوم للصدأ، أقوم بتقليل فتحة V قليلاً للتحكم في الاستعادة المرنة.
اختيار نصف قطر ثقب أصغر

يؤدي صغر نصف قطر رأس المثقب إلى زيادة التشوه اللدن وتقليل جزء الاستعادة المرنة للانحناء. ومع ذلك، يجب عليّ الموازنة بين ذلك وخطر التشقق، خاصة عند ثني المواد عالية المقاومة.
زيادة قوة الانحناء وتقنيات الوصول إلى القاع
هناك طريقة فعالة أخرى لتقليل ارتداد مكبس الفرامل المفرط وهي زيادة عمق الاختراق.
الانحناء الهوائي مقابل الانحناء السفلي
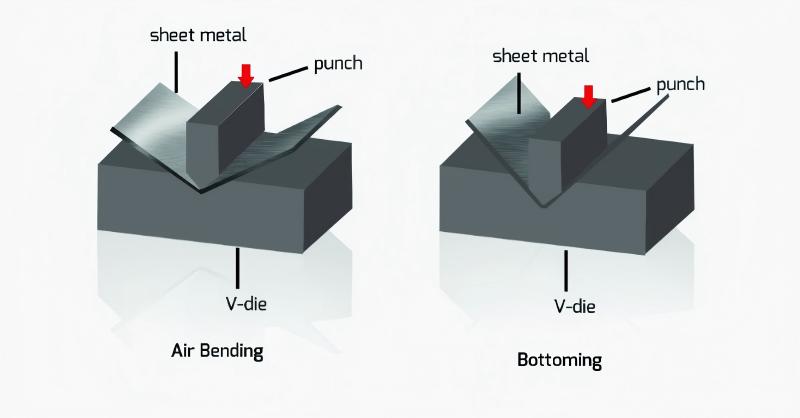
يؤدي ثني الهواء بشكل طبيعي إلى زيادة الارتداد لأن المادة لا تُدفع بالكامل داخل القالب.
إذا سمح التطبيق بذلك، أقوم أحيانًا بالتبديل إلى:
- القاع
- سك النقود
تُقلل عملية سك العملات، على وجه الخصوص، من ارتداد المادة بشكل ملحوظ لأن المادة تتشوه تشوهاً لدنياً يتجاوز حد مرونتها. ومع ذلك، فهي تتطلب قوة ضغط أعلى وقدرة مناسبة للآلة.
قبل تطبيق هذه الطريقة، أقوم دائمًا بالتحقق من حساب الحمولة باستخدام مخطط قوة الانحناء لتجنب تحميل الآلة فوق طاقتها.
اعتبارات المواد لتقليل الارتداد المرن في الصفائح المعدنية
تختلف المواد المختلفة في سلوكها أثناء الانحناء.
- الفولاذ المقاوم للصدأ 304: من 2 إلى 3 درجات
- الألومنيوم الخفيف: من 1.5 إلى 2 درجة
- الفولاذ المدلفن على البارد: من 0.75 إلى 1.0 درجة
- الفولاذ المدرفل على الساخن: من 0.5 إلى 1.0 درجة
- النحاس الأصفر والنحاس الأحمر: من 0.00 إلى 0.5 درجة
الفولاذ عالي القوة والفولاذ المقاوم للصدأ

تتميز هذه المواد بقوة خضوع أعلى، مما يزيد بشكل مباشر من ارتداد مكابس الفرامل.
عند ثني الفولاذ عالي القوة، أنا:
- تقليل فتحة قالب V
- زيادة التعويض عن الانحناء المفرط
- تأكد من وضع المقياس الخلفي بدقة
- قم بإجراء عدة اختبارات ثني قبل الإنتاج بكميات كبيرة
اتجاه الحبوب واتجاه التدحرج
أقوم أيضاً بفحص اتجاه ألياف المادة. فالانحناء عمودياً على اتجاه الدرفلة يمكن أن يقلل من التشققات ويحسن التجانس.
غالباً ما يتم تجاهل التحكم في المواد، ولكنه يؤثر بشكل كبير على دقة الانحناء النهائية.
معايرة الآلة ودقة المقياس الخلفي

حتى الأدوات والتعويضات المثالية لن تفيد إذا لم تتم معايرة الآلة نفسها بشكل صحيح.
التحقق من توازي ذاكرة الوصول العشوائي
إذا لم يكن المكبس موازياً للطاولة، فقد يُظهر أحد جانبي القطعة ارتداداً أكبر من الجانب الآخر. أتحقق بانتظام من التوازي باستخدام مقياس دقيق.
معايرة نظام المقياس الخلفي
عندما يكون موضع المقياس الخلفي غير دقيق، يتغير طول الشفة، مما يؤثر بشكل غير مباشر على ثبات زاوية الانحناء. لذا، فإن معرفة كيفية معايرة نظام المقياس الخلفي لمكبس الثني أمر ضروري لتقليل التباين.
تساهم الصيانة والمعايرة السليمة في تقليل أخطاء الانحناء التراكمية.
الأسئلة الشائعة
لماذا يكون ارتداد مكبس الفرامل أكثر حدة في الفولاذ المقاوم للصدأ؟
يتميز الفولاذ المقاوم للصدأ بقوة شد ومرونة أعلى مقارنة بالفولاذ الطري، مما ينتج عنه استعادة مرنة أكبر بعد الانحناء.
ما هي أفضل طريقة لتقليل ارتداد مكبس الفرامل دون تغيير الأدوات؟
الطريقة الأكثر عملية هي تطبيق تعويض الانحناء الزائد المتحكم به في وحدة التحكم CNC بعد قياس نتائج الاختبار.
هل زيادة الحمولة تقلل دائمًا من ارتداد المادة؟
ليس بالضرورة. زيادة عمق الاختراق مفيدة، لكن الضغط المفرط قد يُلحق الضرر بالأدوات. التحكم في قاع الحفر أو عملية السك أكثر فعالية.
كيف يمكنني حساب ارتداد الزنبرك بدقة؟
قم بإجراء اختبار ثني، وقم بقياس الزاوية النهائية باستخدام مقياس رقمي، وقارنها بالزاوية المبرمجة. الفرق هو قيمة التعويض.
خاتمة
لا مفر من ارتداد مكبس الثني، ولكن يمكن التحكم في الارتداد المفرط. من خلال فهم خصائص المواد، واختيار الأدوات المناسبة، وتطبيق تعويض دقيق للثني الزائد، وضمان معايرة الماكينة، يمكنني تحسين دقة الثني واتساق الإنتاج بشكل ملحوظ.
إذا كنت تواجه زوايا ثني غير مستقرة أو شكاوى تتعلق بالجودة، فابدأ بتحليل عوامل الارتداد بدلاً من تعديل البرامج بشكل عشوائي. للحصول على إرشادات احترافية حول اختيار الأدوات، أو حساب الحمولة، أو إعدادات تعويض التحكم الرقمي بالحاسوب (CNC)، تواصل مع فريقنا الفني. نحن على أتم الاستعداد لمساعدتك في تحقيق نتائج ثني مستقرة وعالية الدقة.



