








Wie funktioniert das Hydrauliksystem einer Abkantpresse?

Nach meiner Erfahrung mit AbkantpressenUm die Leistung zu optimieren und Präzision beim Biegen zu gewährleisten, ist es wichtig zu verstehen, wie das Hydrauliksystem funktioniert. Das Hydrauliksystem einer Abkantpresse wandelt hydraulische Energie in mechanische Kraft um und ermöglicht so das präzise und effiziente Biegen von Blechen. Im Laufe der Jahre habe ich mich eingehend mit den Feinheiten dieses Systems befasst, von der Rolle der Hydraulikflüssigkeit bis hin zu den verschiedenen Komponenten, die harmonisch zusammenwirken, um die gewünschte Kraft zu erzeugen. In diesem Artikel erkläre ich die Funktionsweise des Hydrauliksystems einer Abkantpresse und gebe Einblicke, die Bedienern helfen können, diese wichtige Technologie besser zu verstehen und anzuwenden.
Einführung
Abkantpresse ist eine weit verbreitete Biegemaschine, die bereits hydraulische Effizienz erreicht hat. Die Abkantpresse ist ein wichtiges Gerät für die Blechbearbeitung und spielt eine unersetzliche Rolle. Sie ist entscheidend für die Produktqualität, die Verarbeitungseffizienz und die Präzision. Normalerweise ist die Abkantpresse eine obere Kolbenpresse, die aus Rahmen, Gleitblock, Hydrauliksystem, Frontlader, Hinteranschlag, Form, elektrischem System usw. besteht, wie in Abbildung 1 dargestellt.
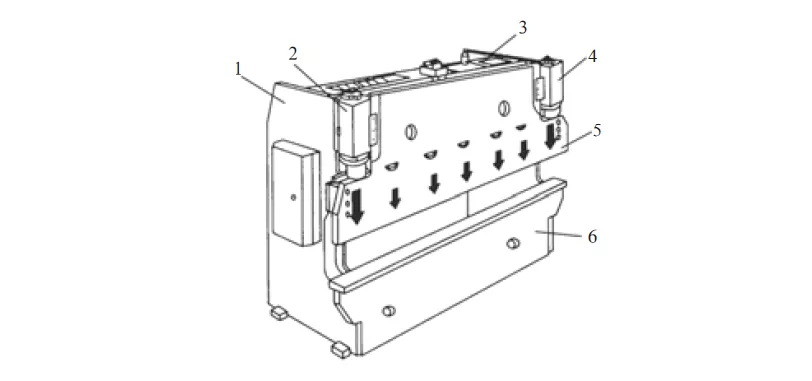
1. Linker Ständer 2. Linker Ölzylinder 3. Öltank 4. Rechter Hydraulikzylinder 5. Stößel 6. Arbeitstisch
Durch zwei parallel arbeitende Hydraulikzylinder wird ein vertikaler Abwärtsdruck erzeugt, um die Matrize auf dem Biegebalken anzutreiben und den Biegevorgang abzuschließen.
Die Hydrauliksteuerung als Gehirn der Abkantpresse steuert hauptsächlich den synchronen Ablauf des Biegevorgangs und die Positionierung des Hydraulikzylinders bei voller Beladung der Abkantpresse.
In diesem Beitrag analysieren wir, wie das Hydrauliksystem einer Abkantpresse funktioniert.
Hydrauliksystem
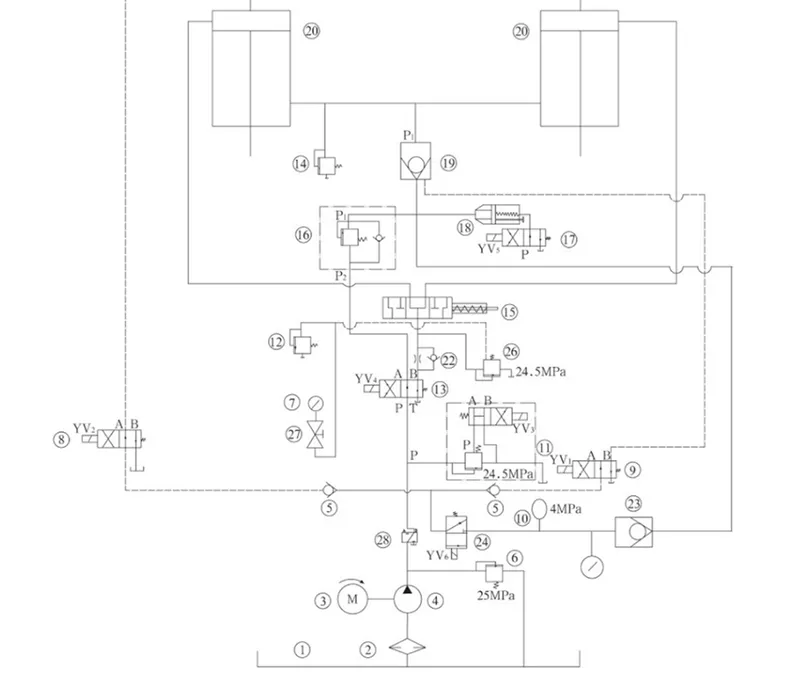
Der typische Biegevorgang des oberen Biegebalkens umfasst für jede Biegebewegung:
1. Ölpumpe starten

Der Motor dreht sich in die durch den Pumpenpfeil angegebene Richtung, also im Uhrzeigersinn, und treibt die Axialkolbenpumpe an.
Das Öl wird durch die Rohrleitung in die Ventilplatte und das elektromagnetische Überlaufventil abgelassen, um in den Tank zurückzukehren.
Wenn Ventil Nr. 19 geschlossen ist, wird das Öl im unteren Hohlraum des Zylinders Nr. 20 in einer festen Position gehalten.
2. Abwärtsbewegung
Die schnelle Abwärtsbewegung der Abkantpresse wird durch den Biegebalken, das Eigengewicht der Zubehörteile und den Öldruck erzeugt.
Dabei hat der Hydraulikzylinder keinen Stangenhohlraum durch das Füllventil, und der Stangenhohlraum erzeugt einen Gegendruck und die Ölflüssigkeit kehrt schnell zurück.
Die schnelle Vorwärtsbewegung beginnt am oberen Totpunkt.
Nach einer kurzen Verzögerung wird der Schlitten in einem bestimmten Abstand zur Biegeplatte langsamer.
Wenn die Elektromagneten Nr. YV1, Nr. 24YV6, Nr. 13YV4 und Nr. 17 YV5 arbeiten, senkt sich der Gleitblock schnell ab. Die Absenkgeschwindigkeit wird durch Ventil Nr. 18 eingestellt.
Das Öl in der unteren Kammer des Zylinders Nr. 20 gelangt durch den 19., 18. und 17. Zylinder in den Tank.
Das Öl der oberen Kammer des Ölzylinders Nr. 20 wird durch Ventil 21 eingespritzt.
Wenn der Schieber auf die Endschalter Nr. 9 YV1, Nr. 8 YV2, Nr. 11 YV3, Nr. 13 YV4 und Nr. 24 YV6 fällt, werden die Elektromagneten aktiviert und der Stößel nimmt die Arbeitsgeschwindigkeit an.
Wenn der Schieber nicht synchron ist, wird das Ventil Nr. 15 AUTOMATISCH KORRIGIERT.
Die Fallposition des Gleitblocks wird durch eine mechanische Sperre im Zylinder eingeschränkt.
3. Biegen
Die Biegephase beginnt mit dem Druckaufbau im Nicht-Stabhohlraum.

Die Biegegeschwindigkeit wird durch die von der Ölpumpe geförderte Ölmenge begrenzt, kann andererseits aber auch über das Wegeventil des Proportionalventils eingestellt werden.
Gleichzeitig steuert das Wegeventil auch den Gleichlauf des Biegebalkens und die Positionierung des unteren Totpunkts.
Die Biegekraft wird durch das Proportional-Überdruckventil begrenzt, um den Druck der Pumpe zu begrenzen.
Die entsprechenden Werte für Geschwindigkeit, Synchronisation, Positionierung und Druck stammen alle von der CNC.
Der Pedalschalter oder Knopf steuert die Arbeitszeit des Elektromagneten, einschließlich Nr. 9 YV1, Nr. 8 YV2, Nr. 11 YV3, Nr. 13 YV4 und Nr. 24 YV6, die die Versatzdistanz beim Herunterfallen des Gleitblocks realisieren.
Die Geschwindigkeit des Schlittenabwurfs wird durch Ventil 16 eingestellt
Der Schieberegler wird nach oben durch Nr. 11YV3 und Nr. 24YV6 gesteuert.
Die Länge der Arbeitszeit desselben Elektromagneten kann die Bewegungsdistanz des Schiebers realisieren.
4. Druckentlastung
Die Entspannung der stablosen Kavität beginnt, wenn sie den unteren Totpunkt erreicht oder nach einer kurzen Haltezeit. Auf diese Weise hat das Material ausreichend Zeit, sich zu formen und die Maßgenauigkeit der Teile weiter zu verbessern.

Die Druckhaltung und Druckentlastung erfolgt über das Proportional-Wegeventil entsprechend der numerischen Steuerung.
Um die Verarbeitungseffizienz zu verbessern, sollte die Reduktionszeit so kurz wie möglich sein.
Um jedoch die Auswirkungen einer Entladung auf das gesamte System zu vermeiden, ist es erforderlich, die Entladezeit so weit wie möglich zu verlängern.
Kurz gesagt, die Druckentlastungskurve sollte möglichst glatt und nicht zu steil sein.
Die Optimierung des gesamten Prozesses wird durch das Proportional-Wegeventil realisiert.
5. Hauptbremszylinderrücklauf
Der Pumpenstrom und der Hydraulikzylinder haben den Druckbereich des Stangenhohlraums, der die maximale Rücklaufgeschwindigkeit bestimmt, die in den meisten Fällen nahe der Höchstgeschwindigkeit liegt.

Auch die Rückführung erfordert den synchronen Ablauf, beginnend mit dem Druckabbau des Stangenhohlraums bis zum Ende des oberen Totpunkts.
Im Moment der Rückkehr muss der Druck des Elektromagneten Nr. 8VY2 für 2 Sekunden zurückgesetzt werden.
Dann beginnen die Elektromagneten Nr. 11YV3 und Nr. 24YV6 zu arbeiten, der Gleitblock kehrt zurück und die Rücklaufgeschwindigkeit bleibt konstant.
6. Druckeinstellung der Abkantpresse
Das Hochdruck-Überströmventil Nr. 6 und das elektromagnetische Überströmventil Nr. 11 dienen hauptsächlich der Aufrechterhaltung der Nennleistung der Abkantpresse.
Das Überströmventil Nr. 14 reguliert die Rücklaufkraft der Maschine, um eine Beschädigung der Maschine durch Überlastung zu vermeiden.
Der Arbeitsdruck im Hydrauliksystem kann am Manometer Nr. 7 abgelesen werden.
Der Stickstoffdruck des Akkumulators Nr. 10 steuert hauptsächlich den Druck, der zum Betätigen des Ventils Nr. 19/21 erforderlich ist.
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)






