








Introduction au pliage et à l'indentation des tôles
Qu'est-ce que le pliage de tôle ?
Pliage de tôles est le processus de transformation d'une feuille de métal à l'aide d'un dispositif de pression et d'un moule spécial pour transformer une feuille plate en un processus tridimensionnel.
En raison des différents matériaux, épaisseurs, longueurs, largeurs des plaques et différentes formes et angles à former, il existe des cintreuses avec différents tonnages et tailles d'équipements de pression, équipées de différentes hauteurs, formes et tailles en V de matrices supérieures et inférieures avec des formes spéciales.
Quels sont les types de pliage ?
Le traitement de pliage est divisé en trois types : pliage partiel, pliage serré et pliage par emboutissage.
1 Flexion partielle
C'est une méthode de pliage à angle droit et à angle obtus en utilisant une matrice supérieure inférieure à 88° et une matrice inférieure de V = 12t (V représente la largeur de la rainure et t représente l'épaisseur du matériau).
② Bien plié
Il s'agit d'une méthode de pliage à 90°. La valeur V = 6 ~ 12t est sélectionnée pour la matrice inférieure fortement pliée.
③ Pliage d'emboutissage
La matrice supérieure à 90° est utilisée pour le pliage à angle droit (pliage à angle droit standard). La matrice inférieure pour le pliage par emboutissage est V = 5 ~ 6 t.
Séquence générale de pliage :
1. Le côté court en premier, puis le côté long : En général, lorsqu'il y a des plis sur les quatre côtés, plier d'abord le côté court, puis le côté long, est bénéfique pour le traitement de la pièce et l'assemblage de la matrice de pliage.
2. Périphérie d'abord, puis milieu : Normalement, il est généralement plié de la périphérie de la pièce vers le centre de la pièce.
3. Partiel puis entier : s'il y a des structures à l'intérieur ou à l'extérieur de la pièce qui sont différentes des autres plis, généralement ces structures sont pliées en premier avant de plier les autres pièces.
4. Tenez compte des interférences et organisez raisonnablement la séquence de pliage : la séquence de pliage n'est pas statique et la séquence de traitement doit être ajustée de manière appropriée en fonction de la forme du pliage ou de l'obstacle sur la pièce.
Raisons de l'indentation de pliage :
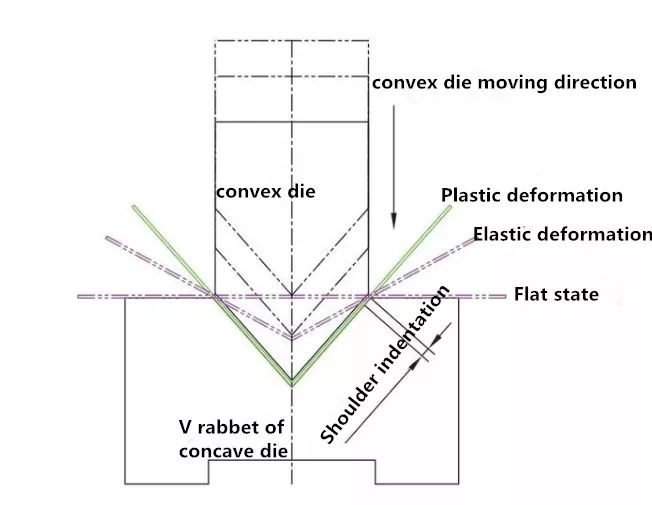
Le pliage de tôle est le processus de formage d'une tôle sous la pression d'un poinçon ou d'une matrice d'un machine à cintrer, subissant d'abord une déformation élastique, puis une déformation plastique. Au début du pliage plastique, la tôle est libre de se plier. Sous la pression du poinçon ou de la matrice, la tôle se rapproche progressivement de la surface intérieure de la rainure en V de la matrice, tandis que le rayon de courbure et la force de pliage diminuent progressivement. Un contact complet avec la tôle en trois points permet d'obtenir un pliage en V.
Lors du pliage, la tôle étant déformée élastiquement par la pression exercée sur la matrice, le point de contact entre la tôle et la matrice glisse. La tôle subit alors deux phases distinctes : une déformation élastique et une déformation plastique. Le pliage est suivi d'un maintien de la pression (le moule et la tôle sont en contact en trois points). Trois lignes d'indentation se forment. Ces lignes sont généralement produites par la plaque et l'épaulement en V de la matrice ; on les appelle donc indentations d'épaulement.

Facteurs affectant l'indentation lors du pliage de la tôle
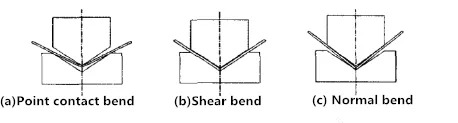
1 Influence de la méthode de pliage
Étant donné que la méthode de pliage est différente, le degré de contact entre la plaque et la matrice est différent, de sorte que la probabilité d'indentation est également différente.
2 Influence de la dureté de la plaque
3 Influence de la structure de la matrice
4 Précision de la machine et du moule
Méthodes pour réduire l'indentation
1 Utiliser des tampons anti-indentation
2 manchons en caoutchouc anti-matrice femelles simples en V
3 pièces d'uréthane et tampon AT
4 matrices inférieures en caoutchouc dur
5 matrice inférieure sans indentation
