








3 Biegearten Grundkenntnisse

Während ich in die Welt der Abkantpresses, finde ich es faszinierend, die Grundlagen des Biegens zu erforschen. Das Verständnis der drei Biegearten– Luftbiegen, Bodenbiegen und Prägen – hat meine Herangehensweise an die Metallverarbeitung verändert. Jede Methode bietet einzigartige Vorteile und ermöglicht präzise Kontrolle und Flexibilität bei der Blechformung. Ob erfahrener Profi oder Anfänger – die Beherrschung dieser Techniken kann Ihre Fähigkeiten und Ihre Effizienz deutlich steigern. Entdecken Sie mit mir die wesentlichen Prinzipien der Abkantpresse und erweitern Sie gemeinsam Ihr Biege-Know-how!
Können Sie den Unterschied zwischen Luftbiegen, Unterbiegen und Prägen leicht aufzählen? Dann ist dieser Artikel nichts für Sie. Wenn Sie ein Neuling in der Metallverarbeitung sind oder einfach nur die Grundlagen des Biegens auffrischen möchten, lesen Sie weiter.
Luftbiegen, Bodenbiegen und Prägen sind die drei Biegearten, die in der Präzisionsmetallverarbeitung am häufigsten eingesetzt werden. Dieser Artikel behandelt die grundlegenden Definitionen und Unterschiede zwischen den drei Biegearten.
Biegearten-Prägung
Der Begriff „Prägen“ stammt aus der Münzherstellung. Um das Lincoln-Profil auf einen Penny zu prägen, pressen Maschinen mit extrem hoher Tonnage eine Metallscheibe mit ausreichend Kraft zusammen, um das Metall dem auf dem Prägestempel eingravierten Bild anzupassen.
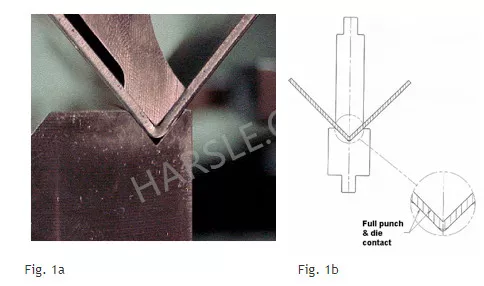
Ähnlich verhält es sich beim Prägen mit einer Abkantpresse (Abb. 1a). Dabei wird ausreichend Kraft eingesetzt, um das Blech exakt an den Winkel des verwendeten Stempels und der Matrize anzupassen. Beim Prägen wird das Blech nicht nur gebogen, sondern durch den Aufprall von Stempel und Matrize dünner gemacht, da es zwischen ihnen entlang der Biegeflächen zusammengedrückt wird (Abb. 1b).
Die Theorie hinter dem Prägen besteht darin, dass sich Ihr Blech mit ausreichender Kraft genau im Winkel Ihres Werkzeugs biegen lässt. Ihr Werkzeug sollte also dem gewünschten Winkel entsprechen.
Biegearten-Bodenbiegung
Beim Bodenbiegen oder „Bodenbiegen“ (Abb. 2a) werden Stempel und Matrize zusammengeführt, sodass das Material Kontakt mit der Stempelspitze und den Seitenwänden der V-Öffnung hat (Abb. 2b).
Der Unterschied zum Prägen besteht darin, dass Stempel und Matrize keinen vollständigen Kontakt mit dem Metall haben und nicht genügend Kraft zum tatsächlichen Prägen oder Verdünnen des Metalls verwendet wird.
Da beim Senkbiegen weniger Kraft als beim Prägen benötigt wird, passt sich das Material nicht vollständig dem Biegewinkel des Werkzeugs an. Beim Senkbiegen erfährt das Metall eine sogenannte „Rückfederung“, die auftritt, wenn es sich nach dem Biegen in einen größeren Winkel entspannt. Um beim Senkbiegen einen bestimmten Winkel zu erreichen, benötigen Sie Werkzeuge mit einem etwas spitzeren Winkel, um die natürliche Rückfederung nach dem Loslassen des Blechs zu berücksichtigen. Beispielsweise benötigen Stempel und Matrize möglicherweise einen Winkel von 88°, um eine fertige Form von 90° zu erreichen. Unterschiedliche Materialien und Dicken führen zu unterschiedlichen Rückfederungsstärken.

Biegearten-Luftbiegen
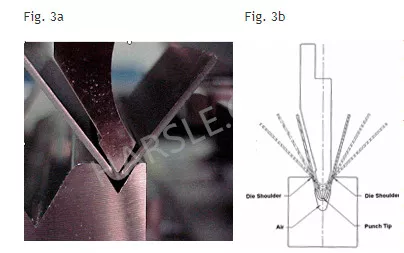
Beim Freibiegen (siehe Abb. 3a) besteht im Vergleich zum Untenbiegen nur minimaler Kontakt zwischen Werkzeug und Metall. Das Material berührt das Werkzeug nur an drei bestimmten Punkten – der Stempelspitze und beiden Matrizenschultern (Abb. 3b). Daher hat der tatsächliche Winkel des Werkzeugs nur minimalen Einfluss auf den endgültigen Biegewinkel. Stattdessen wird der Biegewinkel in erster Linie durch die Tiefe bestimmt, mit der der Stempel in die Matrize eintaucht; eine größere Stempeltiefe erzeugt einen spitzeren Winkel. Durch die Anpassung der Hubtiefe können Bediener mit einem einzigen Werkzeugsatz mehrere Biegewinkel erzielen, die lediglich durch die Winkel von Stempel und Matrize begrenzt sind.
Da die Biegung beim Freibiegen nicht durch die Tonnage erfolgt, benötigen Sie nicht so viel Kraft wie beim Prägen. Und wie beim Unterbiegen ist auch beim Freibiegen eine gewisse Rückfederung zu erwarten, sodass Sie wahrscheinlich einen etwas spitzeren Winkel biegen müssen, um die gewünschte Biegung zu erzielen.
Abschluss
Das Verständnis der Unterschiede zwischen Prägebiegen, Bodenbiegen und Freibiegen ist entscheidend für die Auswahl der optimalen Biegetechnik für Ihr Projekt. Jede Methode bietet je nach Präzisionsanforderungen, Materialart, Produktionsvolumen und verfügbarer Tonnage einzigartige Vorteile. Die Beherrschung dieser Biegegrundlagen hilft Ihnen, die Effizienz zu steigern, Materialverschwendung zu reduzieren und bei jedem Vorgang hochwertige Biegeergebnisse zu erzielen.











