








Jeśli dopiero zaczynasz ESTUN E300 Programowanie, jesteś we właściwym miejscu. Wielu początkujących pragnie wykorzystać potencjał tego wszechstronnego systemu sterowania, a moim celem jest dostarczenie Ci niezbędnych wskazówek dla początkujących, które ułatwią Ci rozpoczęcie przygody z programowaniem. W tym artykule poprowadzę Cię przez pierwsze kroki i podzielę się kluczowymi spostrzeżeniami, które mogą usprawnić Twoją przygodę z programowaniem. Programowanie ESTUN E300 jest znane ze swojej wydajności i elastyczności, a po przeczytaniu tego przewodnika zdobędziesz podstawową wiedzę, która pozwoli Ci w pełni wykorzystać potencjał Twoich wysiłków programistycznych. Niezależnie od tego, czy chcesz poprawić precyzję, czy po prostu zrozumieć podstawy, ten przewodnik jest dostosowany do Twoich potrzeb.
Struktura strony
Podczas pracy z programem ESTUN E300 Programming zrozumienie struktury strony jest kluczowe dla sprawnej nawigacji. Włącz urządzenie i odczekaj chwilę; ekran automatycznie wyświetli stronę początkową (Single-Step), jak pokazano na rysunku 2-1.
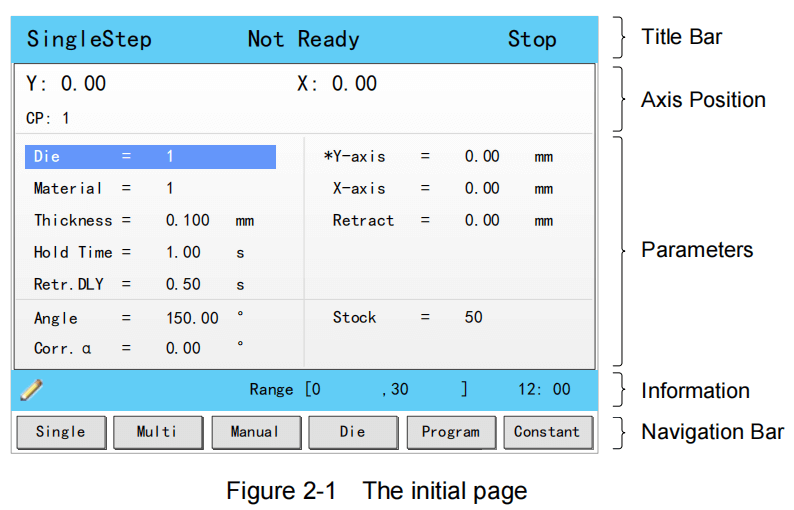
Pasek tytułu
Obszar ten jest wyświetlany na każdej stronie, a od lewej do prawej są to: Nazwa strony, Stan systemu, I Tryb pracy z kolei.
- Nazwa strony: wyświetlana jest nazwa bieżącej strony, np. Pojedynczy krok, Wielo, Program.
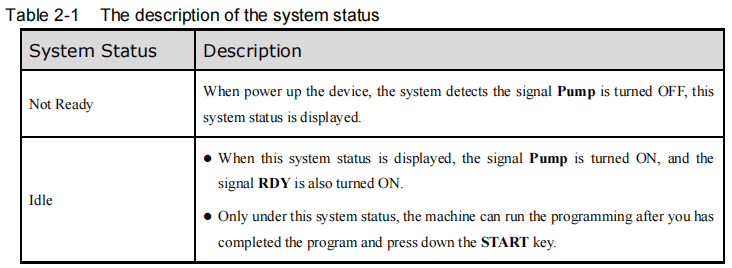
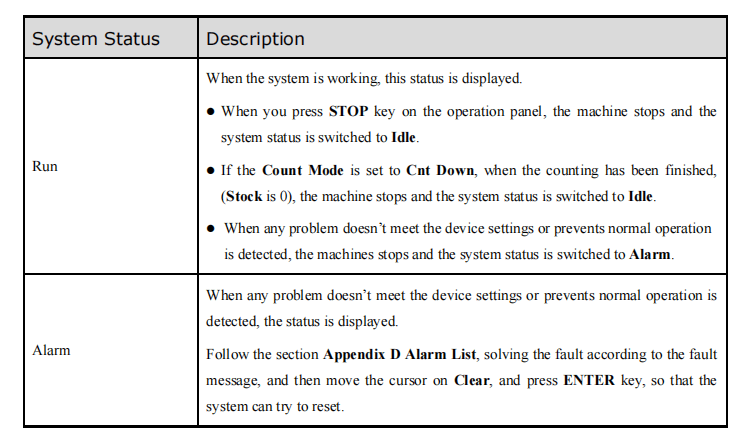
- Status systemu: wyświetla aktualny status systemu. Istnieje sześć statusów systemu, jak pokazano w Tabeli 2-1.
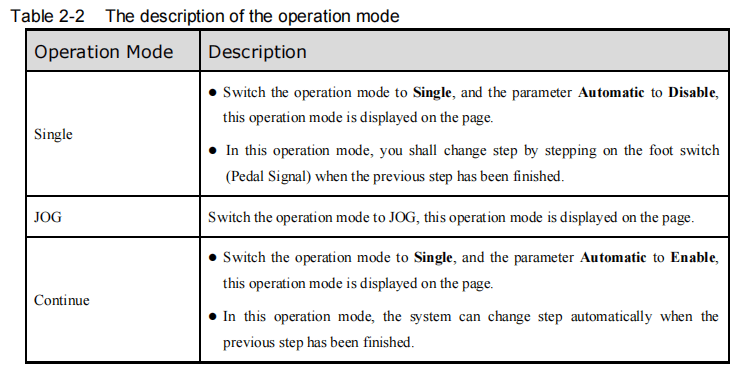
Tryb pracy: wyświetla aktualny tryb pracy. Dostępne są trzy tryby pracy, jak pokazano w Tabeli 2-2.
Pozycja osi
Podczas programowania ESTUN E300 kluczowe jest zrozumienie położenia osi. Ten wyświetlacz pokazuje aktualne wartości położenia osi, co jest kluczowe dla precyzyjnego sterowania. Zazwyczaj domyślne urządzenie E300 obsługuje standardowe sterowanie osiami X i Y. W przypadku bardziej zaawansowanych funkcji zaleca się kontakt z ESTUN.
Parametry
W tym obszarze wyświetlane są informacje o parametrach. Każda strona ma odpowiadające im parametry.
Informacja
W interfejsie programowania ESTUN E300 ta sekcja zawiera szczegółowe informacje o każdym parametrze, takie jak wartości i zakresy edycji. Po prawej stronie znajduje się również czas systemowy, ułatwiający dostęp do informacji.
Pasek nawigacyjny
Rozpoczynając programowanie ESTUN E300, ważne jest zapoznanie się z podstawami, takimi jak pasek nawigacyjny. Ta sekcja odpowiada F1 Do F6 Klawisze na panelu operacyjnym umożliwiają łatwe przełączanie między stronami głównymi. Aby szybko zrozumieć, zapoznaj się z opisami zawartymi w tabeli 2-3 instrukcji obsługi. Te podstawowe elementy pomogą Ci w opanowaniu programowania ESTUN E300.
Tabela 2-3 zawiera opisy każdej strony głównej.

Dzięki zapoznaniu się ze strukturą tej strony zdobędziesz lepsze zrozumienie, jak poruszać się po różnych funkcjach i ustawieniach w programie ESTUN E300 Programming, co zapewni Ci płynniejsze programowanie.
Pojedynczy krok
Rozpoczynając programowanie ESTUN E300, możesz zaprogramować kroki gięcia dla tych samych ustawień na stronie początkowej, powszechnie używanej do szybkiego gięcia. Strona ta pojawia się zaraz po uruchomieniu urządzenia. Wystarczy nacisnąć F1 klucz do wejścia Pojedynczy krok strona, jak pokazano na rysunku 2-3.
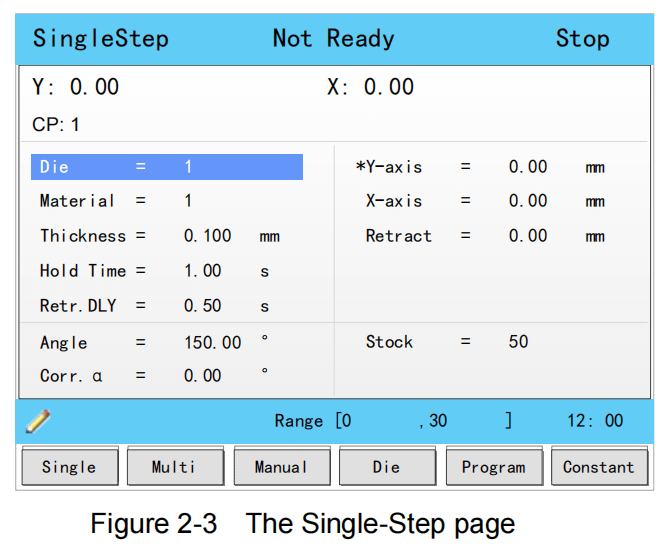
Aby ułatwić korzystanie z tej strony, w Tabeli 2-4 zamieszczono opis parametrów, który może być przydatny podczas edycji tych parametrów.


Przykład
W kontekście programowania ESTUN E300 posłużmy się prostym przykładem, aby zilustrować ten proces.
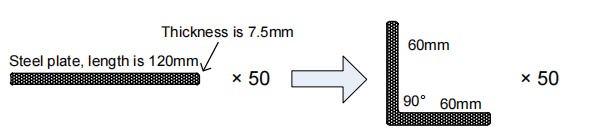
Rozważmy programowanie blachy stalowej o długości 120 mm. Rozłożymy to następująco: oś X na 60 mm, kąt gięcia 90° i grubość 7,5 mm. Materiał jest ustawiony na 50°. Wybieramy programowanie pod określonym kątem, zakładając, że ID matrycy wynosi 1.
Bazując na doświadczeniu, dodamy dodatkowe parametry, takie jak czas trzymania równy 3, opóźnienie cofania równe 2 i odległość cofania równą 5. Aby uruchomić program ESTUN E300, wykonaj następujące zwięzłe kroki:
- Przejdź do Die i wprowadź 1.
- Przejdź do Tworzywo i wpisz 1.
- Przejdź do Grubość i wprowadź 7,5.
- Przejdź do Czas utrzymania i wpisz 3.
- Przejdź do Zwrot DLY i wejście 2.
- Przejdź do Oś X i wpisz 60.
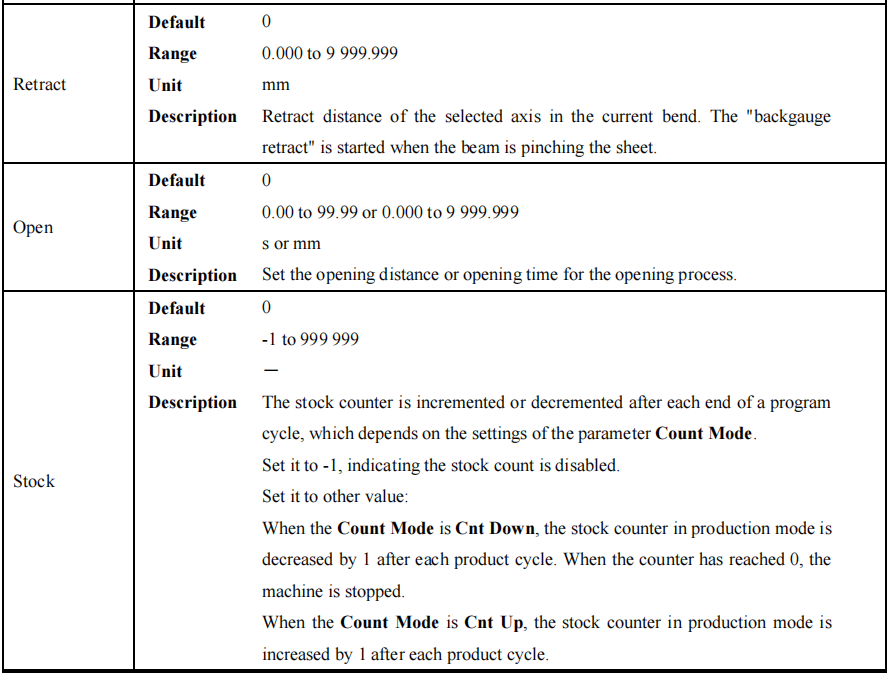
- Przejdź do Wycofać i wpisz 5.
- Przejdź do Kąt i wpisz 90.
- Przejdź do Magazyn i wpisz 50.
Upewnij się, że tryb liczenia jest ustawiony na Licznik w dół na stronie Stała. Na koniec naciśnij przycisk START na panelu operacyjnym. Oś serwo rozpocznie pozycjonowanie, umożliwiając rozpoczęcie produkcji, gdy maszyna będzie gotowa.
Wieloetapowy
Za pomocą programu ESTUN E300 Programming możesz skonfigurować kroki gięcia dla różnych ustawień na tej stronie. W przypadku złożonych operacji gięcia, obejmujących wiele kroków, często stosuje się programowanie wielokrokowe. Aby uzyskać dostęp do Wieloetapowy stronę, po prostu naciśnij F2 klucz, jak pokazano na rysunku 2-4.
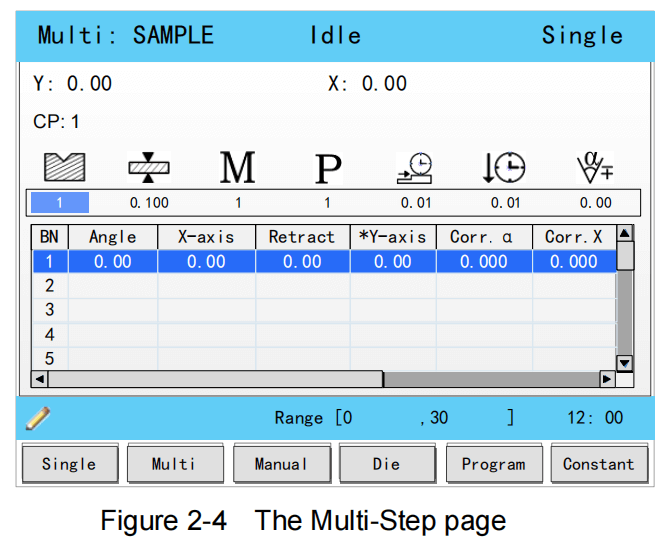
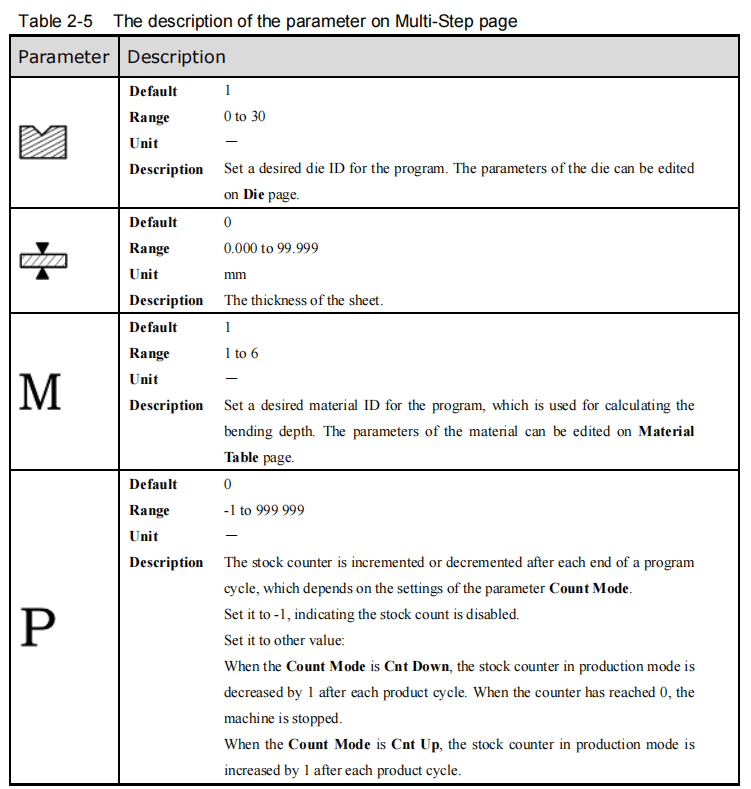
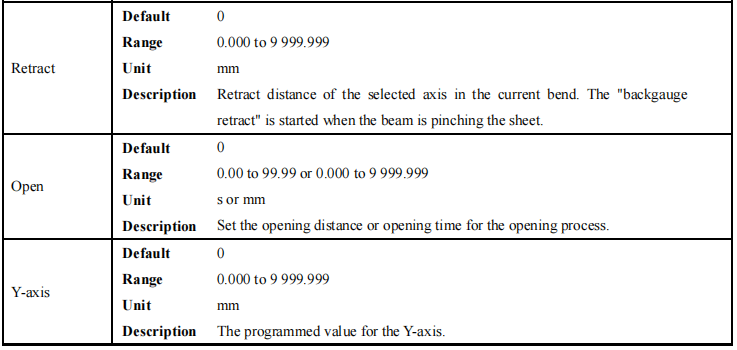
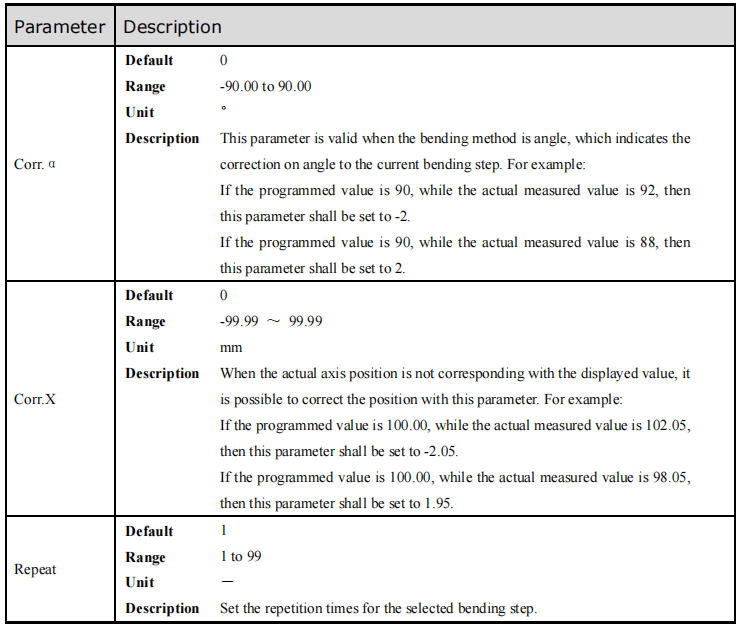
Tabela 2-5 zawiera opis parametru na tej stronie. Możesz odwołać się do tej tabeli podczas edycji parametrów na tej stronie.

Przykład
Jako przykład opisu programowania posłużymy się następującym procesem.

Załóżmy, że pracujesz z blachą stalową o długości 180 mm, podzieloną na segmenty o kątach 120 mm i 30 mm pod kątem 90° i grubości 7,5 mm. Proces obejmuje dwa etapy gięcia, z użyciem materiału ustawionego na stal, jednego położenia osi X pod kątem 30°, a drugiego pod kątem 120°, stałego kąta gięcia 90° i grubości 7,5 mm, z materiałem o grubości 50 mm.
Postanowiliśmy zaprogramować proces pod zadanym kątem i zakładając, że kostka ID wynosi 1.
Można dostosować dodatkowe parametry, np. ustawić czas przytrzymania na 3 sekundy, opóźnienie cofania na 2 sekundy i odległość cofania na 5 mm.
Oto uproszczony proces konfiguracji programu:
- Przesuń kursor na opcję Die i wpisz 1.
- Dla Grubość, wejście 7.5.
- Pod Tworzywo, wejście 1.
- Ustawić Magazyn do 5.
- Wejście 2 dla Zwrot DLY.
- Użyj 3 dla Czas utrzymania.
- W Kąt sekcja gdzie BN wynosi 1, wprowadź 90.
- Dla Oś X gdzie BN wynosi 1, wpisz 30.
- W obszarze Cofnij, gdzie BN wynosi 1, wpisz 5.
- Potwierdź naciskając WCHODZIĆ klawisz.
- W oknie dialogowym zostanie wyświetlony monit o utworzenie nowego kroku gięcia; naciśnij OK.
- Dla BN 2, wprowadź 120 na Oś X.
- Ustawić Wycofać Do BN 2 do 5.
- Rozpocznij proces naciskając START klawisz na panelu operacyjnym.
Dzięki temu podstawowemu przeglądowi programowania ESTUN E300, oś serwo sama się ustawi, a gdy będzie gotowa, produkcja będzie mogła się rozpocząć.
Ruch ręczny
Rozpoczynając programowanie ESTUN E300, kluczowe jest zrozumienie ruchu ręcznego. Osie serwosterowania, sterowane przez serwomotor, można ręcznie przesuwać za pomocą klawiszy strzałek na panelu sterowania. Podręcznik strona. Czynność ta nie wymaga uruchomienia urządzenia, dzięki czemu idealnie nadaje się do regulacji lub uruchomienia.
Aby uzyskać dostęp Podręcznik stronę, po prostu włącz urządzenie i pozwól mu wyświetlić domyślny ekran, a następnie naciśnij F3 klucz, jak pokazano na rysunku 2-5.

- Naciśnij klawisze strzałek W GÓRĘ I W DÓŁ aby wybrać żądaną oś serwa.
- Naciśnij klawisze strzałek LEWY I PRAWIDŁOWY aby wybrać właściwy kierunek ruchu.
Podstawowa wiedza z zakresu programowania ESTUN E300 pozwala na wprowadzenie precyzyjnych zmian od samego początku.
Ustawienia matrycy
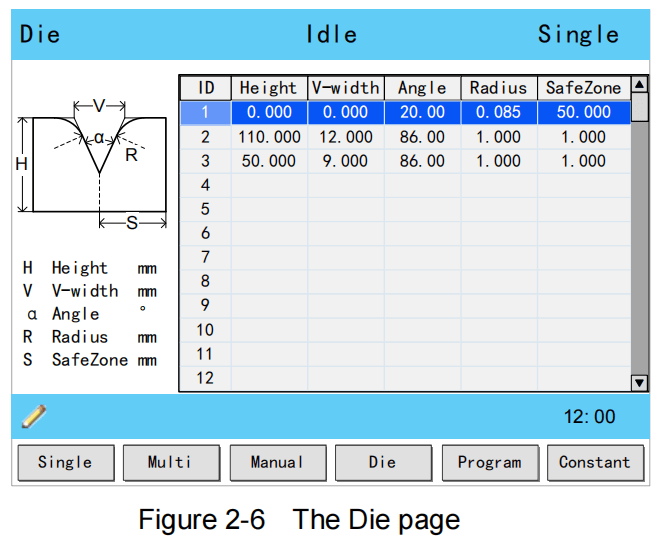
Aby zaprogramować proces pod zadanym kątem, należy ustawić parametry matrycy. Naciśnij F4 klucz do wejścia Umierać strona, jak pokazano na rysunku 2-6.
- Naciśnij klawisze strzałek W GÓRĘ I W DÓŁ aby wybrać żądaną kostkę ID.
- Naciśnij klawisze strzałek LEWY I PRAWIDŁOWY aby wybrać żądany parametr matrycy.
- Naciskać NUMERYCZNY klawisze, aby wpisać właściwą wartość.
Schemat parametrów technicznych matrycy pokazano na rysunku 2-7.

- H: Wysokość matrycy, która jest wykorzystywana przy obliczaniu głębokości gięcia.
- V: Długość otworu w kształcie litery V, czyli odległość między przecinającymi się liniami styku.
- α: Kąt kostki.
- R: Promień krawędzi otworu w kształcie litery V.
- S: Odległość bezpieczeństwa, która będzie stosowana w przypadku zamontowania osi R. Zapobiega ona kolizji palca z matrycą. Wskazana wartość minimalna jest obliczana automatycznie na podstawie wymiarów matrycy w następujący sposób: S = FS + V/2, gdzie: FS = płaska część z tyłu rowka V = wartość otworu
Korekcja zgięcia
W programowaniu ESTUN E300, opanowanie korekcji gięcia jest kluczowe dla uzyskania dokładnych rezultatów gięcia. Przed rozpoczęciem właściwej obróbki konieczne jest prawidłowe uruchomienie maszyny. Programując proces gięcia na stronie Single-Step i wykonując jeden cykl, można zmierzyć rzeczywisty kąt gięcia, głębokość gięcia i odległość zderzaka tylnego. Pomoże to ocenić, czy rezultaty gięcia są zgodne z wymaganiami.
Korekta kąta
W przypadku korekcji kąta w programie ESTUN E300, parametry mają zakres od -90 do 90. Jeśli rzeczywiste położenie osi nie odpowiada wyświetlanej wartości, można zastosować korektę. Na przykład, jeśli zaprogramowana i wyświetlana wartość wynosi 90, a rzeczywiste położenie to 92, należy ustawić wartość parametru Corr. α na -2. I odwrotnie, przy położeniu 88, należy ustawić wartość parametru Corr. α na 2, aby dokonać korekt.
Korekta osi Y
Korekcja osi Y w programie ESTUN E300 obejmuje również precyzyjne dostrajanie, z zakresem parametrów od -99,999 do 99,999. Poprzez wielokrotne ustawianie współczynnika korekcji Y, zdobywanie doświadczenia i pomiar głębokości w stopniach, można programować według głębokości i dostosowywać współczynnik korekcji Y w razie potrzeby. Ten iteracyjny proces gwarantuje, że wynik gięcia spełnia wymagania.
Korekta osi X
Podobnie, korekcja osi X jest ściśle powiązana z korekcją kąta. Dzięki zakresowi od -99,999 do 99,999 w programie ESTUN E300 Programming, korekty są proste. Na przykład, jeśli zaprogramowana wartość 100,00 powoduje rzeczywistą pozycję 102,05, należy ustawić wartość Corr. X na -2,05. Alternatywnie, rzeczywista pozycja 98,05 wymaga ustawienia wartości Corr. X na 1,95. Wykonanie tych kroków zapewni precyzję w programowaniu.
Maszyna może zatrzymać się w dowolnym momencie podczas gięcia jednokrokowego, a następnie można zmodyfikować zaprogramowaną wartość osi X, aby Korekta X nie jest konieczne w programowaniu jednokrokowym. Jednak w programowaniu wielokrokowym istnieje wiele kroków zginających, a Korekta X jest przypisany do każdego kroku.
Często zadawane pytania (FAQ)
Jak rozwiązywać typowe błędy w programowaniu ESTUN E300?
Aby rozwiązać problemy z programowaniem ESTUN E300, zapoznaj się z kodami błędów i opisami zawartymi w instrukcji. Upewnij się, że wszystkie połączenia są bezpieczne, a ustawienia poprawnie skonfigurowane. Zapoznanie się z sekcją rozwiązywania problemów w instrukcji może również pomóc w rozwiązaniu częstych problemów.
Jak mogę zwiększyć precyzję wyników programowania ESTUN E300?
Poprawę precyzji programowania ESTUN E300 można osiągnąć poprzez regularną kalibrację sprzętu. Upewnij się, że wszystkie parametry są ustawione poprawnie i dostosuj je do swoich potrzeb. Regularna konserwacja i aktualizacje oprogramowania również pomogą utrzymać dokładność.
Wniosek
Opanowanie podstaw programowania ESTUN E300 może znacznie zwiększyć Twoją wydajność i precyzję w korzystaniu z tego systemu sterowania. Przedstawiliśmy niezbędne wskazówki dla początkujących, w tym zrozumienie interfejsu, uproszczenie złożonych zadań i rozwiązywanie typowych problemów. Koncentrując się na tych kluczowych obszarach, zbudujesz solidne podstawy do bardziej zaawansowanych technik programowania.
Aby rozwinąć swoje umiejętności lub stawić czoła konkretnym wyzwaniom, polecam zapoznanie się z naszymi kompleksowymi zasobami lub kontakt z naszym zespołem ekspertów. Aby uzyskać bardziej szczegółowe wskazówki lub spersonalizowaną pomoc, skontaktuj się z nami lub zapoznaj się z naszą dodatkową dokumentacją, aby kontynuować naukę.



