








Como resolver problemas de retorno elástico de estampagem e dobra (análise e solução)
Compreendendo o Springback
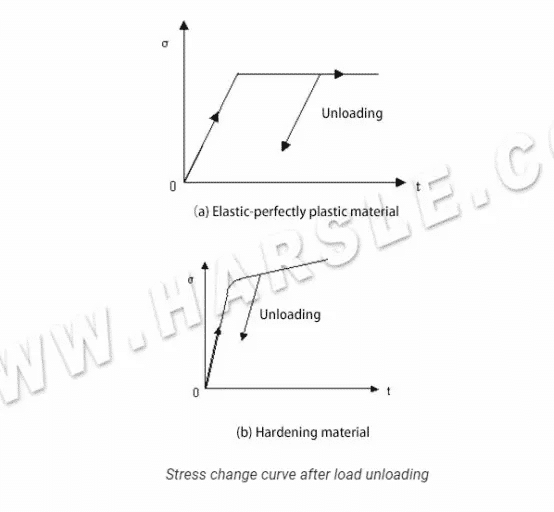
O retorno elástico ocorre quando a recuperação elástica do material supera a deformação plástica alcançada durante a estampagem ou processo de dobraEsse fenômeno pode levar a erros dimensionais, exigindo ajustes e retrabalho. Compreender os fatores que contribuem para o retorno elástico é essencial para a resolução eficaz de problemas.
Retorno elástico significa que, quando a carga é removida, a forma do corpo deformado é parcialmente restaurada. A forma e o tamanho da peça não são consistentes com a forma e o tamanho da superfície de trabalho do matriz de estampagemO tamanho da peça não está dentro da faixa de tolerância, o que afeta a precisão da montagem do produto. É urgente solucionar o erro do produto causado pelo fenômeno de rebote.
A deformação plástica ocorre durante a estampagem, mas também ocorre deformação elástica simultaneamente. Após a descarga da carga de conformação, as peças retornam ao formato original até certo ponto. O retorno elástico é a deformação que deve ser gerada após a conformação da chapa e a retirada da peça do molde, o que afetará o formato final da peça. A quantidade de retorno elástico afeta diretamente a precisão geométrica da peça, sendo também um defeito de conformação difícil de ser superado no processo.
Fatores que influenciam o retorno elástico de peças estampadas
⑴Propriedades dos materiais Peças estampadas com diferentes resistências, desde chapas comuns até chapas de alta resistência, apresentam diferentes limites de escoamento. Quanto maior o limite de escoamento das chapas, mais fácil é o retorno elástico. O material das peças de chapa grossa geralmente adota chapas de aço carbono laminadas a quente ou chapas de aço de baixa liga de alta resistência laminadas a quente. Em comparação com chapas finas laminadas a frio, as chapas grossas laminadas a quente apresentam qualidade superficial inferior, grandes tolerâncias de espessura, propriedades mecânicas instáveis e menor alongamento.
⑵Espessura do material Durante o processo de conformação, a espessura da chapa tem grande influência no desempenho de flexão. À medida que a espessura da chapa aumenta, o fenômeno de retorno elástico diminui gradualmente. Isso ocorre porque, à medida que a espessura da chapa aumenta, o material envolvido na deformação plástica aumenta e, consequentemente, a elasticidade da deformação de recuperação também aumenta e, portanto, o retorno elástico diminui.
Com a melhoria contínua da resistência do material de peças de chapa metálica espessa, o problema da precisão dimensional das peças causada pelo retorno elástico está se tornando cada vez mais grave. O projeto do molde e a posterior depuração do processo exigem a compreensão da natureza e do tamanho do retorno elástico da peça para a adoção de contramedidas e planos de correção correspondentes.
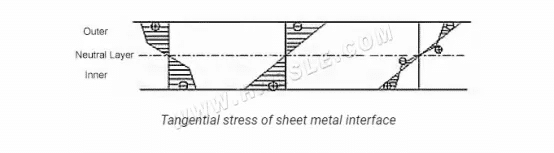
Para peças de chapa metálica grossa, a relação entre o raio de curvatura e a espessura da chapa é geralmente muito pequena, e a tensão na direção da espessura e sua mudança de tensão não podem ser ignoradas.
⑶Forma da peça O retorno elástico de peças com formatos diferentes é muito diferente. Geralmente, peças com formatos complexos são adicionadas com uma sequência de conformação para evitar o retorno elástico quando a conformação não está no lugar, e algumas peças com formatos especiais são mais propensas ao retorno elástico, como zeros em forma de U. Para componentes, no processo de análise e conformação, a compensação do retorno elástico deve ser considerada.
⑷Ângulo central de flexão Quanto maior o valor do ângulo central de dobra, maior o valor cumulativo do retorno elástico, o que causará um retorno elástico severo. A extensão da deformação da peça estampada aumenta com o aumento do ângulo central de dobra.

⑸Ajuste de folga do molde Durante o projeto do molde, é necessário deixar uma folga com o dobro da espessura do material na peça de trabalho oposta, acomodando o produto nessa folga. Para obter um melhor fluxo de materiais, as peças do molde devem ser pesquisadas e combinadas após o processamento. Especialmente para moldes de dobra, quanto maior a folga entre as peças de trabalho, maior o retorno elástico. Se a margem de erro da espessura da chapa for maior, maior será o retorno elástico e a folga entre os moldes não será bem determinada.
⑹Raio de curvatura relativo O valor do raio de curvatura relativo é proporcional ao valor do rebote, portanto, quanto maior a curvatura da peça estampada, mais difícil será dobrá-la no formato desejado.
⑺Processo de formação O processo de conformação é um aspecto importante que restringe seu valor de resiliência. De modo geral, o efeito de resiliência da flexão corrigida é melhor do que o da flexão livre. Se o mesmo efeito de processamento for alcançado na produção do mesmo lote de peças estampadas, a força de flexão necessária para a flexão corretiva é muito maior do que a necessária para a flexão livre. Portanto, se a mesma força de flexão for usada nos dois métodos, o efeito final será diferente. Quanto maior a força de correção necessária para corrigir a flexão, menor será o retorno elástico da peça estampada. A força de flexão corretiva esticará as fibras nas partes externa e externa da zona de deformação para obter o efeito de conformação. Após a força de flexão ser descarregada, as fibras internas e externas serão encurtadas, mas a direção de rebote dos lados interno e externo é oposta, de modo que o rebote externo da estampagem pode ser aliviado até certo ponto.
Soluções para estampagem de retorno elástico
⑴Design do produto. Em primeiro lugar, em termos de materiais, com a premissa de atender aos requisitos do produto, materiais com baixo rendimento devem ser selecionados ou a espessura do material pode ser aumentada adequadamente. Em segundo lugar, o design da forma das peças estampadas e o formato das peças estampadas têm um impacto muito importante no retorno elástico. Na dobra de peças estampadas complexas com formas curvas, devido à tensão complexa em todas as direções, existem outros fatores, como o atrito. É muito difícil eliminar as molas, portanto, ao projetar a forma do produto, uma combinação de várias peças pode ser usada para peças estampadas complexas para resolver o problema do retorno elástico.
⑵Projeto de processo. Em primeiro lugar, o processo de pré-conformação do projeto do molde, adicionando o processo de pré-conformação, permite a distribuição das peças estampadas de conformação única em diferentes processos, o que pode eliminar, até certo ponto, a tensão interna durante o processo de conformação, resolvendo o defeito de retorno elástico. Em segundo lugar, para reduzir a folga entre os moldes côncavos e convexos, a espessura do material pode ser ajustada para aproximadamente o dobro, maximizando o encaixe entre o material e o molde. Ao mesmo tempo, o endurecimento do molde também pode reduzir eficazmente o fenômeno de desgaste das peças estampadas no molde.
⑶Força do suporte em branco. Força do suporte da peça: O processo de estampagem é uma medida importante do processo. A otimização contínua da força do suporte da peça permite ajustar a direção do fluxo do material e melhorar a distribuição interna das tensões. O aumento da força do suporte da peça pode tornar a estampagem da peça mais completa, especialmente das paredes laterais da peça e da posição do ângulo R. Se a conformação for suficiente, a diferença de tensões interna e externa será reduzida, reduzindo assim o retorno elástico.
⑷Contas de desenho. Os cordões de estiramento são amplamente utilizados na tecnologia atual. Um ajuste razoável da posição de estiramento pode alterar efetivamente a direção do fluxo de material e distribuir eficazmente a resistência de avanço na superfície de prensagem, melhorando assim a conformabilidade do material e facilitando a moldagem. A colocação de cordões de estiramento em peças com retorno elástico tornará as peças mais completamente formadas, a distribuição de tensões será mais uniforme e o retorno elástico será reduzido.
America-Miami-Customer-Feeback-1.jpg)
Australia-Customer-Feedback.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Brazil.png)
Russia-Customer-Feedback.jpg)
Serbia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)



