








Die Temperaturregelung an Rohrbiegemaschinen ist oft der entscheidende Faktor für ungleichmäßige Biegequalität, wie z. B. Winkelabweichungen, sich ändernde Radien oder unerwartete Oberflächenfehler. Treten diese Probleme mit der Zeit auf, liegt die Ursache in der Regel nicht an Werkzeugen oder der Programmierung, sondern an unkontrollierten Temperaturschwankungen innerhalb der Maschine. Ein optimales Temperaturmanagement beeinflusst die Biegegenauigkeit, die Wiederholgenauigkeit und die Gesamtstabilität der Maschine direkt. Ohne es kann selbst eine gut kalibrierte CNC-Rohrbiegemaschine instabile Ergebnisse liefern. In diesem Artikel erkläre ich, wie die Temperatur die Biegequalität beeinflusst, welche Bauteile am empfindlichsten auf Temperaturschwankungen reagieren und wie eine effektive Temperaturregelung die Biegekonsistenz und die Produktqualität deutlich verbessern kann.
Wie Rohrbieger Die Temperaturkonstanz beeinflusst die Biegegenauigkeit
Wärmeausdehnung und Dimensionsänderungen
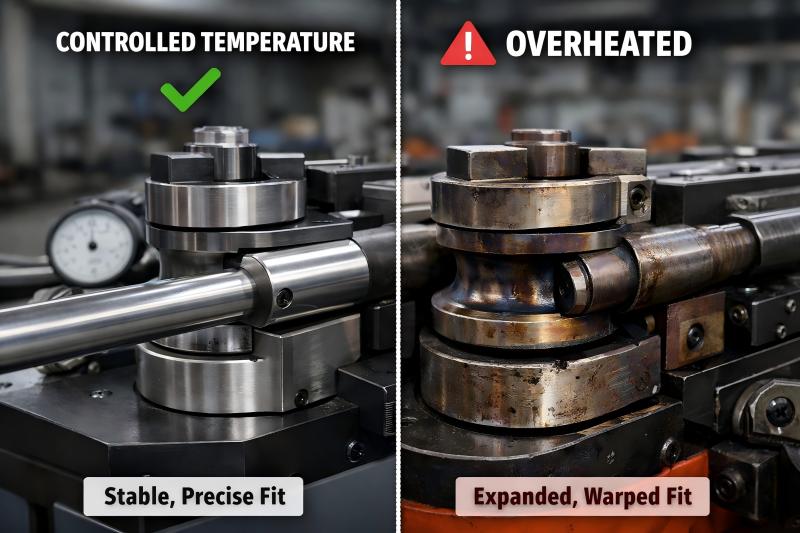
Metallische Bauteile in einer Rohrbiegemaschine dehnen sich bei steigenden Temperaturen aus und ziehen sich bei sinkenden Temperaturen zusammen. Dies betrifft Maschinenrahmen, Biegearme, Dorne und Werkzeughalter. Selbst geringfügige Maßänderungen durch Temperaturschwankungen können Biegewinkel und Mittellinienradien verändern. Durch eine sachgemäße Temperaturregelung der Rohrbiegemaschine werden diese thermischen Effekte in einem vorhersehbaren Rahmen gehalten, sodass die Maschine während der gesamten Produktion eine gleichbleibende Geometrie beibehält.
Auswirkungen auf die Wiederholbarkeit bei langen Produktionsläufen
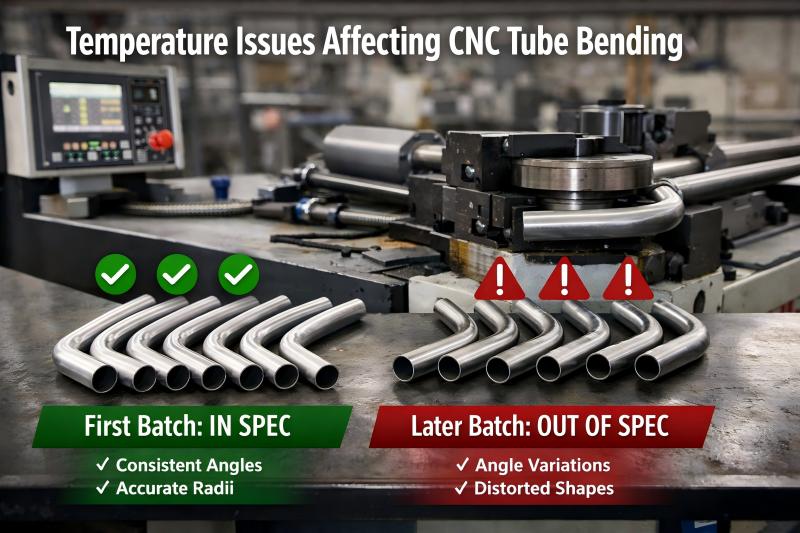
Bei längeren Biegezyklen entsteht in mechanischen und hydraulischen Bauteilen allmählich Wärme. Ohne Temperaturkontrolle kann die erste Teilecharge die Toleranz erfüllen, während spätere Teile außerhalb der Spezifikation liegen. Ich habe dies häufig bei der Rohrbiegeproduktion in großen Stückzahlen beobachtet. Die Aufrechterhaltung stabiler Betriebstemperaturen gewährleistet, dass jede Biegung – vom ersten bis zum letzten Rohr – den gleichen Qualitätsstandard erfüllt.
Temperatur des Hydrauliksystems und Biegequalität
Wie die Temperatur des Hydrauliköls die Druckstabilität beeinflusst

Die Viskosität von Hydrauliköl ändert sich mit der Temperatur. Bei zu hoher Temperatur wird das Öl dünnflüssiger, was zu Druckschwankungen und einer verzögerten Systemreaktion führt. Dies beeinträchtigt direkt die Klemmkraft, die Biegegeschwindigkeit und die Positioniergenauigkeit. Eine effektive Temperaturregelung der Rohrbiegemaschine hält das Hydrauliköl im empfohlenen Bereich und gewährleistet so einen stabilen Druck und einen gleichmäßigen Biegevorgang.
Überhitzungsschutz bei hydraulischen Rohrbiegemaschinen
Überhitzung entsteht häufig durch verstopfte Ölkühler, verunreinigtes Öl oder übermäßigen Dauerbetrieb. Die regelmäßige Inspektion der Ölkühler, die Überwachung der Öltemperatursensoren und der Austausch von verbrauchtem Öl sind daher unerlässlich. Durch die Vermeidung von Überhitzung bleibt die Biegekraft konstant, was die Winkelgenauigkeit und die Oberflächengüte direkt verbessert.
Servomotoren und elektrische Bauteile unter Temperaturbelastung
Empfindlichkeit des Servosystems gegenüber Temperaturschwankungen
Moderne CNC-Rohrbiegemaschinen sind für die präzise Positionierung stark auf Servomotoren und -antriebe angewiesen. Übermäßige Hitze kann die Servoeffizienz beeinträchtigen, Alarme auslösen oder Positionierfehler verursachen. Die korrekte Temperaturregelung der Rohrbiegemaschine trägt zur Belüftung der Schaltschränke bei und verhindert thermische Überlastung, wodurch eine stabile Achsensteuerung während des Biegevorgangs gewährleistet wird.
Bewährte Verfahren zur Kühlung von Schaltschränken
Staubablagerungen, verstopfte Lüfter oder unzureichende Luftzirkulation können zu Wärmestau in Schaltschränken führen. Ich empfehle daher stets die regelmäßige Reinigung der Filter, die Überprüfung der Lüfter und die Sicherstellung ausreichender Abstände um die Schaltschränke herum. Eine stabile Temperatur der Elektronik gewährleistet eine zuverlässigere Bewegungssteuerung und weniger ungeplante Produktionsausfälle.

Umgebungstemperatur und Werkstattbedingungen
Wie die Fabrikumgebung die Biegequalität beeinflusst
Schwankungen der Umgebungstemperatur zwischen den Jahreszeiten können die Ergebnisse beim Rohrbiegen beeinflussen. Kalte Umgebungen können zur Verdickung des Hydrauliköls führen, während heiße Werkstätten die Wärmeausdehnung beschleunigen. Die Temperaturwartung von Rohrbiegemaschinen sollte daher die Anpassung der Aufwärmverfahren und Maschineneinstellungen an die Umgebungsbedingungen umfassen, um ganzjährig gleichbleibende Biegeergebnisse zu gewährleisten.
Aufwärmübungen für gleichbleibende Ergebnisse
Ein ordnungsgemäßer Aufwärmzyklus ermöglicht es der Maschine, vor Produktionsbeginn eine stabile Betriebstemperatur zu erreichen. Dieser Schritt wird oft vernachlässigt, verbessert aber die Biegegenauigkeit deutlich. Erste Testbiegungen nach dem Aufwärmen bestätigen, dass temperaturbedingte Abweichungen minimiert werden.
Werkzeugtemperatur und Oberflächenqualität
Wärmeübertragung zwischen Werkzeugen und Rohren
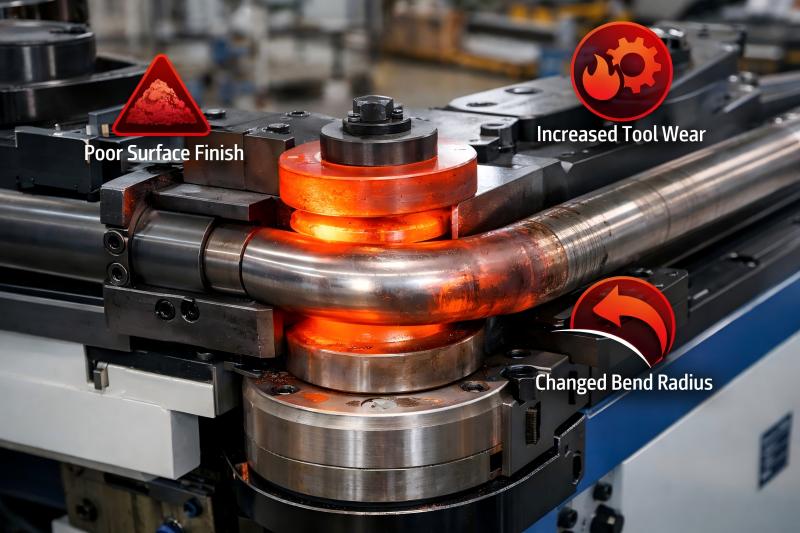
Beim kontinuierlichen Biegen nimmt das Werkzeug durch Reibung und Verformung Wärme auf. Eine zu hohe Werkzeugtemperatur kann die Oberflächengüte beeinträchtigen, den Verschleiß erhöhen und die Biegeradien verändern. Die Überwachung des Werkzeugzustands und gegebenenfalls die Durchführung von Kühlintervallen sind wichtige Bestandteile einer effektiven Temperaturkontrolle an Rohrbiegemaschinen.
Reduzierung des Werkzeugverschleißes durch Temperaturkontrolle
Durch die Einhaltung angemessener Werkzeugtemperaturen wird die Lebensdauer von Matrize und Dorn verlängert. Richtige Schmierung, korrekte Biegegeschwindigkeiten und regelmäßige Kühlpausen tragen zu einer besseren Oberflächenqualität und längeren Werkzeuglebensdauer bei.
Praktische Tipps zur Temperaturkontrolle an Rohrbiegemaschinen
Tägliche Temperaturüberwachung

Ich empfehle den Bedienern stets, zu Beginn jeder Schicht die Hydrauliköltemperatur, den Zustand der Servomotoren und den Luftstrom im Schaltschrank zu überprüfen. Die frühzeitige Erkennung von Temperaturabweichungen verhindert Qualitätsprobleme, bevor diese an den fertigen Teilen auftreten.
Planmäßige Inspektionen des Kühlsystems
Lüfter, Ölkühler und Wärmetauscher sollten regelmäßig überprüft werden. Eine kleine Verstopfung oder ein Lüfterausfall kann, wenn er nicht behoben wird, schnell zu Problemen mit der Biegegenauigkeit führen.
Datenprotokollierung und Trendanalyse
Moderne CNC-Rohrbiegemaschinen unterstützen häufig die Temperaturüberwachung über das Steuerungssystem. Die Auswertung der Temperaturprotokolle hilft, Muster zu erkennen und Wartungsintervalle zu optimieren, um eine gleichbleibende Biegequalität zu gewährleisten.
FAQs
Wie beeinflusst die Temperaturregelung an Rohrbiegemaschinen die Genauigkeit des Biegewinkels?
Durch die Stabilisierung der Temperaturen werden thermische Ausdehnung und Schwankungen des Hydraulikdrucks verhindert, wodurch die Maschine während der gesamten Produktion gleichbleibende Biegewinkel beibehält.
Was ist die ideale Hydrauliköltemperatur für Rohrbiegemaschinen?
Die genauen Werte hängen vom Maschinenmodell ab, aber die meisten Rohrbiegemaschinen arbeiten am besten, wenn das Hydrauliköl innerhalb des vom Hersteller empfohlenen Temperaturbereichs bleibt und übermäßige Hitze oder Kaltstarts vermieden werden.
Wie oft sollten temperaturabhängige Bauteile überprüft werden?
Die grundlegenden Temperaturkontrollen sollten täglich durchgeführt werden, während Kühlsysteme und Ölzustand gemäß Wartungsplan oder Betriebsstunden überprüft werden sollten.
Können mangelhafte Temperaturregelung an Rohrbiegemaschinen Oberflächenfehler verursachen?
Ja. Überhitzte Werkzeuge und instabile Biegekräfte können zu Oberflächenkratzern, Verformungsspuren und ungleichmäßigen Oberflächenbeschaffenheiten an gebogenen Rohren führen.
Abschluss
Rohrbiegetemperatur Wartung Die Temperatur hat direkten Einfluss auf Biegegenauigkeit, Wiederholgenauigkeit, Oberflächenqualität und Maschinenzuverlässigkeit. Durch die Kontrolle der Hydrauliköltemperatur, den Schutz der Servosysteme, die Steuerung der Umgebungsbedingungen und die Überwachung der Werkzeugwärme erzielen Sie eine gleichbleibende Biegequalität in jeder Produktionscharge. Um die Biegepräzision zu verbessern, Ausschuss zu reduzieren und die Maschinenlebensdauer zu verlängern, sollte die Temperaturkontrolle ein zentraler Bestandteil Ihrer Wartungsstrategie sein. Für weitere Informationen zur Wartung von Rohrbiegemaschinen oder zur Besprechung optimierter Lösungen für Ihre Produktionsanforderungen kontaktieren Sie gerne das HARSLE-Team oder nutzen Sie unsere Dokumentation.



