








Come risolvere i problemi di ritorno elastico nello stampaggio e nella piegatura (analisi e soluzione)
Capire il ritorno elastico
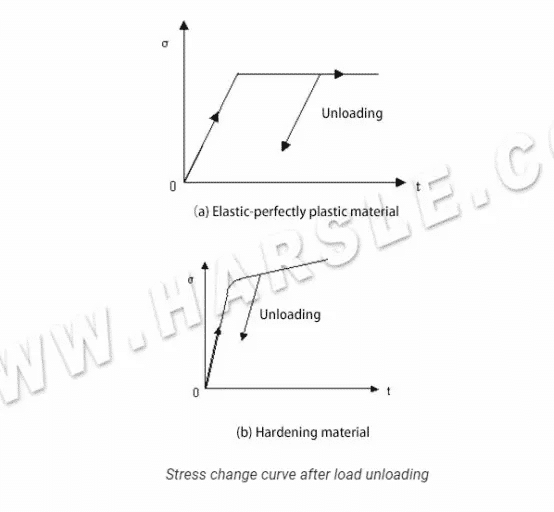
Il ritorno elastico si verifica quando il recupero elastico del materiale supera la deformazione plastica ottenuta durante lo stampaggio o processo di piegaturaQuesto fenomeno può portare a errori dimensionali, che richiedono aggiustamenti e rilavorazioni. Comprendere i fattori che contribuiscono al ritorno elastico è essenziale per una risoluzione efficace dei problemi.
Il ritorno elastico significa che quando il carico viene rimosso, la forma del corpo deformato viene parzialmente ripristinata. La forma e le dimensioni del pezzo non sono coerenti con la forma e le dimensioni della superficie di lavoro del pezzo. stampo per stampaggioLe dimensioni del componente non rientrano nell'intervallo di tolleranza, il che influisce sulla precisione di assemblaggio del prodotto. È urgente risolvere l'errore di prodotto causato dal fenomeno di rimbalzo.
Durante lo stampaggio si verifica una deformazione plastica, ma contemporaneamente si verifica anche una deformazione elastica. Dopo aver rilasciato il carico di formatura, i pezzi torneranno elasticamente in una certa misura. Il ritorno elastico è la deformazione che deve essere generata dopo la formatura della lamiera e l'estrazione del pezzo stampato dallo stampo, che influirà sulla forma finale del pezzo. L'entità del ritorno elastico influisce direttamente sulla precisione geometrica del pezzo ed è anche un difetto di formatura difficile da superare durante il processo.
Fattori che influenzano il ritorno elastico delle parti stampate
⑴Proprietà del materiale Stampando parti con resistenze diverse, dalle lamiere ordinarie a quelle ad alta resistenza, le diverse lamiere presentano diversi limiti di snervamento. Maggiore è il limite di snervamento delle lamiere, maggiore è la facilità con cui ritornano elastiche. Il materiale delle parti in lamiera spessa è generalmente una lamiera in acciaio al carbonio laminata a caldo o una lamiera in acciaio bassolegato ad alta resistenza laminata a caldo. Rispetto alle lamiere sottili laminate a freddo, le lamiere spesse laminate a caldo presentano una scarsa qualità superficiale, ampie tolleranze di spessore, proprietà meccaniche instabili e minore allungamento.
⑵Spessore del materiale Durante il processo di formatura, lo spessore della lamiera ha una grande influenza sulle prestazioni di piegatura. All'aumentare dello spessore della lamiera, il fenomeno del ritorno elastico diminuisce gradualmente. Questo perché, all'aumentare dello spessore della lamiera, aumenta il materiale coinvolto nella deformazione plastica e, di conseguenza, l'elasticità. Anche la deformazione di recupero aumenta e, di conseguenza, il ritorno elastico diminuisce.
Con il continuo miglioramento della resistenza dei materiali delle parti in lamiera spessa, il problema della precisione dimensionale dei pezzi causato dal ritorno elastico sta diventando sempre più serio. La progettazione dello stampo e il successivo debug del processo richiedono la comprensione della natura e delle dimensioni del ritorno elastico del pezzo per adottare contromisure e piani correttivi adeguati.
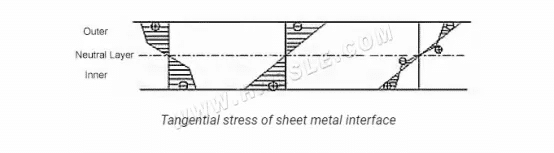
Per le parti in lamiera spessa, il rapporto tra raggio di curvatura e spessore della lamiera è generalmente molto piccolo e non è possibile ignorare la sollecitazione nella direzione dello spessore e la sua variazione.
⑶Forma della parte Il ritorno elastico di componenti con forme diverse è molto variabile. Generalmente, i componenti con forme complesse vengono aggiunti con una sequenza di sagomatura per prevenire il ritorno elastico quando la formatura non è in atto, e alcuni componenti con forme speciali sono più soggetti al ritorno elastico, come gli zeri a forma di U. Per i componenti, nel processo di analisi e formatura, è necessario considerare la compensazione del ritorno elastico.
⑷Angolo centrale di piegatura Maggiore è il valore dell'angolo del centro di piegatura, maggiore sarà il valore cumulativo del ritorno elastico, che causerà un ritorno elastico significativo. La lunghezza della deformazione del pezzo stampato aumenta con l'aumentare dell'angolo del centro di piegatura.

⑸Adattamento dello spazio dello stampo Durante la progettazione dello stampo, è necessario lasciare uno spazio vuoto pari al doppio dello spessore del materiale nella parte di lavoro opposta, in modo che il prodotto venga alloggiato nello spazio. Per ottenere un flusso migliore dei materiali, le parti dello stampo devono essere studiate e adattate dopo la lavorazione. Soprattutto per gli stampi piegatori, maggiore è lo spazio vuoto tra le parti di lavoro, maggiore è il ritorno elastico. Se l'intervallo consentito di errore nello spessore della lamiera è 0, maggiore sarà il ritorno elastico e lo spazio vuoto tra gli stampi non sarà ben definito.
⑹Raggio di curvatura relativo Il valore del raggio di curvatura relativo è proporzionale al valore di rimbalzo, quindi maggiore è la curvatura della parte stampata, più difficile è piegarla nella forma desiderata.
⑺Processo di formatura Il processo di formatura è un aspetto importante che ne limita il valore di resilienza. In generale, l'effetto di resilienza della piegatura corretta è migliore di quello della piegatura libera. Se si desidera ottenere lo stesso effetto di lavorazione nella produzione dello stesso lotto di pezzi stampati, la forza di piegatura richiesta per la piegatura correttiva è molto maggiore di quella richiesta per la piegatura libera. Pertanto, se si utilizza la stessa forza di piegatura nei due metodi, l'effetto finale sarà diverso. Maggiore è la forza di correzione richiesta per correggere la piegatura, minore è il ritorno elastico del pezzo stampato. La forza di piegatura correttiva allungherà le fibre all'esterno e all'esterno della zona di deformazione per ottenere l'effetto di formatura. Dopo aver scaricato la forza di piegatura, le fibre interne ed esterne si accorceranno, ma la direzione di rimbalzo dei lati interno ed esterno sarà opposta, in modo che il rimbalzo verso l'esterno del pezzo stampato possa essere in una certa misura attenuato.
Soluzioni per lo stampaggio del ritorno elastico
⑴Progettazione del prodotto. Innanzitutto, per quanto riguarda i materiali, per soddisfare i requisiti del prodotto, è necessario selezionare materiali a bassa resa o aumentarne opportunamente lo spessore. In secondo luogo, la progettazione della forma dei pezzi stampati e la loro forma hanno un impatto molto importante sul ritorno elastico. Nella piegatura di pezzi stampati complessi con forme curve, a causa delle sollecitazioni complesse in tutte le direzioni, entrano in gioco altri fattori come l'attrito. È molto difficile eliminare le molle, quindi, quando si progetta la forma del prodotto, è possibile utilizzare una combinazione di più parti per pezzi stampati complessi per risolvere il problema del ritorno elastico.
⑵Progettazione del processo. Innanzitutto, il processo di preformatura dello stampo, aggiungendo il processo di preformatura, può distribuire le parti stampate in un unico processo, eliminando in una certa misura lo stress interno durante il processo di formatura e risolvendo il problema del ritorno elastico. In secondo luogo, per ridurre lo spazio tra gli stampi concavi e convessi, è possibile regolarlo fino a circa il doppio dello spessore del materiale per massimizzare l'aderenza tra il materiale e lo stampo. Allo stesso tempo, l'indurimento dello stampo può anche ridurre efficacemente il fenomeno dell'usura delle parti stampate.
⑶Forza del premilamiera. Forza del premilamiera Il processo di stampaggio è un'importante misura di processo. Ottimizzando costantemente la forza del premilamiera, è possibile regolare la direzione del flusso del materiale e migliorare la distribuzione delle sollecitazioni interne. L'aumento della forza del premilamiera può rendere l'imbutitura del pezzo più completa, in particolare per quanto riguarda la parete laterale del pezzo e la posizione dell'angolo R. Se la formatura è sufficiente, la differenza di sollecitazioni interne ed esterne verrà ridotta, riducendo così il ritorno elastico.
⑷Perline di tiraggio. I cordoni di trafilatura sono ampiamente utilizzati nella tecnologia odierna. Una posizione di trafilatura ragionevole può modificare efficacemente la direzione del flusso del materiale e distribuire efficacemente la resistenza all'avanzamento sulla superficie di pressatura, migliorando così la formabilità del materiale e facilitando la lavorazione. L'applicazione dei cordoni di trafilatura sui pezzi con ritorno elastico renderà i pezzi più completamente formati, la distribuzione delle sollecitazioni sarà più uniforme e il ritorno elastico sarà ridotto.
America-Miami-Customer-Feeback-1.jpg)
Australia-Customer-Feedback.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Brazil.png)
Russia-Customer-Feedback.jpg)
Serbia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)



