








Instrukcja obsługi maszyny do gięcia blachy

Prawidłowe użytkowanie zaginarki do blachy jest niezbędne do uzyskania precyzyjnych gięcia, zapewnienia bezpieczeństwa operatora i wydłużenia żywotności maszyny. Niezależnie od tego, czy jesteś początkującym, czy potrzebujesz przypomnienia, ten przewodnik krok po kroku przedstawia, jak obsługiwać ręczną lub hydrauliczną zaginarkę do blachy skutecznie i bezpiecznie.
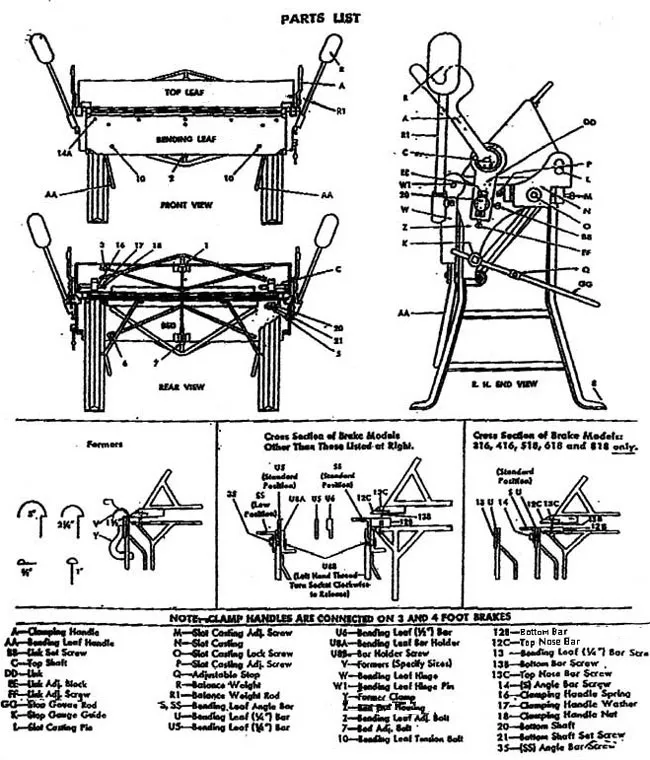
Jak skonfigurować giętarkę do blachy

W tym artykule wyjaśniamy, jak używać i dostosowywać zaginarka do blachyWyjaśniamy również, jak wykonać skrzynkę lub miskę z blachy. Możliwe jest również gięcie i spłaszczanie krawędzi, formowanie promienia oraz gięcie zygzakiem. Standardowa procedura wykonywania prostego gięcia blachy ręcznie maszyna hamulcowa przedstawia się następująco:
1. Włóż blachę pod belkę zaciskową.
2. Wyreguluj krzywkę uchwytu zaciskowego odpowiednio do grubości metalu.
3. Zmierz i umieść krawędź blachy w odpowiedniej odległości równolegle do listwy zaciskowej.
4. Pociągnij uchwyty zaciskowe na każdym końcu, aby zamocować metal na miejscu.
5. Ustaw pręt oporowy tak, aby zatrzymać fartuch pod żądanym kątem (zwykle 90 stopni).
5. Zegnij kolana i unieś 2 uchwyty znajdujące się pod fartuchem, aż pręt zatrzymujący zatrzyma fartuch.
6. Powoli opuść fartuch. Puść uchwyty zaciskowe.
Poniżej znajdziesz więcej informacji o tym, jak wygiąć kształt pudełka lub blachy. Innym powszechnym zastosowaniem maszyny jest zaginanie krawędzi. Zacznij od zagięcia blachy pod kątem 135 stopni, a następnie spłaszcz krawędź do górnej krawędzi listwy zaciskowej, dociskając fartuch do końca. Jeśli blacha jest bardzo cienka, możesz zamiast tego spłaszczyć krawędź pod listwą zaciskową.
Chociaż pierwotny producent prawdopodobnie zadbał o to, aby regulacja hamulca ręcznego była prawidłowa w przypadku większości elementów metalowych, czasami po transporcie i obsłudze lub latach użytkowania może ona wymagać pewnych regulacji. Przedstawione tutaj instrukcje zostały pierwotnie napisane dla maszyny Chicago Hand Brake, ale większość innych hamulców ręcznych jest kopią ich słynnej konstrukcji i dlatego są podobne.
Należy jednak pamiętać, że kopie zazwyczaj nie posiadają pewnych drobnych cech i geometrii, które czyniły projekt Chicago lepszym od 1899 roku. Uwaga: wydajność gięcia blachy przez maszyny z hamulcem ręcznym jest zazwyczaj ograniczona do grubości blachy 12 (0,105 cala = 2,7 mm) w modelach o dużej wytrzymałości i do grubości blachy 16 (0,06 cala = 1,5 mm) w modelach o małej wytrzymałości. Maszyny o długości 10 stóp (3 m) są ograniczone do grubości blachy 14, a maszyny o długości 12 stóp (3 m) do grubości blachy 18. Niektóre chińskie kopie mogą mieć mniejszą wydajność ze względu na tańszą konstrukcję.

Aby sprawdzić maszynę, upewnij się, że hamulec jest ustawiony poziomo na podłodze, tak aby górne skrzydło nie przesuwało się do przodu podczas zaciskania. Jeśli górne skrzydło przesuwa się do przodu podczas zaciskania, sprawdź dokręcenie śruby regulacyjnej (P) i śruby z łbem walcowym (O). Jeśli to nie rozwiąże problemu przesuwania się, umieść klin pod tylną częścią nogi, po stronie, która przesuwa się. Wsuwaj klin, aż do wyeliminowania przesuwania się, a następnie zastąp go trwałym klockiem o odpowiedniej wysokości.
Sprawdź listwę gnącą i upewnij się, że jej krawędź znajduje się (1/64 cala) poniżej krawędzi podstawy, gdy listwa gnąca jest w pozycji dolnej. Krawędź ta powinna znajdować się (1/64 cala) poniżej krawędzi podstawy na końcach i (1/32 cala) niżej w środku. Końce listwy gnącej można obniżyć, dokręcając śrubę dociskową (J). Aby podnieść końce listwy gnącej, dokręć śrubę dociskową (H). Aby obniżyć listwę gnącą w środku, dokręć śrubę pręta regulacyjnego (7). Aby podnieść listwę gnącą w środku, dokręć śrubę pręta regulacyjnego (2).
Jeśli blacha wygina się bardziej na jednym końcu niż na drugim, należy ustawić górny arkusz z powrotem na końcu, na którym blacha jest wygięta zbyt mocno. W tym celu należy poluzować śrubę imbusową (O) i wyregulować ustawienie za pomocą śrub nastawczych (P) i (M).
Zgięte skrzydło może wygiąć się w środku po użyciu. Można to szybko wyprostować, dokręcając obie śruby (10), aż środek będzie prosty.
Regulacja zaciskania blach o różnej grubości odbywa się poprzez poluzowanie śruby regulacyjnej (BB) mocującej blok łącznika (EE) i regulację śruby regulacyjnej (FF) do uzyskania pożądanej siły nacisku podczas zaciskania blachy o różnej grubości przeznaczonej do gięcia. Po wykonaniu tej regulacji należy dokręcić śrubę regulacyjną (BB).
Aby uzyskać gięcie w zakresie czterech grubości, ustaw górny arkusz z powrotem do krawędzi gięcia, równej dwukrotności grubości metalu. W przypadku lżejszego materiału, jeśli wymagane są ostrzejsze gięcia, przesuń go proporcjonalnie do grubości blachy. Regulację tę wykonuje się poprzez poluzowanie śruby imbusowej (O) oraz śrub regulacyjnych (M) i (P), w razie potrzeby. Ważne jest, aby dokręcić śrubę imbusową (O) po ustawieniu górnej szczęki w prawidłowym położeniu.
Większość maszyn z hamulcem ręcznym jest przystosowana do materiału o minimalnej szerokości kołnierza 1″ (25 mm). Maszyna może być używana do gięcia o określonej wydajności tylko wtedy, gdy kątownik (s-ss) jest umieszczony w standardowej pozycji.
Po zamontowaniu krawędzi gnącej (U-6) o średnicy 1/2 cala, wydajność maszyny zmniejsza się o cztery rozmiary. Oznacza to, że maszyna o średnicy 12 staje się maszyną o średnicy 16, a maszyna o średnicy 14 – maszyną o średnicy 18. Podczas stosowania tej krawędzi (U-6), kątownik (SS) musi być ustawiony w pozycji dolnej. Podczas stosowania krawędzi gnącej (U-5) o średnicy 1/4 cala, wydajność hamulca zmniejsza się o siedem rozmiarów, a kątownik (SS) powinien być ustawiony w pozycji dolnej.
W blasze gnącej i kątowniku znajdują się otwory do zamocowania kątownika w pozycji dolnej, co umożliwia wykonywanie wąskich gięciach z przesunięciem. Pręt U-5 o średnicy 1/4 cala (1/4 cala) nie powinien być używany do niczego innego niż gięcie wąskich kołnierzy odwrotnych na materiale o grubości nie mniejszej niż siedem grubości (G) niż wydajność maszyny. Wartości wydajności zależne od grubości krawędzi blaszki gnącej dotyczą wszystkich rozmiarów.
Krótkie kawałki materiału należy zginać w środkowej części prasy krawędziowej. To wyrównuje naprężenia. Jednak maszyny te nie działają jak prasa krawędziowa i dlatego nie są przeznaczone do gięcia wąskich elementów o bardzo dużej grubości, ponieważ powodowałoby to skoncentrowane obciążenie belki zaciskowej i stołu maszyny, co mogłoby uszkodzić maszynę.
Nigdy nie zginaj materiału w kierunku szwów, chyba że maszyna jest ustawiona na zaciskanie całej grubości szwu, a górna warstwa jest cofnięta w celu zapewnienia luzu na całej grubości szwu.
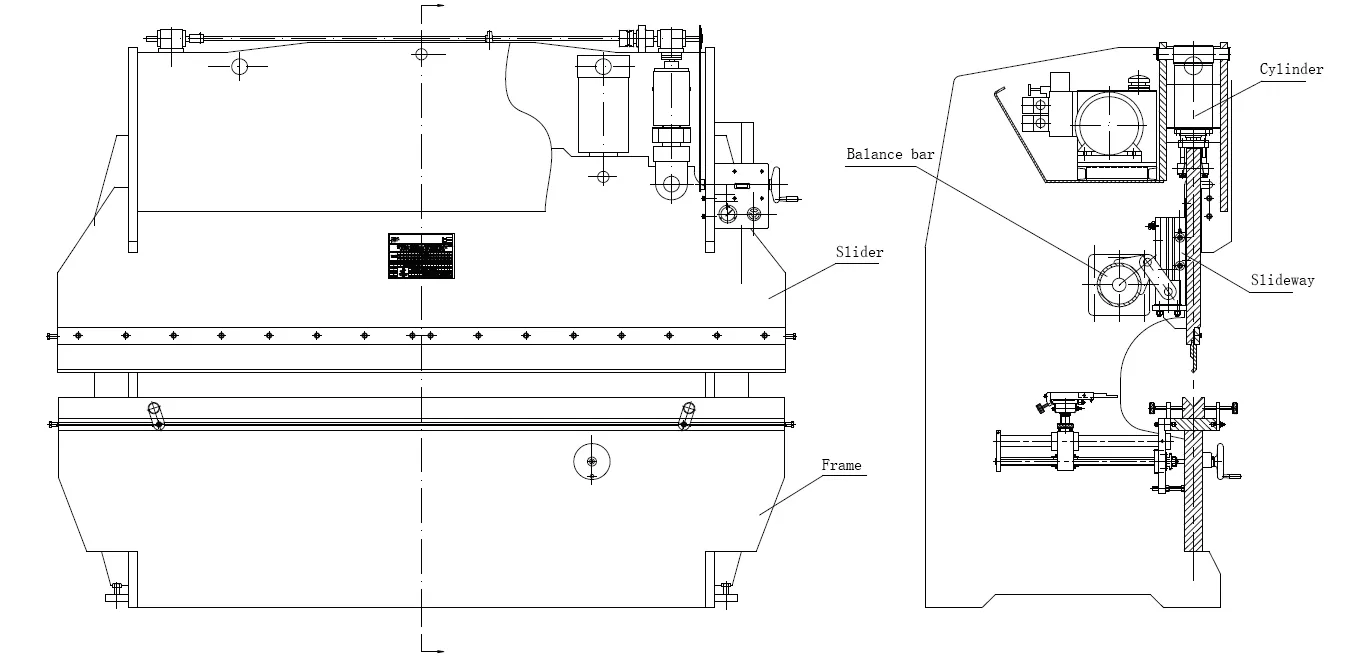
Ciężarki wyważające (R) można podnosić lub opuszczać, aby właściwie zrównoważyć zginający się liść.
Ten regulowany ogranicznik (GG) służy do regulacji kąta gięcia podczas wykonywania prac dublowanych. Regulację tę przeprowadza się za pomocą ogranicznika oznaczonego (Q).
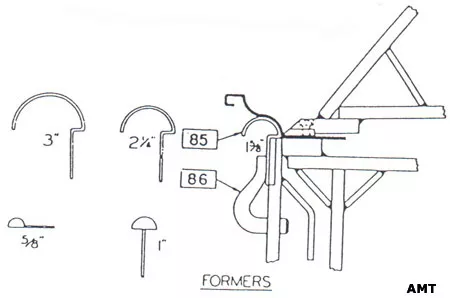
*Formularze (V) pokazane poniżej są przymocowane do maszyny, jak pokazano na szkicu, stroną z odstępem 1/2″ skierowaną do arkusza gnącego. Zaciski cierne (Y) są umieszczane w odpowiedniej pozycji i lekko uderzane młotkiem. Powoduje to powstanie wystarczającego tarcia, aby utrzymać foremniki. Aby zdjąć zacisk, uderzaj w górę lub obracaj. Formy są dostępne w rozmiarach półokrągłych: 3″, 2 1/4″, 1 6/8″, 1″ i 5/8″. Można wykonać zagięcia kwadratowe na wielu arkuszach, a następnie wygiąć krzywe na formierkach. Szerokie otwarcie szczęk umożliwia przesuwanie arkuszy nad formierkami.
*Uwaga: Wzorniki nie są standardowym wyposażeniem.
Podczas formowania gzymsów lub innych odcinków o szerokim obwodzie, zaleca się rozpoczęcie gięcia dokładnie na środku lub wykonanie zagięcia na przeciwległej krawędzi względem pierwszego gięcia, aby wyrównać zagięcia w płachcie. Wynika to z faktu, że płachty nie są idealnie płaskie i jeśli jedna krawędź pozostanie zagięta, a druga zostanie wyprostowana poprzez zaciśnięcie w hamulcu, późniejsze zagięcia w części zagiętej wyprostują tę zagięcie, a w konsekwencji zagięcia pierwszego zagięcia.
Lewy uchwyt do gięcia można ustawić w dwóch pozycjach. Pozycja standardowa jest pokazana na widoku z przodu. Po wyjęciu śruby (15) uchwyt można przesunąć na zewnątrz, aby podczas formowania szerokich arkuszy nie przeszkadzał operatorowi.
Okazjonalnie smaruj części robocze.
Korekty operacyjne
Dostosowanie do grubości metalu:
Prześwit na zagięcia uzyskuje się poprzez cofnięcie górnej listwy na krawędzi gięcia. Jeśli grubość materiału przeznaczonego do gięcia mieści się w granicach czterech grubości, górną listwę należy cofnąć o dwukrotność grubości materiału. W przypadku lżejszego materiału, górną listwę należy przesunąć proporcjonalnie do przodu, jeśli pożądane są ostrzejsze zagięcia.
1. Lekko odkręć uchwyty (J).
2. Wyreguluj górne skrzydło za pomocą górnych uchwytów regulacyjnych (N). Siłę docisku łączników (M) można zmienić poprzez regulację nakrętek (O/P).
Duplikaty zagięć:
Regulowany ogranicznik (R) można ustawić w dowolnym punkcie pręta (S) za pomocą śruby blokującej (T), aby ograniczyć kąt gięcia i uzyskać pożądany kąt gięcia.
Przeciwwaga:
Przeciwwagę (L) można podnosić lub opuszczać na pręcie (K), aby właściwie zrównoważyć skrzydło gnące.
Regulacja nadmiernego zgięcia:
Jeżeli arkusz wygina się bardziej z jednej strony niż z drugiej, należy umieścić górną warstwę z powrotem na końcu, gdzie arkusz jest nadmiernie wygięty.
1. Nieznacznie odkręć uchwyty (J) po stronie, która jest zbyt wygięta.
2. Wyreguluj górny liść, regulując go od strony, która jest zbyt wygięta.
3. Zaczep uchwytu (J).
Regulacja pełzających liści górnych:
Czy podczas zaciskania materiału górny liść powinien być przesunięty do przodu:
1. Sprawdź, czy hamulce są wypoziomowane na podłodze.
2. Sprawdź zespół śruby regulacyjnej (25), aby upewnić się, że kołnierze górnej śruby regulacyjnej są zablokowane w pozycji, uniemożliwiającej przesuwanie się śrub do tyłu i na zewnątrz w siodełkach – przednie ramię śrub i powierzchnia kołnierzy muszą ściśle przylegać do siodełek, zachowując minimalny luz.
3. Jeśli nadal pełza, podłóż klin pod tył nogi (A) na końcu, który pełza, aż się zatrzyma. Wymień klin na stały klocek o odpowiedniej wysokości.
Pojemność:
Wytrzymałość hamulca na zginanie jest określana przez grubość krawędzi gięcia zapewnianą przez listwy piórowe (W/X/Z) po zamontowaniu na piórze.
1. Kątownik (X) umożliwia zastosowanie pełnego nominalnego kołnierza o minimalnej szerokości 1 cala na materiale o określonej pojemności.
2. Wkładka 1/2″ z kątownikiem w pozycji NISKIEJ powoduje zmniejszenie wydajności hamulca o cztery wskaźniki.
3. Wkładka 1/4″ i kątownik w pozycji NISKIEJ zmniejszają nośność siedmiu mierników hamulca.
Wąskie zakręty offsetowe:
Wyjmij kątownik (X) i pręt wkładany (W) – użyj pręta wkładanego 1/4″ (Z).

Jak zrobić pudełko lub patelnię:
Zobacz schematy powyżej i poniżej. Upewnij się, że szczęki tworzą prostą krawędź gięcia przy listwach nosowych (V).
1. Najpierw rozłóż kształt pudełka na kawałku blachy. Możesz najpierw wypróbować go na tekturze.
2. Odetnij lub wytnij 4 rogi blachy, których nie będziesz używać.
3. Zegnij pierwsze 2 przeciwległe boki pudełka pod kątem 90 stopni.
4. Usuń 2 palce, które przeszkadzają w zgięciu trzeciego i czwartego boku pudełka.
5. Umieść palce (39) w częściowo otwartym górnym skrzydle za pomocą śrub (36) i śrub pręta zacisku nosowego (U) poluzowanych.
6. Przymocuj kątownik (X) do skrzydła, a następnie podnieś skrzydło wyginające (1) za pomocą jego nacisku, aby wyprostować listwy nosowe (patrz linie przerywane na szkicu naprzeciwko).
7. Używając opcjonalnych palców przedłużających, można wykonać wzmocnioną skrzynkę o wyjątkowej sztywności.
8. Dokręć śruby i śruby drążka zaciskowego po upewnieniu się, że odstępy między palcami są równe.
9. Za pomocą pręta oporowego wygnij jedną stronę do góry, aby uzyskać zgięcie 90 stopni.
10.Zgrzaj 4 rogi pudełka.

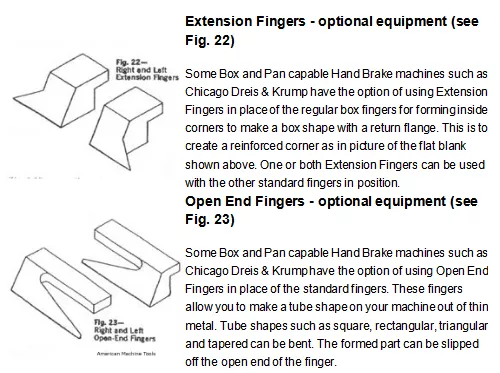
Formierze promieniowe (patrz zdjęcie powyżej) – wyposażenie opcjonalne
Niektóre maszyny do ręcznego zaginania blach typu Box and Pan, takie jak Chicago Dreis & Krump, oferują możliwość użycia form lub wzorników (85), które można kupić w półokrągłych rozmiarach o promieniu 5/8″, 1″, 1 5/8″ i 3 cali. Są one przeznaczone do nadawania promienia blachom miedzianym lub bardzo cienkim, takim jak blacha o grubości 26 (0,018″ = 0,5 mm). Nadają się do formowania listew architektonicznych i rynien w stylu antycznym. Większość maszyn do ręcznego zaginania blach nie posiada tej opcji. Jest to opcja dostępna przy zakupie maszyny Chicago Dries & Krump Hand Brake.
Przymocuj do maszyny hamulcowej za pomocą zacisków formujących (86):
1. Umieść profil z odstępem 1/2″ przy blasze gnącej, jak pokazano na szkicu.
2. Załóż zaciski formujące i lekko uderz młotkiem. To wytworzy wystarczające tarcie, aby utrzymać formujące.
3. Aby zdjąć zaciski, należy postukać w górę lub przekręcić.
Można wykonać zagięcia prostopadłe na wielu arkuszach, a następnie wygiąć łuki na formach. Szeroki otwór w górnej części pozwala tym częściowo uformowanym arkuszom przejść przez formę.
Ostrzeżenia:
Aby wyrównać naprężenia, zginaj krótkie kawałki materiału w środku hamulca.
Nigdy nie zginaj w kierunku szwów, chyba że łączniki (M) są wyregulowane tak, aby zaciskały pełną wielokrotną grubość szwu, a górna warstwa jest cofnięta tak, aby zapewnić prześwit o tej samej pełnej wielokrotnej grubości.
Podczas wykonywania gięcia o dużej wytrzymałości do skrzydła należy zawsze zamontować zarówno kątownik (X), jak i belkę wkładaną (W).
Podczas formowania odcinków o szerokim obwodzie, takich jak gzymsy, w celu wyrównania wypustek w płachcie:
1. Rozpocznij gięcie w pobliżu środka arkusza lub
2. Zagiąć arkusz na przeciwległym końcu od miejsca zgięcia.
Arkusze nie zawsze są idealnie płaskie, a zagięcie pozostawione na jednym końcu, podczas gdy drugi jest prostowany za pomocą zacisku hamulca, spowoduje, że pierwsze zagięcie będzie nierówne, gdy zostanie ono wyprostowane.
Zawsze należy używać materiału z prostopadłymi krawędziami – zaokrąglone krawędzie spowodują wygięcie materiału.
Nigdy nie używaj hamulca do gięcia prętów – spowoduje to wgniecenie w końcówce. Wgniecenie będzie widoczne jako ślad podczas gięcia cienkiego lub miękkiego metalu.
Zawsze dostosuj się do różnic grubości – szczególnie nigdy nie zaciskaj na siłę górnej części materiału cięższego niż ten, do którego są przeznaczone łączniki i górna część, używając uchwytów zaciskowych z przedłużkami rurowymi. Jeśli użyjesz siły przy dociskaniu uchwytu zaciskowego, może on w końcu pęknąć, a ich wymiana jest kosztowna.
Smarowanie:
Od czasu do czasu należy smarować olejem SAE-30 (specyfikacja rządowa MIL-O-6081B) w miejscach oznaczonych symbolem [L], z wyjątkiem siodełka górnego (26), wnęk smarem (MIL-L-7870).
Wniosek
Stosując się do tych kroków i najlepszych praktyk, możesz mieć pewność, użyj maszyny do gięcia blachy Aby uzyskać precyzyjne i powtarzalne gięcia. Niezależnie od tego, czy używasz prasy ręcznej, czy hydraulicznej, zrozumienie działania maszyny i regularna konserwacja zapewnią jej bezpieczną, wydajną i długotrwałą pracę. Aby uzyskać bardziej profesjonalne doradztwo lub zapoznać się z pełną ofertą pras krawędziowych HARSLE, skontaktuj się z nami w dowolnym momencie.