








Gięcie blach i wgniatanie blachy Wprowadzenie
Na czym polega gięcie blachy?
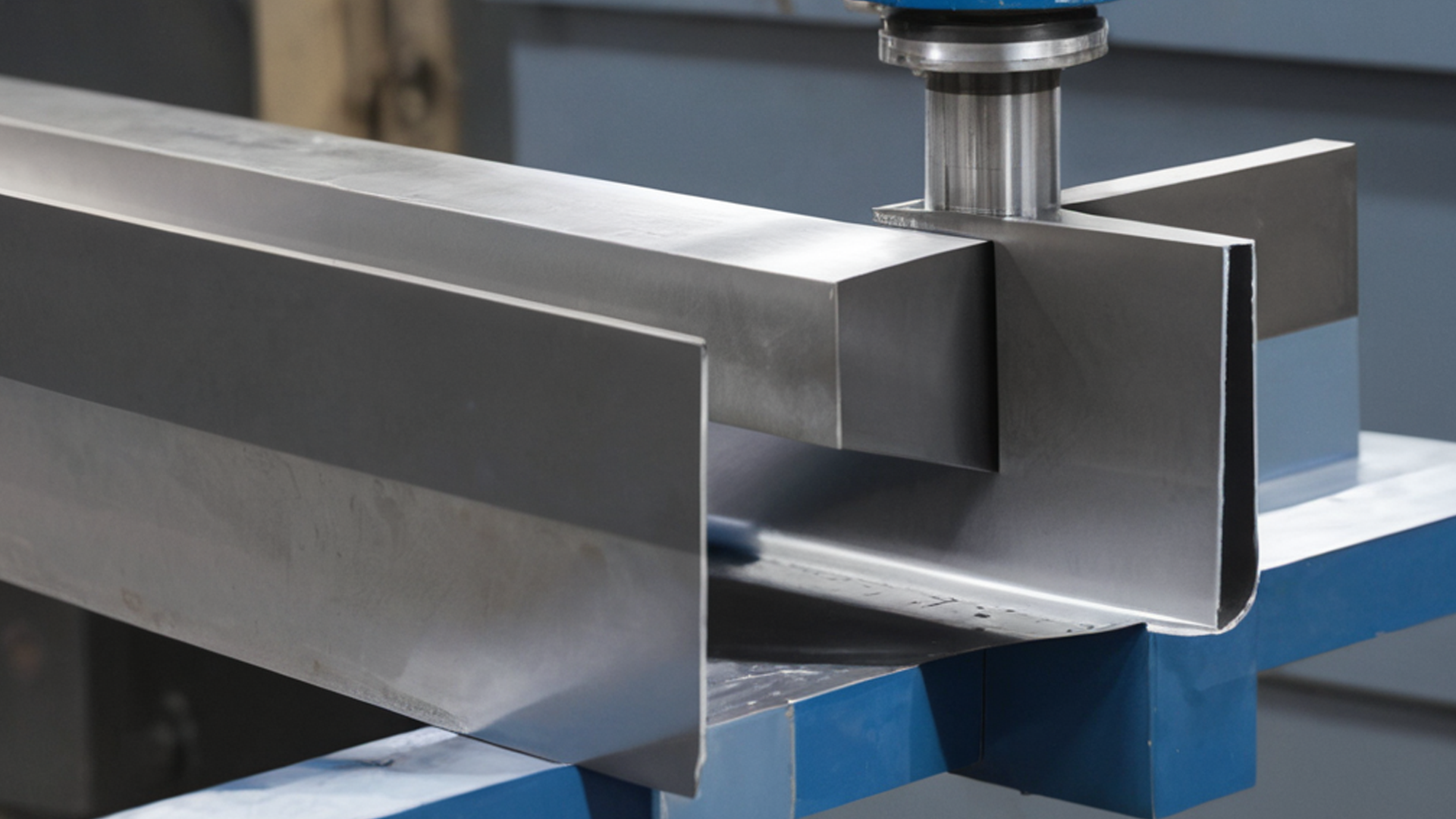
Gięcie blach jest procesem polegającym na przetłaczaniu blachy za pomocą urządzenia ciśnieniowego i specjalnej formy, w celu przekształcenia płaskiej blachy w proces trójwymiarowy.
Ze względu na różnorodność materiałów, grubości, długości i szerokości płyt oraz różnorodnych kształtów i kątów, jakie należy formować, istnieją giętarki o różnym tonażu i wielkości urządzeń ciśnieniowych, wyposażone w różne wysokości, kształty, rozmiary V górnych i dolnych matryc o specjalnych kształtach.
Jakie są rodzaje gięcia?
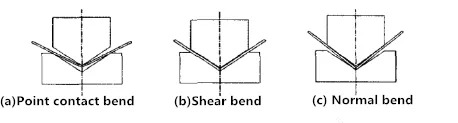
Obróbkę gięcia dzielimy na trzy typy: gięcie częściowe, gięcie zamknięte i gięcie tłoczone.
① Częściowe zginanie
Jest to metoda gięcia pod kątem prostym i rozwartym, polegająca na użyciu górnej matrycy o kącie poniżej 88° i dolnej matrycy o V = 12t (V oznacza szerokość rowka, a t grubość materiału).
② Ściśle zgięte
Jest to metoda gięcia pod kątem 90°. Dla mocno wygiętej dolnej matrycy wybiera się V = 6 ~ 12t.
③ Zagięcie tłoczenia
Górna matryca 90° służy do gięcia pod kątem prostym. (Jest to standardowe gięcie pod kątem prostym). Dolna matryca do gięcia tłoczącego ma V = 5 ~ 6t.
Ogólna sekwencja gięcia:
1. Najpierw krótki bok, potem długi bok: Ogólnie rzecz biorąc, gdy zagięcia występują na wszystkich czterech bokach, złożenie najpierw krótkiego boku, a następnie długiego boku jest korzystne dla obróbki przedmiotu obrabianego i montażu matrycy gnącej.
2. Najpierw obwód, potem środek: Zwykle składanie odbywa się od obwodu przedmiotu obrabianego do jego środka.
3. Częściowe i całe: Jeżeli wewnątrz lub na zewnątrz przedmiotu obrabianego znajdują się struktury różniące się od pozostałych gięciach, to zazwyczaj najpierw gięte są te struktury przed złożeniem innych części.
4. Weź pod uwagę zakłócenia i rozsądnie zaplanuj sekwencję gięcia: sekwencja gięcia nie jest statyczna, a sekwencję obróbki należy odpowiednio dostosować do kształtu gięcia lub przeszkody na obrabianym przedmiocie.
Przyczyny powstawania wgnieceń w wyniku gięcia:
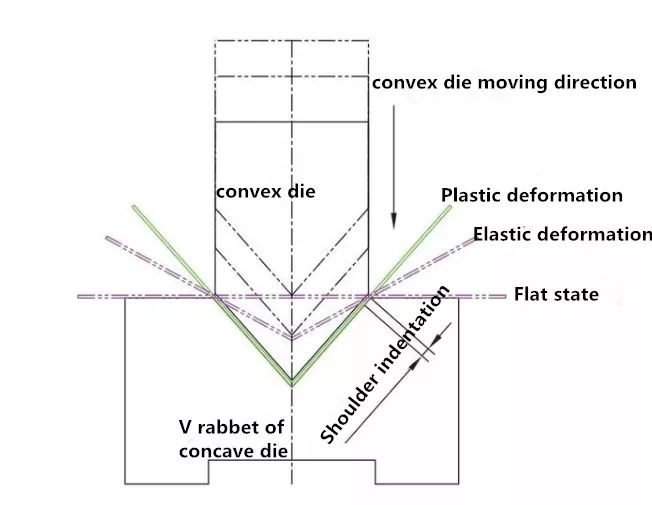
Gięcie blachy to proces formowania arkusza metalu pod naciskiem stempla lub matrycy. maszyna do gięcia, najpierw ulegając odkształceniu sprężystemu, a następnie przechodząc w odkształcenie plastyczne. Na początku gięcia plastycznego blacha może się swobodnie zginać. Dzięki naciskowi stempla lub matrycy na blachę, blacha i wewnętrzna powierzchnia rowka V matrycy stopniowo się do siebie zbliżają, jednocześnie stopniowo zmniejszając promień krzywizny i ramię siły gięcia. Nałóż pełny kontakt z blachą w trzech punktach, co zakończy gięcie w kształcie litery V.
Podczas gięcia, ponieważ blacha jest sprężyście odkształcana przez nacisk matrycy gnącej, punkt styku między blachą a matrycą będzie się przesuwał w miarę postępu procesu gięcia. Podczas gięcia blacha przechodzi dwa odrębne etapy odkształcenia sprężystego i plastycznego. Podczas gięcia następuje proces docisku (forma i blacha stykają się w trzech punktach). Powstają trzy linie wgłębień. Linie te powstają zazwyczaj między płytą a ramieniem w kształcie litery V matrycy, dlatego nazywane są wgłębieniami w kształcie ramienia.

Czynniki wpływające na wgniecenie blachy podczas gięcia
1 Wpływ metody gięcia
Ponieważ metoda gięcia jest inna, stopień kontaktu między płytą a matrycą jest różny, więc prawdopodobieństwo wgniecenia jest również różne.
2 Wpływ twardości płyty
3 Wpływ konstrukcji matrycy
4 Dokładność maszyn i form
Sposoby na zmniejszenie wcięć
1. Użyj podkładek zapobiegających wgnieceniom
2 pojedyncze żeńskie tuleje gumowe odporne na wykrojenie typu V
3 sztuki poliuretanu i podkładka AT
4 matryce z twardą gumą dolną
5 Brak wcięcia dolnej matrycy
