








Introducción al doblado de chapa metálica y a la indentación por doblado
¿Qué es el plegado de chapa?
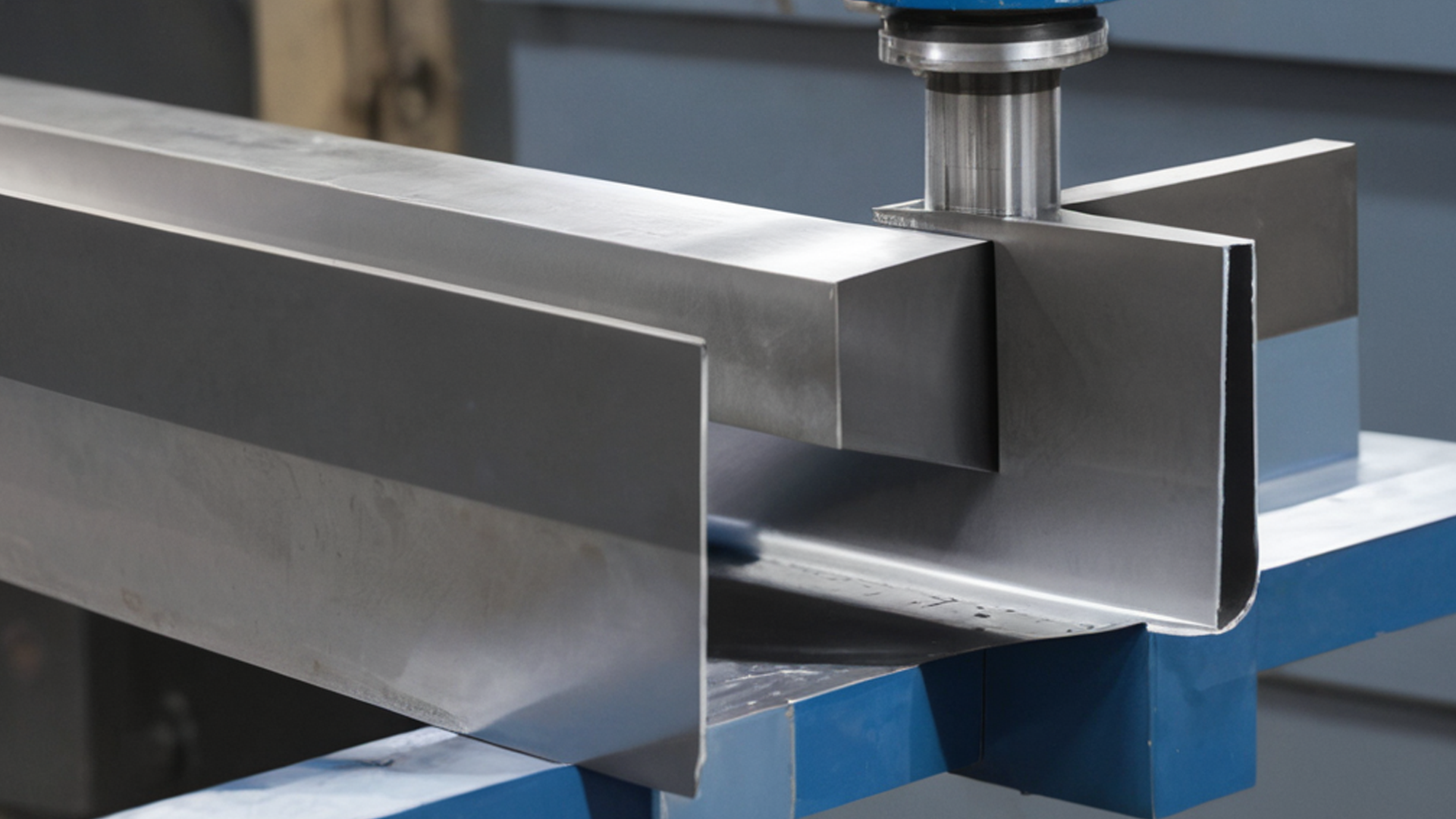
Doblado de chapa metálica Es el proceso de tornear una lámina de metal a través de un dispositivo de presión y un molde especial para cambiar una lámina plana en un proceso tridimensional.
Debido a los diferentes materiales, espesores, longitudes, anchos de las placas y diferentes formas y ángulos a formar, existen máquinas dobladoras con diferente tonelaje y tamaño de equipos de presión, equipadas con diferentes alturas, formas, tamaños de V de matrices superiores e inferiores con formas especiales.
¿Cuales son los tipos de flexión?
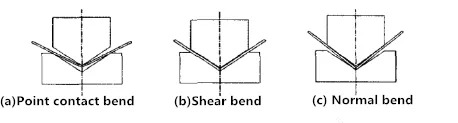
El procesamiento de doblado se divide en tres tipos: doblado parcial, doblado cerrado y doblado por estampado.
① Flexión parcial
Es un método de doblado en ángulos rectos y obtusos mediante el uso de una matriz superior por debajo de 88° y una matriz inferior de V=12t (V representa el ancho de la ranura y t representa el espesor del material).
② Muy doblado
Es un método de doblado en ángulo de 90°. Se selecciona V = 6 ~ 12t para la matriz inferior fuertemente doblada.
③ Curva de estampado
La matriz superior de 90° se utiliza para doblado en ángulo recto (es un doblado en ángulo recto estándar). La matriz inferior para doblado de estampado tiene una capacidad de V = 5 ~ 6 t.
Secuencia general de doblado:
1. Primero el lado corto y luego el lado largo: en general, cuando hay curvas en los cuatro lados, doblar primero el lado corto y luego el lado largo es beneficioso para el procesamiento de la pieza de trabajo y el ensamblaje de la matriz de doblado.
2. Primero la periferia, luego el medio: normalmente, generalmente se dobla desde la periferia de la pieza de trabajo hacia el centro de la misma.
3. Parcial y luego completo: si hay algunas estructuras dentro o fuera de la pieza de trabajo que son diferentes de otras curvas, generalmente estas estructuras se doblan primero antes de doblar otras partes.
4. Considere la interferencia y organice razonablemente la secuencia de doblado: la secuencia de doblado no es estática y la secuencia de procesamiento debe ajustarse adecuadamente de acuerdo con la forma de la curva o el obstáculo en la pieza de trabajo.
Razones para la sangría de flexión:
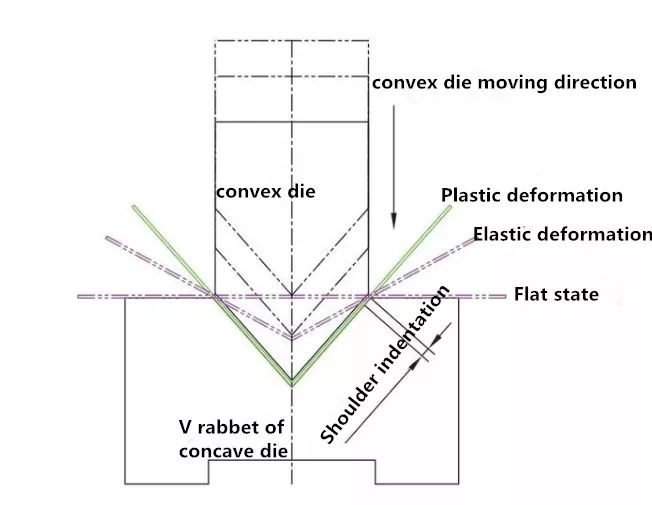
El doblado de chapa metálica es el proceso de conformación de una chapa metálica bajo la presión de un punzón o matriz de un máquina dobladoraPrimero experimenta deformación elástica y luego entra en deformación plástica. Al inicio del doblado plástico, la lámina puede doblarse libremente. Con la presión del punzón o la matriz sobre la lámina, esta y la superficie interior de la ranura en V de la matriz se acercan gradualmente, mientras que el radio de curvatura y el brazo de fuerza de doblado se reducen gradualmente. Al hacer contacto completo con la placa en tres puntos, se completa el doblado en forma de V.
Durante el plegado, dado que la chapa metálica se deforma elásticamente mediante la presión de la matriz, el punto de contacto entre la chapa y la matriz se deslizará a medida que avanza el proceso. Durante el plegado, la chapa experimenta dos etapas distintas: deformación elástica y deformación plástica. Durante el plegado, se produce un proceso de presión de mantenimiento (el molde y la chapa están en contacto en tres puntos). Se forman tres líneas de indentación. Estas líneas de indentación generalmente se producen por la placa y el hombro en V de la matriz, por lo que se denominan indentaciones de hombro.

Factores que afectan la sangría de flexión de la chapa metálica
1 Influencia del método de flexión
Debido a que el método de doblado es diferente, el grado de contacto entre la placa y la matriz es diferente, por lo que la probabilidad de sangría también es diferente.
2 Influencia de la dureza de la placa
3 Influencia de la estructura de la matriz
4 Precisión de la máquina y del molde
Formas de reducir la sangría
1 Utilice almohadillas anti-indentación
2 manguitos de goma a prueba de troqueles hembra en V simple
3 piezas de uretano y almohadilla AT
4 troqueles inferiores de goma dura
5. Troquel inferior sin sangría
