








Instructions d'utilisation d'une plieuse à tôle

Utiliser correctement une plieuse de tôle est essentiel pour obtenir des pliages précis, garantir la sécurité de l'opérateur et prolonger la durée de vie de la machine. Que vous soyez débutant ou que vous ayez besoin de vous rafraîchir la mémoire, ce guide vous explique étape par étape comment utiliser une plieuse de tôle manuelle ou hydraulique de manière efficace et sûre.
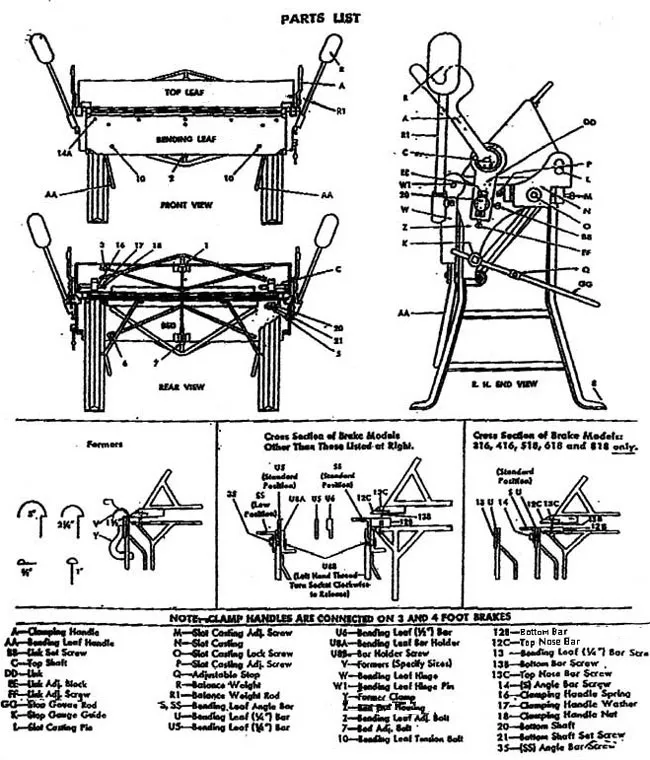
Comment configurer une machine de pliage de tôle

Nous expliquons ici comment utiliser et ajuster un frein à tôleNous expliquons également comment fabriquer une boîte ou un bac en tôle. Il est également possible de plier et d'aplatir un ourlet, de former un rayon et de plier en zigzag. La procédure standard pour réaliser un pliage simple en tôle à la main machine à freiner est comme suit :
1. Insérez la tôle sous la barre de serrage.
2. Ajustez la came de la poignée de serrage en fonction de l'épaisseur du métal.
3. Mesurez et positionnez le bord de la tôle à la bonne distance parallèlement à la barre de serrage.
4. Abaissez les poignées de serrage à chaque extrémité pour fixer le métal en place.
5. Réglez la tige d'arrêt pour arrêter le tablier courbé à l'angle souhaité (généralement 90 degrés).
5. Pliez les genoux et soulevez les 2 poignées sous le tablier jusqu'à ce que la tige d'arrêt arrête le tablier.
6. Redescendez lentement le tablier. Relâchez les poignées de serrage.
Voir ci-dessous pour plus d'informations sur le pliage d'une boîte ou d'un plateau. La machine est également fréquemment utilisée pour l'ourlage. Commencez par plier la tôle à 135 degrés, puis aplatissez un ourlet contre le haut de la barre de serrage en appuyant le tablier contre celle-ci. Si la tôle est très fine, vous pouvez également aplatir l'ourlet sous la barre de serrage.
Bien que le fabricant d'origine ait probablement pris des précautions pour que les réglages du frein à main soient adaptés à la plupart des pièces métalliques, il arrive qu'après manipulation et transport, ou après des années d'utilisation, certains ajustements soient nécessaires. Les instructions présentées ici ont été initialement rédigées pour une machine à frein à main Chicago, mais la plupart des autres freins à main sont des copies de leur célèbre modèle et sont donc similaires.
Français Mais sachez que les copies manquent généralement de certaines petites caractéristiques et de la géométrie qui ont rendu la conception de Chicago supérieure depuis 1899. Veuillez noter : La capacité des machines de pliage à main pour plier la tôle est normalement limitée à une épaisseur de métal de calibre 12 (0,105″ = 2,7 mm) sur les modèles lourds et de calibre 16 (0,06″ = 1,5 mm) sur les modèles légers. Les machines de 10 pieds sont limitées à un calibre 14 et les machines d'une capacité de 12 pieds sont limitées à un calibre 18. Certaines copies fabriquées en Chine peuvent avoir une capacité inférieure en raison d'une construction moins chère.

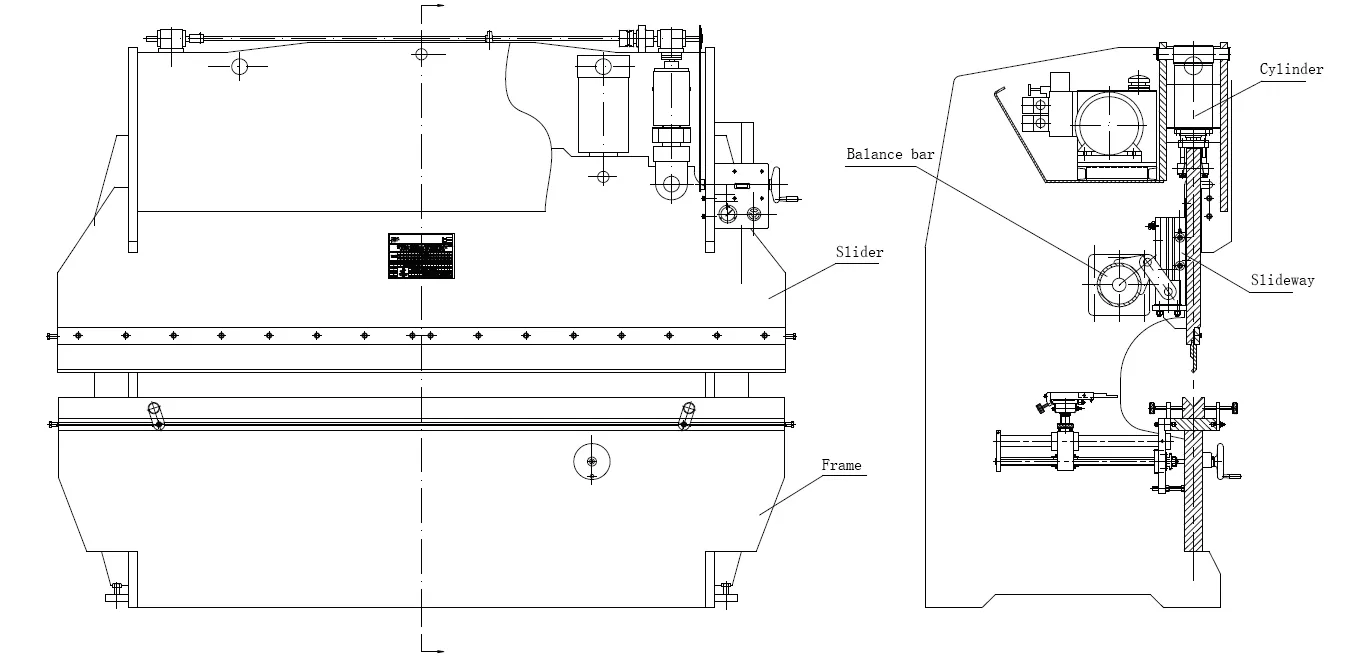
Pour vérifier votre machine, assurez-vous que le frein est bien à niveau sur le sol, afin que le tablier supérieur ne glisse pas vers l'avant lors du serrage. Si le tablier supérieur glisse vers l'avant lors du serrage, vérifiez d'abord le serrage de la vis de pression (P) et de la vis à tête cylindrique (O). Si cela ne résout pas le problème, placez une cale sous l'arrière du pied, du côté glissant. Rentrez la cale jusqu'à ce que le glissement soit éliminé, puis remplacez-la par une cale permanente de hauteur appropriée.
Vérifiez que le bord de la lame de cintrage est (1/64″) en dessous du bord du banc lorsqu'elle est abaissée. Ce bord doit être (1/64″) en dessous du bord du banc aux extrémités et (1/32″) plus bas au centre. Les extrémités de la lame de cintrage peuvent être abaissées en serrant la vis de réglage (J). Pour relever les extrémités de la lame de cintrage, serrez la vis de réglage (H). Pour abaisser la lame de cintrage au centre, serrez le boulon de la tige de renfort (7). Pour relever la lame de cintrage au centre, serrez le boulon de la tige de renfort (2).
Si la tôle est plus courbée d'un côté que de l'autre, replacez la tôle supérieure à l'endroit où elle est trop courbée. Pour ce faire, desserrez la vis à tête cylindrique (O) et réglez la position à l'aide des vis de réglage (P) et (M).
La lame pliée peut se courber au centre après utilisation. Pour redresser rapidement ce problème, serrez les deux boulons (10) jusqu'à ce que le centre soit aligné.
Le réglage du serrage pour différentes épaisseurs de métal s'effectue en desserrant la vis de réglage (BB) qui maintient le bloc de liaison (EE) et en ajustant la vis de réglage (FF) jusqu'à obtenir la pression souhaitée, lors du serrage de l'épaisseur de métal à cintrer. Une fois ce réglage effectué, resserrez la vis de réglage (BB).
Repositionnez la lame supérieure sur le bord de pliage, soit deux fois l'épaisseur du métal, pour un pliage dans les quatre calibres. Avancez proportionnellement sur des matériaux plus légers pour des pliages plus prononcés. Ce réglage s'effectue en desserrant la vis d'assemblage (O) et en ajustant les vis de réglage (M) et (P), selon les besoins. Il est important de resserrer la vis d'assemblage (O) une fois la mâchoire supérieure réglée à sa position correcte.
La plupart des machines de pliage à main sont conçues pour une bride d'une largeur minimale de 1″ (25 mm) sur un matériau de capacité. La machine peut être utilisée pour le pliage de capacité uniquement lorsque la barre d'angle (s-ss) est en place dans la position standard.
Lorsque la barre (U-6) de 1/2″ est en place, la capacité de la machine est réduite de quatre calibres. Ainsi, une machine de calibre 12 devient une machine de calibre 16 et une machine de calibre 14 devient une machine de calibre 18. Lorsque cette barre (U-6) est utilisée, la cornière (SS) doit être réglée en position basse. Lorsque la barre (U-5) de 1/4″ est utilisée, la capacité du frein est réduite de sept calibres et la cornière (SS) doit être réglée en position basse.
Des trous sont prévus dans la lame de cintrage et dans la cornière pour fixer cette dernière en position basse afin de réaliser des pliages décalés étroits. La barre de 6,35 mm (U-5) ne doit être utilisée que pour cintrer des ailes inversées étroites sur des matériaux dont le poids ne dépasse pas sept calibres de moins que la capacité de la machine. Les capacités nominales selon l'épaisseur des bords de la lame de cintrage s'appliquent à toutes les tailles.
Les pièces courtes doivent être pliées au centre de la plieuse, ce qui permet d'équilibrer les contraintes. Cependant, ces machines ne fonctionnent pas comme une presse plieuse et ne sont donc pas conçues pour plier des pièces étroites de métal très épais, car cela entraînerait une charge concentrée sur la barre de serrage et le bâti de la machine, ce qui pourrait endommager votre machine.
Ne jamais plier contre les coutures à moins que la machine ne soit réglée pour serrer toute l'épaisseur multiple de la couture et que la feuille supérieure soit reculée pour permettre le dégagement de toute l'épaisseur multiple.
Les poids d'équilibrage (R) peuvent être relevés ou abaissés pour contrebalancer correctement la flexion de la feuille.
Cette butée réglable (GG) permet de régler l'angle de pliage lors de travaux en double. Ce réglage s'effectue avec la butée marquée (Q).
*Les gabarits (V), illustrés ci-dessous, sont fixés à la machine comme indiqué sur le schéma, le côté à dégagement de 1/2″ contre la tôle à cintrer. Ces pinces à friction (Y) sont mises en place et légèrement frappées avec un maillet. Cela crée une friction suffisante pour maintenir les gabarits. Pour retirer la pince, tapez vers le haut ou tournez. Les gabarits sont disponibles en demi-ronds : 3″, 2 1/4″, 1 6/8″, 1″ et 5/8″. Des pliages carrés peuvent être réalisés sur plusieurs tôles, puis les courbes cintrées sur les gabarits. La large ouverture de la mâchoire permet le passage des tôles sur les gabarits.
*Remarque : les gabarits ne sont pas des équipements standard.
Lors de la formation de corniches ou d'autres sections de large circonférence, il est conseillé de commencer un pli au centre ou de réaliser un pli sur le bord opposé au premier pli afin d'égaliser les déformations de la tôle. En effet, les tôles ne sont pas parfaitement planes et si un bord est laissé déformé tandis que l'autre bord est redressé par serrage dans le frein, les plis réalisés ultérieurement sur la partie déformée redresseront cette déformation et, par conséquent, déformeront le premier pli.
La poignée gauche de pliage peut être utilisée dans deux positions. La position standard est illustrée sur la vue de face. En retirant le boulon (15), la poignée peut être déplacée vers l'extérieur afin que, lors du formage de feuilles larges, celles-ci ne gênent pas l'opérateur.
Huiler les pièces mobiles de temps en temps.
Ajustements opérationnels
Réglage de l'épaisseur du métal :
Le jeu pour les pliages est obtenu en reculant la lame supérieure au niveau du bord de pliage. Si le matériau à plier est à moins de quatre jauges de la capacité, reculez la lame supérieure d'une épaisseur deux fois supérieure à celle du matériau. Pour un matériau plus léger, avancez la lame supérieure proportionnellement pour des pliages plus serrés.
1. Desserrez légèrement les poignées (J).
2. Réglez le tablier supérieur à l'aide des poignées de réglage supérieures (N). La pression de serrage des maillons (M) est modifiée en ajustant les écrous (O/P).
Courbes en double :
La jauge d'arrêt réglable (R) peut être positionnée à n'importe quel point sur la tige (S) au moyen du boulon de verrouillage (T) pour limiter le degré de courbure afin de répéter l'angle de courbure souhaité.
Contrepoids:
Le contrepoids (L) peut être levé ou abaissé sur la tige (K) pour contrebalancer correctement la feuille de pliage.
Réglage de la flexion excessive :
Si la feuille se plie davantage d'un côté que de l'autre, replacez la feuille supérieure à l'extrémité où la feuille est trop pliée.
1. Desserrez légèrement les poignées (J) du côté qui se plie trop.
2. Ajustez la feuille supérieure avec le réglage supérieur sur le côté qui est trop courbé.
3. Resserrez la poignée (J).
Réglages des feuilles supérieures rampantes :
La feuille supérieure doit-elle être orientée vers l'avant lors du serrage du matériau :
1. Vérifiez que les freins sont à niveau sur le sol.
2. Vérifiez l'ensemble des boulons de réglage (25) pour vous assurer que les colliers de vis de réglage supérieurs sont verrouillés en position afin que les vis ne puissent pas se déplacer d'avant en arrière dans les selles - l'épaulement avant des vis et la face des colliers doivent être bien ajustés contre les selles avec un jeu minimum.
3. Si le glissement persiste, calez l'extrémité du pied (A) à l'arrière jusqu'à l'arrêt. Remplacez la cale par un bloc permanent de hauteur adéquate.
Capacité:
La capacité de pliage du frein est déterminée par l'épaisseur du bord de pliage fourni par les barres de pliage (W/X/Z) lorsqu'elles sont montées sur la feuille.
1. La barre d'angle (X) permet d'atteindre la capacité nominale minimale de 1 po de la bride sur le matériau.
2. L'insert de batte de 1/2 po avec la barre d'angle en position BASSE réduit la capacité de freinage de quatre jauges.
3. La barre d'insertion 1/4″ et la barre d'angle en position BASSE réduisent la capacité des sept jauges de frein.
Courbes décalées étroites :
Retirez la barre d’angle (X) et la barre d’insertion (W) – utilisez la barre d’insertion de 1/4″ (Z).

Comment faire une forme de boîte ou de casserole :
Voir les schémas ci-dessus et ci-dessous. Assurez-vous que les mâchoires forment un bord de pliage droit au niveau des barres de nez (V).
1. Tracez d'abord la forme de votre boîte sur une feuille de métal. Essayez peut-être d'abord sur du carton.
2. Coupez ou entaillez les 4 coins de la tôle que vous n'utiliserez pas.
3. Pliez les 2 premiers côtés opposés de votre boîte à 90 degrés.
4. Retirez les 2 doigts qui vous empêchent de plier les côtés de votre 3e et 4e boîte.
5. Placez les doigts (39) dans la feuille supérieure partiellement ouverte avec les vis (36) et les boulons de la barre de serrage du nez (U) desserrés.
6. Avec la barre d'angle (X) montée sur la feuille, soulevez la feuille de pliage (1) en utilisant sa pression pour aligner les barres de nez (voir les lignes pointillées dans le croquis ci-contre).
7. Si vous utilisez nos doigts d'extension en option, vous pouvez fabriquer une boîte renforcée qui est extra rigide.
8. Serrez les vis et les boulons de la barre de serrage après vous être assuré que les espaces entre les doigts sont réguliers.
9. Pliez un côté à la fois en utilisant la tige de butée prévue pour un pliage à 90 degrés.
10.Soudez les 4 coins de votre boîte.

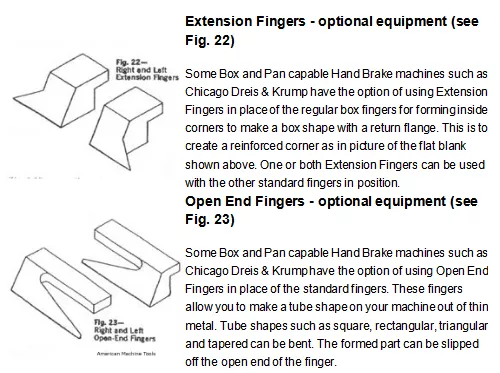
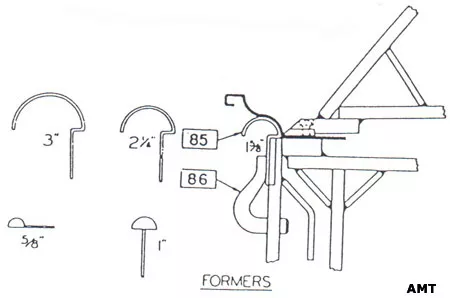
Formeurs de rayon (voir photo ci-dessus) – équipement optionnel
Certaines presses à main compatibles Box and Pan, comme Chicago Dreis & Krump, permettent d'utiliser des moules ou des formes (85) disponibles en demi-ronds de 5/8″, 1″, 1 5/8″ et 3″ de rayon. Ces formes sont conçues pour arrondir du cuivre ou des tôles très fines, comme celles de calibre 26 (0,018″ = 0,5 mm). Elles sont idéales pour le formage de moulures architecturales et de gouttières de style ancien. La plupart des presses à main ne proposent pas cette option. Cette option est disponible à l'achat d'une presse à main Chicago Dreis & Krump.
Fixer à la machine de freinage au moyen des pinces de formage (86) :
1. Placez le côté de dégagement de 1/2″ du formeur contre la feuille de pliage comme indiqué sur le croquis.
2. Positionnez les pinces de formage et frappez légèrement avec un maillet. Cela crée une friction suffisante pour maintenir les formages.
3. Pour retirer les anciennes pinces, appuyez vers le haut ou tournez.
Des pliages carrés peuvent être réalisés sur plusieurs tôles, puis des courbes peuvent être cintrées sur des formeurs. La large ouverture de la partie supérieure permet le passage de ces tôles semi-formées sur les formeurs.
Précautions :
Pliez de courts morceaux de matériau au centre du frein pour égaliser la tension.
Ne jamais plier contre les coutures à moins que les liens (M) ne soient réglés pour serrer toute l'épaisseur multiple de la couture ; et que la feuille supérieure soit reculée pour permettre le dégagement de la même épaisseur multiple complète.
Ayez toujours la barre d'angle (X) et la barre d'insertion (W) montées sur la feuille lorsque vous réalisez des coudes de capacité.
Lors de la formation de sections de large circonférence telles que des corniches pour égaliser les boucles dans la feuille :
1. Commencez à plier près du centre de la feuille, ou,
2. Faites un pli à l'extrémité opposée de la feuille à partir du pli de la première fois.
Les tôles ne sont pas toujours parfaitement planes et une boucle laissée à une extrémité tandis que l'autre est redressée par serrage dans le frein, fera dévier le premier pli de l'alignement lorsqu'il sera à son tour redressé.
Utilisez toujours un matériau avec des bords coupés en carré : les bords roulés provoqueront une courbure du matériau.
N'utilisez jamais de frein pour plier les tiges : cela risquerait de créer une empreinte sur la barre avant. Cette empreinte apparaîtra sous forme de marque lorsque vous plierez du métal fin ou tendre.
Ajustez toujours les écarts de calibre ; surtout, ne serrez jamais la partie supérieure de force sur un matériau plus lourd que celui pour lequel les maillons et la partie supérieure sont réglés, en utilisant les poignées de serrage des rallonges de tuyau pour faire levier. Forcer sur la poignée de serrage peut la casser et son remplacement est coûteux.
Lubrification:
Lubrifiez occasionnellement avec de l'huile SAE-30 (spécification gouvernementale MIL-O-6081B) là où indiqué par le symbole [L], sauf pour la selle supérieure (26), cavités avec de la graisse (MIL-L-7870).
Conclusion
En suivant ces étapes et ces bonnes pratiques, vous pouvez en toute confiance utiliser une machine de pliage de tôle Pour obtenir des pliages précis et reproductibles. Que vous utilisiez une presse manuelle ou hydraulique, une bonne compréhension de votre machine et un entretien régulier garantissent des performances sûres, efficaces et durables. Pour des conseils professionnels ou pour découvrir la gamme complète de presses plieuses HARSLE, n'hésitez pas à nous contacter.