








Как решить проблемы с пружиной при штамповке и гибке (анализ и решение)
Понимание пружинения
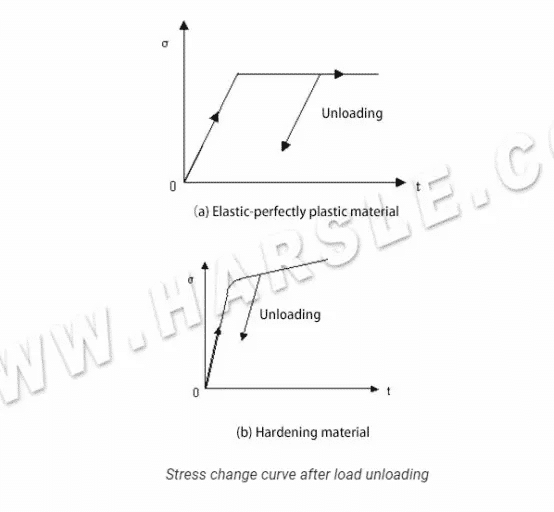
Упругий отскок происходит, когда упругое восстановление материала превышает пластическую деформацию, достигнутую во время штамповки или процесс гибкиЭто явление может привести к ошибкам в размерах, требующим корректировки и доработки. Понимание факторов, способствующих упругому возврату, необходимо для эффективного решения проблем.
Упругость означает, что при снятии нагрузки форма деформированного тела частично восстанавливается. Форма и размеры детали не соответствуют форме и размерам рабочей поверхности. штамп для штамповкиРазмер детали выходит за пределы допуска, что влияет на точность сборки изделия. Необходимо срочно устранить погрешность изделия, вызванную явлением отскока.
В процессе штамповки происходит пластическая деформация, но одновременно с ней возникает и упругая. После снятия нагрузки формообразующей силы детали отпружинивают до определённой степени. Отпружинивание – это деформация, которая должна возникнуть после формования листа и извлечения отформованной детали из формы и которая влияет на окончательную форму детали. Величина отпружинивания напрямую влияет на геометрическую точность заготовки и является дефектом формообразования, который трудно устранить в процессе штамповки.
Факторы, влияющие на упругое последействие штампованных деталей
⑴Свойства материала При штамповке деталей различной прочности, от обычных до высокопрочных, разные листы имеют разный предел текучести. Чем выше предел текучести, тем легче они возвращаются в исходное состояние. Для изготовления толстолистовых деталей обычно используют горячекатаную углеродистую или низколегированную высокопрочную сталь. По сравнению с тонколистовыми холоднокатаными листами, толстые листы горячекатаной стали характеризуются низким качеством поверхности, большими допусками по толщине, нестабильными механическими свойствами и меньшим относительным удлинением.
⑵Толщина материала В процессе формовки толщина листа оказывает большое влияние на характеристики гибки. С увеличением толщины листа эффект пружинения постепенно уменьшается. Это связано с тем, что с увеличением толщины листа увеличивается пластическая деформация материала, а следовательно, увеличивается и упругость (деформация восстановления), и, следовательно, эффект пружинения уменьшается.
В связи с постоянным повышением прочности материалов, используемых для изготовления толстолистовых деталей, проблема точности размеров деталей, вызванная пружинением, становится всё более серьёзной. Проектирование пресс-форм и последующая отладка процесса требуют понимания характера и величины пружинения деталей для разработки соответствующих мер и планов устранения проблемы.
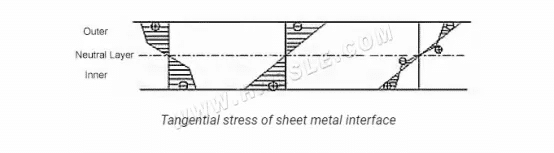
Для деталей из толстого листового металла отношение радиуса изгиба к толщине листа, как правило, очень мало, а напряжение в направлении толщины и его изменение нельзя игнорировать.
⑶Форма детали Упругость деталей разной формы сильно различается. Как правило, к деталям сложной формы добавляется последовательность формовки для предотвращения упругого возврата, когда формовка не выполнена. Некоторые детали специальной формы, например, U-образные нулевые детали, более склонны к упругому возврату. Для компонентов при анализе и формовке необходимо учитывать компенсацию упругого возврата.
⑷Центральный угол изгиба Чем больше значение центрального угла гиба, тем больше суммарное значение пружинения, что приводит к значительному отскоку. Длина деформации штампуемой детали увеличивается с увеличением центрального угла гиба.

⑸Посадка по зазору формы При проектировании пресс-формы необходимо оставить зазор, вдвое превышающий толщину материала в противоположной рабочей части, в который помещается изделие. Для обеспечения лучшего потока материала необходимо провести исследование и подобрать детали пресс-формы после её изготовления. В частности, для гибочных пресс-форм, чем больше зазор между рабочими частями, тем больше упругий откат. Если допустимый диапазон погрешности толщины листа превышает допустимый, тем больше будет упругий откат, и зазор между пресс-формами будет неточным.
⑹Относительный радиус изгиба Значение относительного радиуса изгиба пропорционально значению отскока, поэтому чем больше кривизна штампуемой детали, тем сложнее ее согнуть.
⑺Процесс формования Процесс формовки является важным аспектом, который ограничивает его значение упругости. Вообще говоря, эффект упругости исправленного изгиба лучше, чем у свободного изгиба. Если тот же эффект обработки должен быть достигнут при производстве той же партии штампованных деталей, сила изгиба, необходимая для корректирующего изгиба, намного больше, чем необходимая для свободного изгиба. Поэтому, если в двух методах используется одно и то же усилие изгиба, конечный эффект будет разным. Чем больше сила коррекции, необходимая для исправления изгиба, тем меньше упругость штампованной детали. Сила коррекции изгиба будет растягивать волокна снаружи и снаружи зоны деформации для достижения эффекта формования. После снятия нагрузки изгибающего усилия внутренние и внешние волокна будут укорочены, но направление отскока внутренней и внешней сторон противоположно, так что наружный отскок штамповки может быть в определенной степени ослаблен.
Решения для штамповки пружинных изделий
⑴Дизайн продукта. Прежде всего, что касается материалов, исходя из требований к изделию, следует выбирать материалы с низким пределом текучести или соответствующим образом увеличивать толщину материала. Во-вторых, форма штампуемых деталей и их форма оказывают существенное влияние на упругость. При гибке штампуемых деталей сложной формы, из-за сложного распределения напряжений во всех направлениях, возникают дополнительные факторы, такие как трение. Исключить влияние пружин очень сложно, поэтому при проектировании формы изделия для решения проблемы упругости штампуемых деталей сложной формы можно использовать комбинацию из нескольких деталей.
⑵Проектирование процесса. Во-первых, процесс предварительной формовки при проектировании пресс-формы, добавление процесса предварительной формовки, позволяет распределить формовку штампованных деталей по нескольким процессам, что позволяет в определенной степени устранить внутренние напряжения в процессе формовки и решить проблему пружинения. Во-вторых, чтобы уменьшить зазор между вогнутой и выпуклой пресс-формами, можно отрегулировать толщину материала примерно вдвое, чтобы обеспечить максимальное прилегание материала к пресс-форме. Кроме того, закалка пресс-формы может эффективно снизить износ штампованных деталей.
⑶Сила держателя заготовки. Усилие прижима заготовки. Процесс штамповки является важным технологическим процессом. Непрерывная оптимизация усилия прижима заготовки позволяет регулировать направление потока материала и улучшать распределение внутренних напряжений. Увеличение усилия прижима заготовки позволяет добиться более полной протяжки детали, особенно в области боковых стенок и угла R. При достаточной штамповке разница внутренних и внешних напряжений уменьшается, что приводит к уменьшению упругого отскока.
⑷Бусины. Вытяжные валки широко используются в современных технологиях. Рациональный выбор положения вытяжки позволяет эффективно изменять направление потока материала и эффективно распределять сопротивление подаче по поверхности прессования, тем самым улучшая формуемость материала и облегчая его. Установка вытяжных валков на деталях с пружинным возвратом обеспечивает более полную формовку деталей, более равномерное распределение напряжений и снижение пружинного возврата.
America-Miami-Customer-Feeback-1.jpg)
Australia-Customer-Feedback.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Brazil.png)
Russia-Customer-Feedback.jpg)
Serbia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)



