








Jak działa hydrauliczny układ prasy krawędziowej?

Z mojego doświadczenia wynika, że prasy krawędzioweZrozumienie działania układu hydraulicznego jest niezbędne do optymalizacji wydajności i zapewnienia precyzji podczas gięcia. Układ hydrauliczny prasy krawędziowej został zaprojektowany do przekształcania energii hydraulicznej w siłę mechaniczną, umożliwiając precyzyjne i wydajne gięcie blach. Przez lata zgłębiałem zawiłości tego układu, od roli płynu hydraulicznego po różne komponenty, które harmonijnie ze sobą współpracują, aby uzyskać pożądaną siłę. W tym artykule wyjaśnię, jak działa układ hydrauliczny prasy krawędziowej, dostarczając informacji, które pomogą operatorom lepiej zrozumieć i zastosować tę kluczową technologię.
Wstęp
Prasa krawędziowa to powszechnie stosowana giętarka, która osiągnęła już wydajność hydrauliczną. Prasa krawędziowa, jako ważne urządzenie do obróbki blach, odgrywa niezastąpioną rolę, decydując o jakości produktu, wydajności i precyzji obróbki. Zazwyczaj prasa krawędziowa to prasa z górnym tłokiem, która składa się z ramy, bloku przesuwnego, układu hydraulicznego, przedniego stelaża załadowczego, tylnego zderzaka, formy, układu elektrycznego itp., jak pokazano na rysunku 1.
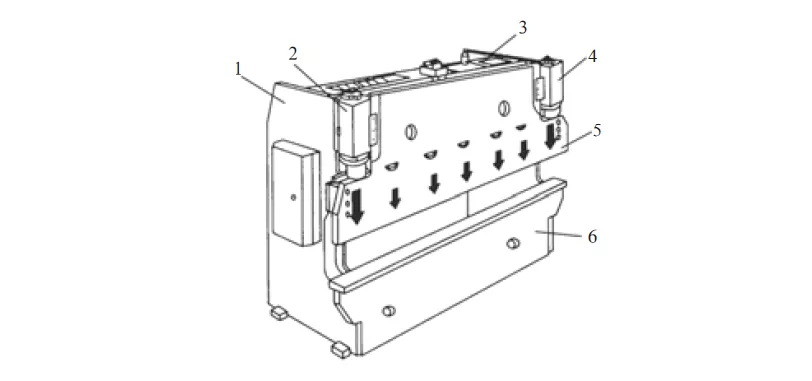
1.lewy pionowy 2.lewy cylinder olejowy 3.zbiornik oleju 4.prawy cylinder hydrauliczny 5.taran 6.stół roboczy
Dwa równolegle pracujące cylindry hydrauliczne wytwarzają pionowy nacisk w dół, który napędza matrycę na belce gnącej, co pozwala na dokończenie procesu gięcia.
Układ sterowania hydraulicznego, będący mózgiem prasy krawędziowej, kontroluje głównie synchroniczną pracę procesu gięcia i pozycjonowanie cylindra hydraulicznego, gdy prasa krawędziowa jest w pełni obciążona.
W tym poście przeanalizujemy jak działa układ hydrauliczny prasy krawędziowej?
Układ hydrauliczny
Dla każdego ruchu gięcia typowy proces gięcia górnej belki gnącej obejmuje:
1. Uruchamianie pompy olejowej

Silnik będzie się obracał w kierunku wskazanym przez strzałkę pompy, czyli zgodnie z ruchem wskazówek zegara, napędzając pompę tłokową osiową.
Olej jest odprowadzany przez rurociąg do płyty zaworowej i elektromagnetycznego zaworu przelewowego, a następnie powraca do zbiornika.
Gdy zawór nr 19 jest zamknięty, olej w dolnej komorze cylindra nr 20 jest utrzymywany w stałej pozycji.
2. Ruch w dół
Szybki ruch opadający prasy krawędziowej jest wywoływany przez belkę gnącą, ciężar własny akcesoriów i ciśnienie oleju.
W tym procesie cylinder hydrauliczny nie ma wnęki na tłoczysko przez zawór napełniający, a wnęka na tłoczysko wytworzy ciśnienie zwrotne, a olej ciekły szybko powróci.
Przewijanie do przodu zaczyna się od górnego martwego punktu.
Po krótkim okresie hamowania suwak zwalnia w pewnej odległości od płyty gnącej.
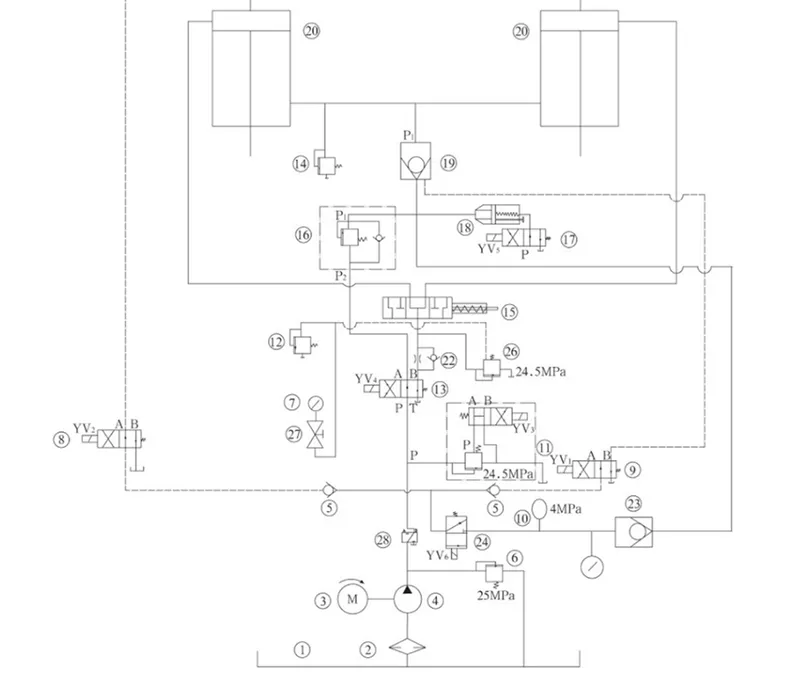
Gdy elektromagnesy nr YV1, nr 24YV6, nr 13YV4, nr 17 YV5 pracują, blok przesuwny opada szybko, a prędkość opadania jest regulowana zaworem nr 18.
Olej z dolnej komory cylindra nr 20 dostaje się do zbiornika przez cylindry 19, 18 i 17.
Olej z górnej komory cylindra olejowego nr 20 wtryskiwany jest przez zawór 21.
Gdy suwak osiągnie położenie wyłącznika krańcowego, elektromagnesy nr 9 YV1, nr 8 YV2, nr 11YV3, nr 13YV4 i nr 24YV6 zaczynają działać, a siłownik zaczyna pracować z prędkością roboczą.
Gdy suwak nie jest zsynchronizowany, zawór nr 15 ZOSTAJE AUTOMATYCZNIE KORYGOWANY.
Pozycja opadania bloku przesuwnego jest ograniczona przez blokadę mechaniczną w cylindrze.
3. Gięcie
Faza gięcia rozpoczyna się od wzrostu ciśnienia w komorze niebędącej prętem.

Prędkość gięcia jest ograniczona przez ilość oleju dostarczanego przez pompę olejową. Z drugiej strony, można ją regulować za pomocą zaworu kierunkowego zaworu proporcjonalnego.
Jednocześnie zawór kierunkowy steruje również synchroniczną pracą belki gnącej oraz położeniem dolnego martwego punktu.
Siła gięcia jest ograniczona przez proporcjonalny zawór bezpieczeństwa, który ogranicza ciśnienie pompy.
Wartości odpowiadające prędkości, synchronizacji, pozycjonowaniu i ciśnieniu pochodzą z CNC.
Przełącznik nożny lub przycisk kontroluje czas pracy elektromagnesu, który obejmuje nr 9 YV1, nr 8 YV2, nr 11YV3, nr 13YV4 i nr 24YV6, które realizują odległość chybotania podczas upuszczania przesuwanego bloku.
Prędkość opadania zjeżdżalni regulowana jest zaworem 16
Suwak jest kontrolowany za pomocą przycisków nr 11YV3 i nr 24YV6.
Długość czasu działania tego samego elektromagnesu może pozwolić na określenie odległości przesuwu suwaka.
4. Odciążenie ciśnienia
Odprężanie wnęki bez prętów rozpoczyna się w momencie osiągnięcia przez nią dna martwego punktu lub po krótkim czasie utrzymywania. W ten sposób materiał ma wystarczająco dużo czasu na uformowanie się i dalszą poprawę precyzji wymiarowej części.

Utrzymywanie i obniżanie ciśnienia odbywa się za pomocą proporcjonalnego zaworu kierunkowego zgodnie z układem sterowania numerycznego.
Aby zwiększyć wydajność przetwarzania, czas redukcji powinien być jak najkrótszy.
Aby jednak uniknąć wpływu rozładowania na cały układ, konieczne jest wydłużenie czasu rozładowania tak bardzo, jak to możliwe.
Krótko mówiąc, krzywa redukcji ciśnienia powinna być możliwie łagodna i niezbyt stroma.
Optymalizację całego procesu realizuje się za pomocą proporcjonalnego zaworu kierunkowego.
5. Powrót cylindra głównego
Przepływ pompy i cylinder hydrauliczny mają powierzchnię ciśnienia w komorze pręta, która określa maksymalną prędkość powrotną, w większości przypadków bliską największej prędkości.

Powrót również wymaga pracy synchronicznej, rozpoczynającej się od redukcji ciśnienia w komorze pręta do końca górnego martwego punktu.
W chwili powrotu konieczne jest ponowne naciśnięcie elektromagnesu nr 8VY2 na 2 sekundy.
Następnie elektromagnesy nr 11YV3, nr 24YV6 rozpoczynają pracę, blok przesuwny powraca, a prędkość powrotu pozostaje stała.
6. Regulacja ciśnienia prasy krawędziowej
Zawór przelewowy wysokociśnieniowy nr 6 i elektromagnetyczny zawór przelewowy nr 11 służą głównie do utrzymywania znamionowej mocy prasy krawędziowej.
Zawór przelewowy nr 14 reguluje siłę powrotną maszyny, aby nie doszło do jej uszkodzenia na skutek przeciążenia.
Ciśnienie robocze w układzie hydraulicznym można odczytać na manometrze nr 7.
Ciśnienie azotu w akumulatorze nr 10 steruje głównie ciśnieniem potrzebnym do uruchomienia zaworu nr 19/21.
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)






