








3 rodzaje gięcia Wiedza podstawowa

Gdy zagłębiam się w świat prasa krawędziowaUważam, że zgłębianie podstaw gięcia jest fascynujące. Zrozumienie trzech rodzaje gięcia—gięcie w powietrzu, gięcie od dołu i gięcie na gorąco — odmieniło moje podejście do obróbki metali. Każda metoda oferuje unikalne zalety, umożliwiając precyzyjną kontrolę i elastyczność w kształtowaniu blachy. Niezależnie od tego, czy jesteś doświadczonym profesjonalistą, czy dopiero zaczynasz, opanowanie tych technik może znacznie poprawić Twoje umiejętności i wydajność. Dołącz do mnie, aby odkryć podstawowe zasady obsługi prasy krawędziowej i wspólnie rozwinąć nasze doświadczenie w gięciu!
Czy potrafisz z łatwością wymienić różnicę między gięciem w powietrzu, gięciem od dołu i gięciem na gorąco? Jeśli tak, ten artykuł nie jest dla Ciebie. Jeśli jesteś nowicjuszem w obróbce metali lub po prostu szukasz przypomnienia podstaw gięcia, czytaj dalej.
Gięcie w powietrzu, gięcie od dołu i gięcie na gorąco to trzy rodzaje gięcia najczęściej stosowane przez precyzyjnych producentów metali. W tym artykule omówiono podstawowe definicje każdego z nich oraz różnice między nimi.
Rodzaje gięciaWybijanie monet
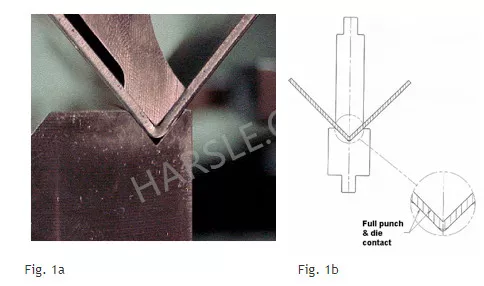
Termin „wybijanie monet” pochodzi od słowa „coining” (wybijanie monet). Aby umieścić profil Lincolna na monecie jednocentowej, maszyny o bardzo dużej mocy ściskają metalowy krążek z siłą wystarczającą do dopasowania metalu do obrazu wygrawerowanego na matrycy.
Podobnie, „wybijanie” za pomocą prasy krawędziowej (rys. 1a) polega na użyciu wystarczającego nacisku, aby dopasować blachę do dokładnego kąta stempla i matrycy. Podczas wybijania blacha jest nie tylko gięta, ale wręcz pocieniana przez uderzenie stempla i matrycy, ponieważ jest ściskana między nimi wzdłuż powierzchni gięcia (rys. 1b).
Teoria leżąca u podstaw wyginania opiera się na założeniu, że przy odpowiednim tonażu blacha wygnie się pod precyzyjnym kątem narzędzia, więc narzędzie powinno być idealnie dopasowane do kąta, jaki chcesz uzyskać.
Rodzaje gięciaGięcie dolne
W przypadku gięcia dolnego (rys. 2a) stempel i matryca są zbliżane do siebie tak, że materiał styka się z końcówką stempla i ściankami bocznymi otworu w kształcie litery V (rys. 2b).
Różni się od bicia monet tym, że stempel i matryca nie mają pełnego kontaktu z metalem i nie jest używana wystarczająca siła nacisku, aby faktycznie odcisnąć lub pocienić metal.
Ponieważ gięcie od dołu wymaga mniejszej siły nacisku niż gięcie na trzpieniu, materiał nie dostosowuje się całkowicie do kąta gięcia narzędzia. W rzeczywistości, podczas gięcia od dołu, metal ulega tzw. „sprężynowaniu”, czyli odprężeniu do większego kąta po gięciu. Dlatego, aby uzyskać określony kąt, w przypadku gięcia od dołu, należy użyć narzędzi o nieco ostrzejszym kącie, aby uwzględnić naturalne sprężynowanie po odgięciu blachy. Na przykład, aby uzyskać gotową formę o kącie 90°, konieczne może być ustawienie stempla i matrycy pod kątem 88°. Różne materiały i grubości powodują różny stopień sprężynowania.

Rodzaje gięciaGięcie powietrza
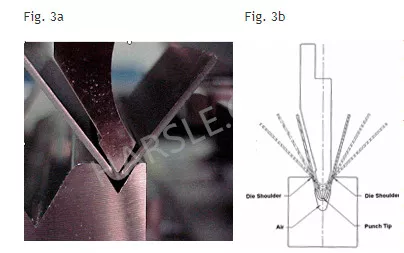
W gięciu powietrznym (patrz rys. 3a) występuje minimalny kontakt między narzędziem a metalem w porównaniu z gięciem od dołu. Materiał styka się z narzędziem tylko w trzech określonych punktach – na czubku stempla i obu ramionach matrycy (rys. 3b). W rezultacie rzeczywisty kąt narzędzia ma minimalny wpływ na końcowy kąt gięcia. Kąt gięcia jest determinowany przede wszystkim przez głębokość, na jaką stempel zagłębia się w matrycę; większa głębokość stempla tworzy ostrzejszy kąt. Dzięki temu, regulując głębokość skoku, operatorzy mogą uzyskać wiele kątów gięcia za pomocą jednego zestawu narzędzi, ograniczonych jedynie kątami stempla i matrycy.
Ponieważ tonaż nie powoduje zagięcia w gięciu w powietrzu, nie potrzeba go tak dużo, jak w przypadku gięcia na gorąco. Podobnie jak w przypadku gięcia od dołu, w gięciu w powietrzu należy spodziewać się pewnego sprężystego odbicia, więc prawdopodobnie konieczne będzie gięcie pod nieco ostrzejszym kątem, aby uzyskać pożądany efekt końcowy.
Wniosek
Zrozumienie różnic między gięciem cylindrycznym, gięciem od dołu i gięciem powietrznym jest kluczem do wyboru najlepszej techniki gięcia dla Twojego projektu. Każda metoda oferuje unikalne korzyści w zależności od potrzeb w zakresie precyzji, rodzaju materiału, wielkości produkcji i dostępnego tonażu. Opanowanie tych podstaw gięcia pomoże Ci zwiększyć wydajność, zmniejszyć straty materiałów i osiągnąć wysoką jakość gięcia w każdej operacji.











