








3 типа гибки. Базовые знания

Когда я погружаюсь в мир листогибочный прессМне очень интересно изучать основы гибки. Понимание трёх типы гибки— воздушная гибка, гибка снизу и чеканка — изменили мой подход к обработке металла. Каждый метод обладает уникальными преимуществами, обеспечивая точный контроль и гибкость при формовке листового металла. Независимо от того, являетесь ли вы опытным специалистом или новичком, освоение этих методов может значительно повысить ваши навыки и эффективность. Присоединяйтесь ко мне, и мы вместе откроем для себя основные принципы работы листогибочного пресса и повысим наш уровень мастерства в гибке!
Сможете ли вы легко объяснить разницу между гибкой в воздухе, гибкой снизу и чеканкой? Если да, то эта статья не для вас. Если вы новичок в металлообработке или просто хотите освежить свои знания основ гибки, читайте дальше.
Гибка в воздухе, гибка снизу и чеканка — три типа гибки, наиболее часто используемые производителями прецизионных металлоконструкций. В этой статье рассматриваются основные определения каждого из них и различия между ними.
Виды гибки-Чеканка
Термин «чеканка» (coining) происходит от монетостроения. Чтобы поместить профиль Линкольна на пенни, высокотоннажные машины сжимают металлический диск с силой, достаточной для того, чтобы металл соответствовал изображению, нанесённому на штамп.
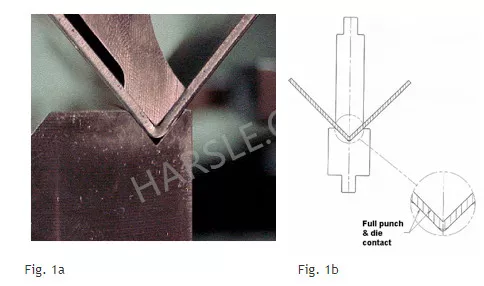
В том же духе, чеканка на листогибочном прессе (рис. 1а) требует достаточного усилия, чтобы точно подогнать лист под углом к используемым пуансону и матрице. При чеканке листовой металл не просто изгибается, но и утончается под воздействием пуансона и матрицы, сжимаясь между ними вдоль поверхностей гиба (рис. 1б).
Теория чеканки заключается в том, что при достаточном усилии листовой металл будет изгибаться под точным углом вашего инструмента, поэтому ваш инструмент должен точно соответствовать нужному вам углу.
Виды гибки-Нижний изгиб
При гибке снизу или «сгибании снизу» (рис. 2а) пуансон и матрица сводятся вместе таким образом, чтобы материал соприкасался с кончиком пуансона и боковыми стенками V-образного отверстия (рис. 2б).
Отличие от чеканки заключается в том, что пуансон и матрица не полностью соприкасаются с металлом, и для фактического нанесения отпечатка или утончения металла не используется достаточное усилие.
Поскольку гибка снизу требует меньшего усилия, чем чеканка, материал не полностью соответствует углу изгиба инструмента. Фактически, при гибке снизу металл испытывает так называемое «пружинное отклонение», которое происходит, когда он расслабляется до большего угла после изгиба. Таким образом, при гибке снизу, чтобы получить определенный угол, необходимо использовать инструмент с немного более острым углом, чтобы учесть естественное упругое отклонение, которое возникнет после освобождения листа металла. Например, для получения готовой формы с углом 90° может потребоваться, чтобы пуансон и матрица были расположены под углом 88°. Различные материалы и толщины приводят к разной величине упругого отклонения.

Виды гибки-Изгиб воздуха
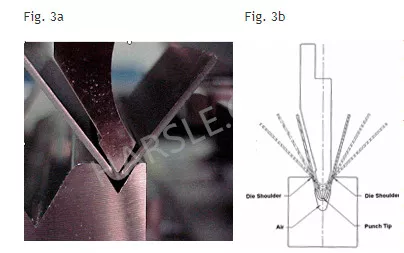
При гибке на воздухе (см. рис. 3а) контакт инструмента с металлом минимален по сравнению с гибкой снизу. Материал касается инструмента всего в трёх точках: кончике пуансона и обоих выступах матрицы (рис. 3б). В результате фактический угол инструмента оказывает минимальное влияние на конечный угол гибки. Угол гибки определяется, главным образом, глубиной погружения пуансона в матрицу; чем глубже пуансон, тем острее угол. Таким образом, регулируя глубину хода, операторы могут получать различные углы гибки, используя один набор инструментов, ограниченный только углами пуансона и матрицы.
Поскольку при гибке на воздухе изгиб не зависит от тоннажа, вам не потребуется столько же, сколько при чеканке. Как и при гибке снизу, при гибке на воздухе ожидается определённая упругость, поэтому вам, вероятно, придётся сгибать под чуть более острым углом, чтобы получить желаемый конечный изгиб.
Заключение
Понимание различий между чеканкой, гибкой снизу и гибкой на воздухе — ключ к выбору оптимального метода гибки для вашего проекта. Каждый метод обладает уникальными преимуществами в зависимости от требований к точности, типа материала, объёма производства и доступного тоннажа. Освоение этих основ гибки поможет вам повысить эффективность, сократить отходы материала и добиться высокого качества гибки на каждой операции.











