








Instrucciones sobre cómo utilizar una máquina plegadora de chapa metálica

Usar correctamente una plegadora de chapa metálica es esencial para lograr plegados precisos, garantizar la seguridad del operador y prolongar la vida útil de la máquina. Tanto si es principiante como si necesita un repaso, esta guía le ofrece una descripción general paso a paso sobre cómo operar una plegadora de chapa metálica manual o hidráulica de forma eficaz y segura.
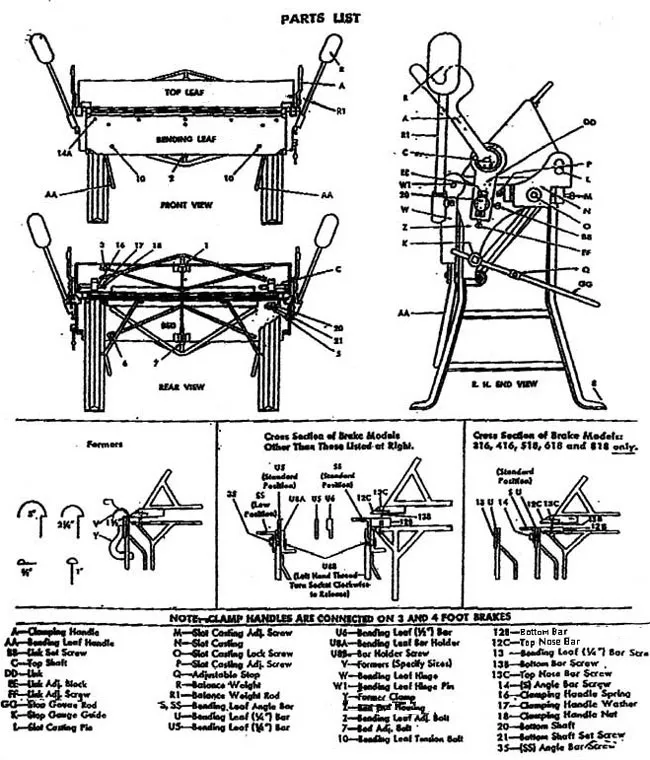
Cómo configurar una máquina plegadora de chapa metálica

Aquí te explicamos cómo usar y ajustar un freno de chapaTambién explicamos cómo hacer una caja o sartén de chapa metálica. También es posible doblar y aplanar un dobladillo, formar un radio y doblar en zigzag. El procedimiento estándar para hacer un doblez simple en chapa metálica a mano... máquina de freno es como sigue:
1. Inserte la chapa metálica debajo de la barra de sujeción.
2. Ajuste la leva del mango de sujeción al espesor del metal.
3. Mida y coloque el borde de la chapa metálica a la distancia correcta paralela a la barra de sujeción.
4. Baje las manijas de sujeción en cada extremo para sujetar el metal en su lugar.
5. Coloque la varilla de tope para detener el faldón curvo en el ángulo que desee (normalmente 90 grados).
5. Doble las rodillas y levante las 2 manijas debajo del delantal hasta que la varilla de tope detenga el delantal.
6. Baje lentamente el faldón. Suelte las manijas de sujeción.
Vea a continuación más información sobre cómo doblar una caja o sartén. Otro uso común de la máquina es el dobladillo. Comience doblando el metal a 135 grados y luego aplane el dobladillo contra la parte superior de la barra de sujeción, usando el faldón hasta el fondo. Si la chapa es muy delgada, puede aplanar el dobladillo debajo de la barra de sujeción.
Aunque el fabricante original probablemente tomó precauciones para que los ajustes del freno de mano se ajustaran correctamente a la mayoría de las piezas metálicas, a veces, tras la manipulación y el transporte, o tras años de uso, pueden requerir algún ajuste. Las instrucciones que se muestran aquí se escribieron originalmente para una máquina de freno de mano Chicago, pero la mayoría de los demás frenos de mano son una copia de su famoso diseño y, por lo tanto, son similares.
Sin embargo, tenga en cuenta que las copias suelen carecer de ciertas pequeñas características y geometría que han hecho superior al diseño de Chicago desde 1899. Nota: La capacidad de las máquinas de freno de mano para doblar chapa metálica normalmente se limita a calibre 12 (0,105″ = 2,7 mm) en los modelos de servicio pesado y a calibre 16 (0,06″ = 1,5 mm) en los modelos de servicio ligero. Las máquinas de 10 pies se limitan a calibre 14 y las de 12 pies a calibre 18. Algunas copias fabricadas en China pueden tener menor capacidad debido a su construcción más económica.

Para revisar su máquina, compruebe que el freno esté nivelado con el suelo, de modo que la hoja superior no se deslice hacia adelante al sujetarla. Si la hoja superior se desliza hacia adelante al sujetarla primero, compruebe el apriete del tornillo de fijación (P) y del tornillo de cabeza (O). Si esto no soluciona el deslizamiento, coloque una cuña debajo de la parte trasera de la pata, en el lado que se desliza. Acerque la cuña hasta que desaparezca el deslizamiento y luego reemplácela con un bloque permanente de la altura correcta.
Revise la hoja de flexión y compruebe que el borde esté (1/64″) por debajo del borde de la base cuando esté en posición baja. Este borde debe estar (1/64″) por debajo del borde de la base en los extremos y (1/32″) más bajo en el centro. Los extremos de la hoja de flexión se pueden bajar apretando el tornillo de fijación (J). Para subir los extremos de la hoja de flexión, apriete el tornillo de fijación (H). Para bajar la hoja de flexión en el centro, apriete el perno del tensor (7). Para subir la hoja de flexión en el centro, apriete el perno del tensor (2).
Si la lámina se dobla más en un extremo que en el otro, vuelva a colocar la lámina superior en el extremo donde se dobló demasiado. Esto se hace aflojando el tornillo de tapa (O) y ajustando el ajuste con los tornillos de fijación (P) y (M).
La hoja doblada puede arquearse en el centro después de usarla. Esto se puede corregir rápidamente apretando ambos pernos (10) hasta que el centro quede recto.
El ajuste para sujetar diferentes espesores de metal se realiza aflojando el tornillo de fijación (BB) que sujeta el bloque de unión (EE) y ajustando el tornillo de fijación (FF) hasta obtener la presión deseada al sujetar el espesor del metal a doblar. Una vez realizado este ajuste, apriete el tornillo de fijación (BB).
Coloque la hoja superior hacia atrás en el borde de doblado con un grosor dos veces mayor que el del metal para doblar dentro de cuatro galgas de capacidad. Avance proporcionalmente con material más ligero si desea curvas más cerradas. Este ajuste se realiza aflojando el tornillo de cabeza (O) y ajustando los tornillos de fijación (M) y (P), según sea necesario. Es importante apretar el tornillo de cabeza (O) después de que la mordaza superior esté en su punto correcto.
La mayoría de las máquinas plegadoras de mano están diseñadas para un ancho mínimo de brida de 1″ (25 mm) en material de capacidad. La máquina se puede usar para doblado de capacidad solo cuando la barra angular (s-ss) está colocada en la posición estándar.
Cuando se utiliza la barra (U-6) de 1/2″, la capacidad de la máquina se reduce en cuatro calibres. Esto significa que una máquina con capacidad de calibre 12 se convierte en una máquina con capacidad de calibre 16 y una máquina con capacidad de calibre 14 en una máquina con capacidad de calibre 18. Al utilizar esta barra (U-6), la barra angular (SS) debe estar en la posición baja. Al utilizar la barra (U-5) de 1/4″, la capacidad de la prensa se reduce en siete calibres y la barra angular (SS) debe estar en la posición baja.
La hoja de doblado y la barra angular tienen orificios para fijarla en la posición baja y realizar dobleces estrechos. (U-5) La barra de 1/4″ solo debe usarse para doblar bridas inversas estrechas en materiales con un peso no inferior a siete calibres por debajo de la capacidad de la máquina. Las capacidades nominales, según el grosor de los bordes de la hoja de doblado, se aplican a todos los tamaños.
Las piezas cortas de material deben doblarse en el centro de la prensa plegadora. Esto compensa la tensión. Sin embargo, estas máquinas no funcionan como una prensa plegadora y, por lo tanto, no están diseñadas para doblar piezas estrechas de metal extra grueso, ya que esto generaría una carga concentrada en la barra de sujeción y la bancada de la máquina, lo que podría dañarla.
Nunca se doble contra las costuras a menos que la máquina esté configurada para sujetar el espesor múltiple completo de la costura y la hoja superior esté colocada hacia atrás para dejar espacio libre para el espesor múltiple completo.
Los contrapesos (R) se pueden subir o bajar para contrarrestar adecuadamente la hoja doblada.
Este tope ajustable (GG) permite regular el ángulo de plegado al realizar trabajos duplicados. Este ajuste se realiza con el tope marcado (Q).
*Los formadores (V), que se muestran a continuación, se fijan a la máquina como se muestra en el dibujo, con el lado libre de 1/2″ contra la hoja de doblado. Estas abrazaderas de fricción (Y) se colocan en su posición y se golpean ligeramente con un mazo. Esto crea suficiente fricción para sujetar los formadores. Para retirar la abrazadera, golpee hacia arriba o gire. Los formadores están disponibles en tamaños de media caña: 3″, 2 1/4″, 1 6/8″, 1″ y 5/8″. Se pueden realizar pliegues rectos en varias láminas y, posteriormente, doblar las curvas en los formadores. La amplia abertura de la mordaza permite que las láminas pasen sobre los formadores.
*Nota: Los formadores no son equipo estándar.
Al formar cornisas u otras secciones de perímetro ancho, es recomendable comenzar un doblez justo en el centro o hacer una curvatura en el borde opuesto al doblez realizado inicialmente para igualar las pandeos de la chapa. Esto se debe a que las chapas no son perfectamente planas y, si un borde se deja pandeado mientras el otro se endereza mediante la prensa, los dobleces realizados posteriormente en la parte pandeada enderezarán esta pandeo y, en consecuencia, desalinearán el primer doblez.
La manija izquierda para doblar puede usarse en dos posiciones. La posición estándar se muestra en la vista frontal. Al retirar el perno (15), la manija puede desplazarse a una posición exterior para que, al formar láminas anchas, la lámina no estorbe al operador.
Engrase ocasionalmente las piezas en funcionamiento.
Ajustes operativos
Ajuste del espesor del metal:
La holgura para las curvas se obtiene desplazando la lámina superior hacia atrás en el borde de doblado. Si el material a doblar está dentro de cuatro calibres de la capacidad, desplace la lámina superior hacia atrás el doble de su espesor. Con materiales más ligeros, desplace la lámina superior proporcionalmente hacia adelante si desea curvas más pronunciadas.
1. Afloje ligeramente las manijas (J).
2. Ajuste la hoja superior con las manijas de ajuste superiores (N). La presión de sujeción de los eslabones (M) se modifica ajustando las tuercas (O/P).
Curvas duplicadas:
El calibre de tope ajustable (R) se puede colocar en cualquier punto de la varilla (S) por medio del perno de bloqueo (T) para limitar el grado de curvatura y repetir el ángulo de curvatura deseado.
Contrapeso:
El contrapeso (L) se puede subir o bajar en la varilla (K) para contrarrestar adecuadamente la hoja plegable.
Ajuste de sobreflexión:
Si la hoja se dobla más de un lado que del otro, vuelva a colocar la hoja superior en el extremo donde la hoja se dobla demasiado.
1. Afloje ligeramente las manijas (J) del lado que está demasiado doblado.
2. Ajuste la hoja superior con el ajuste superior en el lado que está demasiado doblado.
3. Vuelva a sujetar la manija (J).
Ajustes de las hojas superiores rastreras:
¿Debe la hoja superior avanzar hacia adelante al sujetar el material?
1. Compruebe que los juegos de frenos estén nivelados en el suelo.
2. Verifique el conjunto de pernos de ajuste (25) para asegurarse de que los collares de los tornillos de ajuste superiores estén bloqueados en su posición de modo que los tornillos no se puedan mover hacia atrás y hacia atrás en los soportes: el hombro delantero de los tornillos y la cara de los collares deben estar ajustados contra los soportes con un espacio libre mínimo.
3. Si el movimiento continúa, coloque una cuña debajo de la parte trasera de la pata (A) en el extremo que se desplaza hasta detenerse. Reemplace la cuña con un bloque permanente de la altura correcta.
Capacidad:
La capacidad de flexión del freno está determinada por el espesor del borde de flexión proporcionado por las barras de flexión de la hoja (W/X/Z) cuando se montan en la hoja.
1. La barra angular (X) permite la brida mínima nominal completa de 1″ en el material de capacidad.
El inserto de bate de 2.1/2″ con barra angular en la posición BAJA reduce la capacidad de los cuatro calibres de freno.
3. La barra de inserción de 1/4″ y la barra angular en la posición BAJA reducen la capacidad de los siete calibres de freno.
Curvas estrechas desplazadas:
Retire la barra angular (X) y la barra de inserción (W): utilice la barra de inserción de 1/4″ (Z).

Cómo hacer una forma de caja o sartén:
Vea los diagramas arriba y abajo. Asegúrese de que las mordazas formen un borde de flexión recto en las barras frontales (V).
1. Primero, dibuja la forma de tu caja en una lámina metálica. Quizás puedas probarla primero en cartón.
2. Corte o haga muescas en las 4 esquinas de la chapa que no utilizará.
3.Dobla los primeros 2 lados opuestos de tu caja a 90 grados.
4. Retire los 2 dedos que impiden doblar el tercer y cuarto lado de la caja.
5. Coloque los dedos (39) en la hoja superior parcialmente abierta con los tornillos (36) y los pernos de la barra de sujeción de la nariz (U) sueltos.
6. Con la barra angular (X) montada en la hoja, levante la hoja doblada (1) usando su presión para alinear las barras frontales (vea las líneas de puntos en el boceto opuesto).
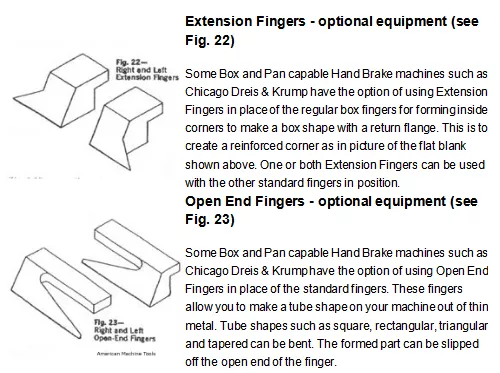
7. Si utiliza nuestros dedos de extensión opcionales, puede hacer una caja reforzada que sea más rígida.
8. Apriete los tornillos y los pernos de la barra de sujeción después de asegurarse de que los espacios entre los dedos sean uniformes.
9. Doble un lado a la vez usando la varilla de tope configurada para una curva de 90 grados.
10.Suelde las 4 esquinas de su caja.

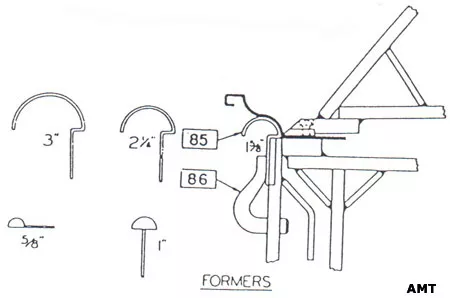
Formadoras de radio (ver imagen de arriba) – equipo opcional
Algunas máquinas plegadoras de mano compatibles con cajas y bandejas, como Chicago Dreis & Krump, ofrecen la opción de usar moldes o formadores (85) disponibles en radios de media caña de 5/8″, 1″, 1 5/8″ y 3 pulgadas. Estos están diseñados para aplicar un radio a cobre o chapa metálica muy delgada, como la de calibre 26 (0,018″ = 0,5 mm). Son ideales para formar molduras arquitectónicas y canaletas de estilo antiguo. La mayoría de las máquinas plegadoras de mano no tienen esta opción. Esta opción está disponible al comprar una plegadora de mano Chicago Dreis & Krump.
Fijar a la máquina freno mediante abrazaderas formadoras (86):
1. Coloque el lado libre de 1/2″ del formador contra la hoja doblada como se muestra en el dibujo.
2. Coloque las abrazaderas del formador y golpéelas suavemente con un mazo. Esto crea suficiente fricción para sujetar los formadores.
3. Para quitar las abrazaderas anteriores, golpee hacia arriba o gire.
Se pueden realizar pliegues rectos en varias láminas y curvas posteriormente en los moldes. La amplia abertura de la parte superior permite que estas láminas semiformadas pasen por encima de los moldes.
Precauciones:
Doble trozos cortos de material en el centro del freno para igualar la tensión.
Nunca se doble contra las costuras a menos que los enlaces (M) estén ajustados para sujetar el espesor múltiple completo de la costura; y la hoja superior esté colocada hacia atrás para dejar espacio libre para el mismo espesor múltiple completo.
Tenga siempre montadas en la hoja la barra angular (X) y la barra de inserción (W) al hacer curvas de capacidad.
Al formar secciones de gran circunferencia como cornisas para igualar las pandeos en la chapa:
1. Comience a doblar cerca del centro de la hoja, o,
2. Haga una torcedura en el extremo opuesto de la hoja desde el doblez inicial.
Las láminas no siempre son perfectamente planas y una curvatura dejada en un extremo mientras se endereza el otro sujetándolo en el freno hará que la primera curva se desalinee cuando, a su vez, se enderece.
Utilice siempre material con bordes cortados a escuadra: los bordes enrollados harán que el material se doble.
Nunca uses el freno para doblar las varillas, ya que esto abollará la barra frontal. La abolladura quedará como una marca al doblar metales delgados o blandos.
Ajuste siempre las diferencias de calibre; especialmente, nunca fuerce la abrazadera superior sobre un material más pesado que el que soportan los eslabones y la abrazadera superior, utilizando extensiones de tubo o mangos de sujeción para hacer palanca. Si fuerza el mango de sujeción, podría romperse y su reemplazo es costoso.
Lubricación:
Lubrique ocasionalmente con aceite SAE-30 (especificación gubernamental MIL-O-6081B) donde lo indica el símbolo [L], excepto en la silla superior (26), cavidades con grasa (MIL-L-7870).
Conclusión
Si sigue estos pasos y prácticas recomendadas, podrá hacerlo con confianza. Utilice una máquina plegadora de chapa metálica Para lograr plegados precisos y repetibles. Ya sea que opere una unidad manual o hidráulica, comprender su máquina y realizarle mantenimiento periódico le garantizará un rendimiento seguro, eficiente y duradero. Para obtener asesoramiento profesional o explorar la gama completa de prensas plegadoras de HARSLE, no dude en contactarnos en cualquier momento.