








Comment fonctionne le système hydraulique de la presse plieuse ?

D'après mon expérience avec presses plieusesComprendre le fonctionnement du système hydraulique est essentiel pour optimiser les performances et garantir la précision des opérations de pliage. Le système hydraulique d'une presse plieuse est conçu pour convertir l'énergie hydraulique en force mécanique, permettant ainsi un pliage précis et efficace des tôles. Au fil des ans, j'ai approfondi les subtilités de ce système, du rôle du fluide hydraulique aux différents composants qui fonctionnent en harmonie pour créer la force souhaitée. Dans cet article, j'expliquerai le fonctionnement du système hydraulique de la presse plieuse et fournirai des informations qui aideront les opérateurs à mieux comprendre et appliquer cette technologie essentielle.
Introduction
Presse plieuse Il s'agit d'une plieuse largement utilisée, dotée d'une efficacité hydraulique. La presse plieuse, équipement essentiel pour l'usinage de la tôle, joue un rôle essentiel et contribue de manière décisive à la qualité, à l'efficacité et à la précision des produits. Généralement, la presse plieuse est une presse à piston supérieur, composée d'un bâti, d'un coulisseau, d'un système hydraulique, d'un chariot de chargement frontal, d'une butée arrière, d'un moule et d'un système électrique, comme illustré à la figure 1.
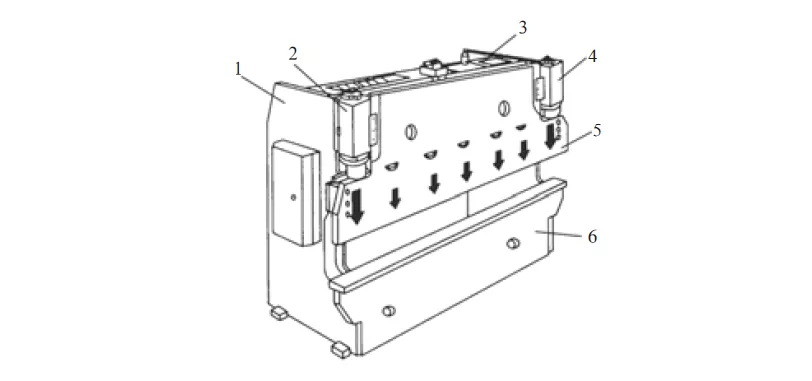
1. Montant gauche 2. Vérin d'huile gauche 3. Réservoir d'huile 4. Vérin hydraulique droit 5. Vérin 6. Table de travail
Une pression verticale vers le bas est formée par deux vérins hydrauliques fonctionnant en parallèle pour entraîner la matrice sur la poutre de pliage afin de terminer le processus de pliage.
Le système de contrôle hydraulique, en tant que cerveau de la presse plieuse, contrôle principalement le fonctionnement synchrone du processus de pliage et le positionnement du vérin hydraulique lorsque la presse plieuse est complètement chargée.
Dans cet article, nous allons analyser comment fonctionne le système hydraulique de la presse plieuse ?
Système hydraulique
Pour chaque mouvement de flexion, le processus de flexion typique de la poutre de flexion supérieure comprend :
1. Démarrage de la pompe à huile

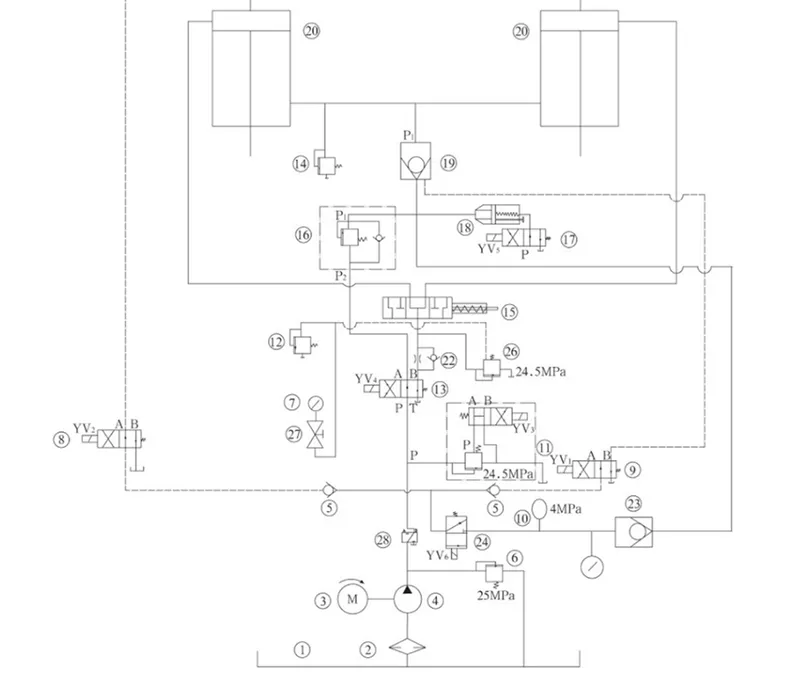
Le moteur tournera dans le sens indiqué par la flèche de la pompe, c'est-à-dire dans le sens des aiguilles d'une montre, entraînant la pompe à pistons axiaux.
L'huile est évacuée par le pipeline dans la plaque de soupape et la soupape de trop-plein électromagnétique pour retourner au réservoir.
Lorsque la vanne N°19 est fermée, l'huile dans la cavité inférieure du cylindre N°20 est maintenue dans une position fixe.
2. Mouvement vers le bas
Le mouvement de descente rapide de la presse plieuse est produit par la poutre de pliage, le poids propre des accessoires et la pression de l'huile.
Dans le processus, le vérin hydraulique n'a pas de cavité de tige à travers la vanne de remplissage, et la cavité de tige produira une contre-pression et le liquide d'huile reviendra rapidement.
Le mouvement d'avance rapide commence à partir du point mort haut.
Après une brève période de décélération, le curseur ralentit à une certaine distance de la plaque de pliage.
Lorsque les électroaimants n° YV1, n° 24YV6, n° 13YV4, n° 17 YV5 fonctionnent, le bloc coulissant tombe rapidement, la vitesse de descente est réglée par la vanne n° 18.
L'huile dans la chambre inférieure du cylindre n° 20 pénètre dans le réservoir par les 19e, 18e et 17e.
L'huile de la chambre supérieure du cylindre à huile n° 20 est injectée par la vanne 21.
Lorsque le curseur tombe sur l'interrupteur de fin de course, les électroaimants n° 9 YV1, n° 8 YV2, n° 11YV3, n° 13YV4 et n° 24YV6 fonctionnent et le vérin passe à la vitesse de travail.
Lorsque le curseur est désynchronisé, la valve n°15 EST AUTOMATIQUEMENT CORRIGÉE.
La position de chute du bloc coulissant est limitée par un bloc mécanique dans le cylindre.
3. Flexion
La phase de pliage commence par l'accumulation de pression dans la cavité sans barre.

La vitesse de pliage est limitée par la quantité d'huile fournie par la pompe à huile. D'autre part, elle peut être ajustée par la vanne de direction de la vanne proportionnelle.
En même temps, la vanne de direction contrôle également le fonctionnement synchrone de la poutre de flexion et le positionnement du point mort inférieur.
La force de flexion est limitée par la soupape de décharge proportionnelle pour limiter la pression de la pompe.
Les valeurs correspondantes de vitesse, de synchronisation, de positionnement et de pression proviennent toutes de la CNC.
L'interrupteur à pédale ou le bouton contrôle le temps de fonctionnement de l'électroaimant, qui comprend les numéros 9 YV1, 8 YV2, 11YV3, 13YV4 et 24YV6, qui réalisent la distance de secousse lorsque le bloc coulissant tombe.
La vitesse de chute du toboggan est réglée par la vanne 16
Le curseur est contrôlé par les numéros 11YV3 et 24YV6.
La durée de fonctionnement du même électroaimant peut réaliser la distance de déplacement du curseur.
4. Soulagement de la pression
La détente des contraintes de la cavité sans barre commence lorsqu'elle atteint le bas du point mort, ou après une courte période de maintien, de cette manière, le matériau a suffisamment de temps pour se former et améliorer encore la précision dimensionnelle des pièces.

Le maintien et la décharge de pression sont effectués par la vanne directionnelle proportionnelle selon le dispositif de commande numérique.
Afin d’améliorer l’efficacité du traitement, le temps de réduction doit être aussi court que possible.
Cependant, afin d'éviter l'impact du déchargement sur l'ensemble du système, il est nécessaire de prolonger le temps de décharge autant que possible.
En bref, la courbe de décompression doit être aussi lisse que possible, pas trop raide.
L'optimisation de l'ensemble du processus est réalisée par la vanne directionnelle proportionnelle.
5. Retour du maître-cylindre
Le débit de la pompe et le vérin hydraulique ont la zone de pression de la cavité de la barre, qui détermine la vitesse de retour maximale, dans la plupart des cas, proche de la vitesse la plus rapide.

Le retour nécessite également le fonctionnement synchrone, en commençant par la réduction de pression de la cavité de la barre jusqu'à la fin du point mort haut.
A l'instant du retour, il est nécessaire de réinitialiser la pression de l'électroaimant n°8VY2 pendant 2 secondes.
Ensuite, l'électro-aimant n° 11YV3 et n° 24YV6 commencent à fonctionner, le retour du bloc coulissant et la vitesse de retour restent constants.
6. Réglage de la pression de la presse plieuse
La soupape de décharge haute pression n° 6 et la soupape de décharge électromagnétique n° 11 servent principalement à maintenir la puissance nominale de la presse plieuse.
La soupape de débordement n°14 régule la force de retour de la machine afin de ne pas endommager la machine en raison d'une surcharge.
La pression de travail dans le système hydraulique peut être lue à partir du manomètre n°7.
La pression d'azote de l'accumulateur n°10 contrôle principalement la pression nécessaire au fonctionnement de la vanne n°19/21.
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)






