








Jeśli chodzi o zwiększenie wydajności operacji związanych z prasami krawędziowymi, kluczowe jest zrozumienie programowania produktu DELEM DA-66T. System ten nie tylko usprawnia przepływ pracy, ale także zapewnia precyzję gięcia i skrócenie czasu przezbrajania. Dzięki pełnej integracji konfiguracji narzędzi DELEM DA-66T można zmaksymalizować wydajność i poprawić jakość produkcji.
W tym przewodniku pokażę Ci, jak programowanie produktu DELEM DA-66T może znacząco zwiększyć wydajność procesów obróbki metali. Od podstaw, po zagłębianie się w konkretne parametry i funkcje gięcia, nauczysz się, jak w pełni wykorzystać potencjał tego zaawansowanego sterownika.
Wprowadzenie do programowania produktów
Aby rozpocząć programowanie produktu DELEM DA-66T, ważne jest zapoznanie się z jego funkcjami i parametrami. Interfejs programu jest przyjazny dla użytkownika i umożliwia łatwą nawigację i konfigurację.

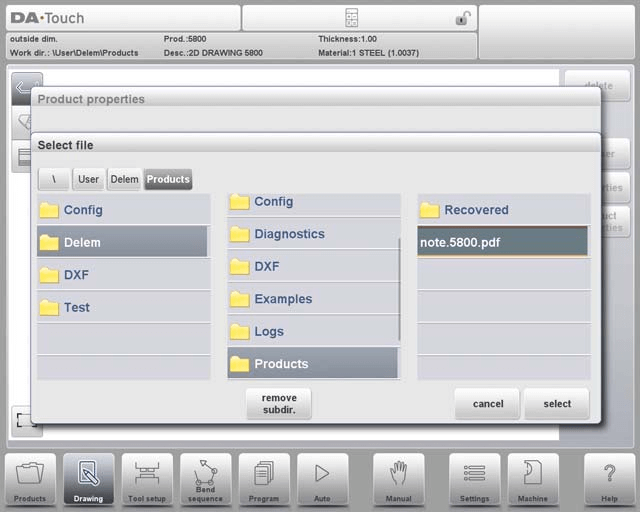
Aby wygenerować lub zmodyfikować program numeryczny, należy uruchomić nowy program w trybie Produkty lub wejść bezpośrednio za pomocą przycisku Program.
Aby edytować istniejący program CNC, wybierz produkt w przeglądzie produktów i kliknij przycisk nawigacyjny „Program”. Podczas uruchamiania nowego programu wybierz „Nowy program”, a po wprowadzeniu głównych właściwości produktu system automatycznie przełączy się na „Program”.
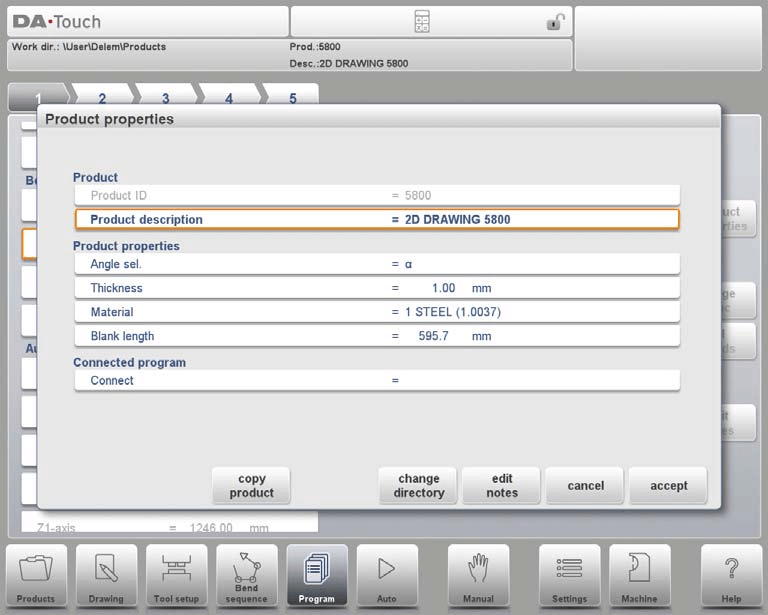
Aby zmienić główne właściwości produktu, dotknij opcji Właściwości produktu. Te parametry programu są takie same dla każdego gięcia programu (dane główne programu).
Zacznij od zapoznania się z głównymi funkcjami: załadowaniem materiału, wyborem matrycy i wprowadzeniem niezbędnych specyfikacji. Każdy parametr, taki jak grubość materiału, długość obrabianego przedmiotu i parametry konfiguracji narzędzi, ma kluczowe znaczenie dla precyzyjnego tworzenia produktów.
Wyjaśnienie parametrów:
- ID produktu: Przypisz każdemu programowi unikalny identyfikator składający się z maksymalnie 25 znaków, składający się z liter i cyfr.
- Opis produktu:Podaj opisową nazwę lub numer programu, również ograniczony do 25 znaków, dopuszczając litery i cyfry.
- Wybór kąta: Wybierz jeden z dwóch trybów programowania osi Y:
0 = Pozycja bezwzględna dla zgięcia.
1 = α, gdzie określony jest kąt i obliczona jest pozycja osi Y.
- Grubość:Grubość arkusza.
- Wybór materiałów: Wybierz jeden z 6 predefiniowanych lub 99 programowalnych materiałów, aby obliczyć głębokość gięcia. Skonfiguruj materiały na stronie Materiały w Ustawieniach.
- Długość pustego miejsca: Określ oryginalną długość arkusza potrzebną dla produktu, obliczoną na podstawie rysunku 2D.
- Połącz programy:Łączenie programów w celu tworzenia produktów 3D w wielu krokach.
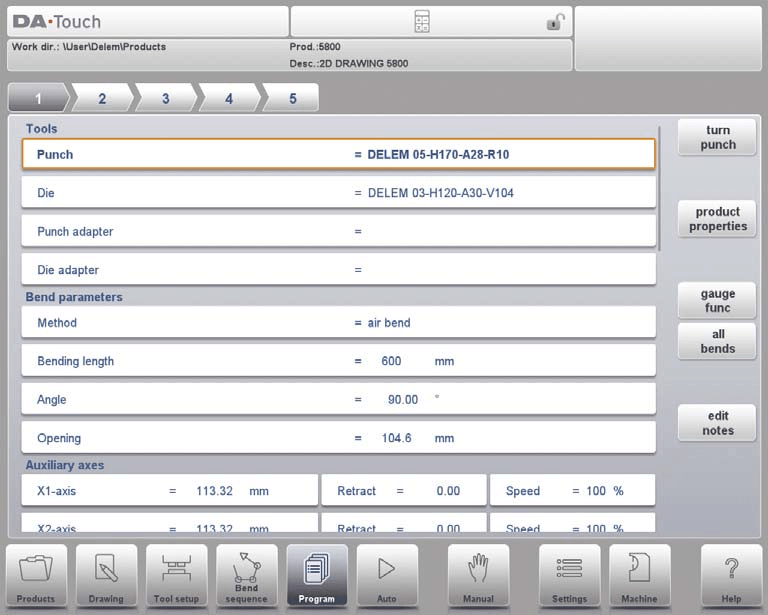
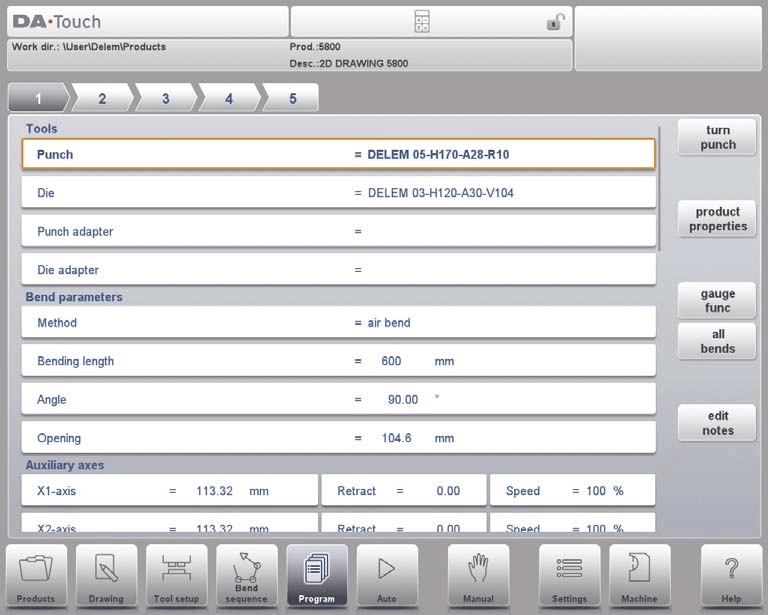
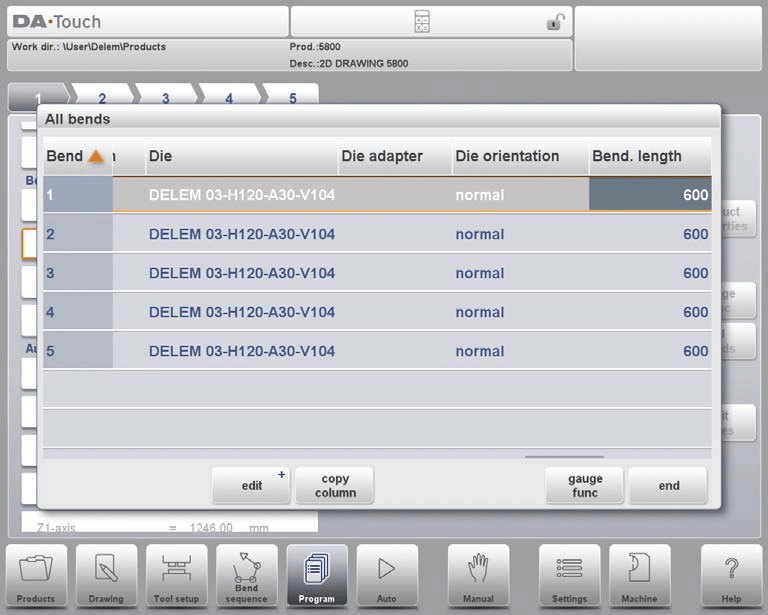
Na ekranie głównym wyświetlane są dostępne zagięcia. Z poziomu tego ekranu można przeglądać i edytować konkretne parametry każdego dostępnego zagięcia.
Za pomocą selektora gięcia znajdującego się na górze ekranu można poruszać się po gięciach w programie DELEM DA-66T.. Wskazane zagięcia można łatwo wybrać, dotykając ich.
Otwiera nowe okno, w którym właściwości produktu, obowiązujące dla wszystkich zagięć, są wyświetlane i można je edytować.
- Funkcje wskaźnika:Otwiera okno, w którym można zaprogramować położenie osi względem położenia palców.
- Wszystkie zakręty:Otwiera nowe okno, w którym wszystkie zagięcia są pokazane w tabeli.
- Edytuj notatki:Otwiera okno umożliwiające przeglądanie i edycję notatek dotyczących bieżącego produktu.
Takie ustrukturyzowane podejście pomaga zoptymalizować przepływy pracy operacyjnej, zwiększyć precyzję i podnieść produktywność w warunkach przemysłowych.
Zapoznanie się z tymi funkcjami gwarantuje, że dobrze zaczniesz i skorzystasz z korzyści płynących z efektywnego programowania produktów.
Zrozumienie parametrów gięcia
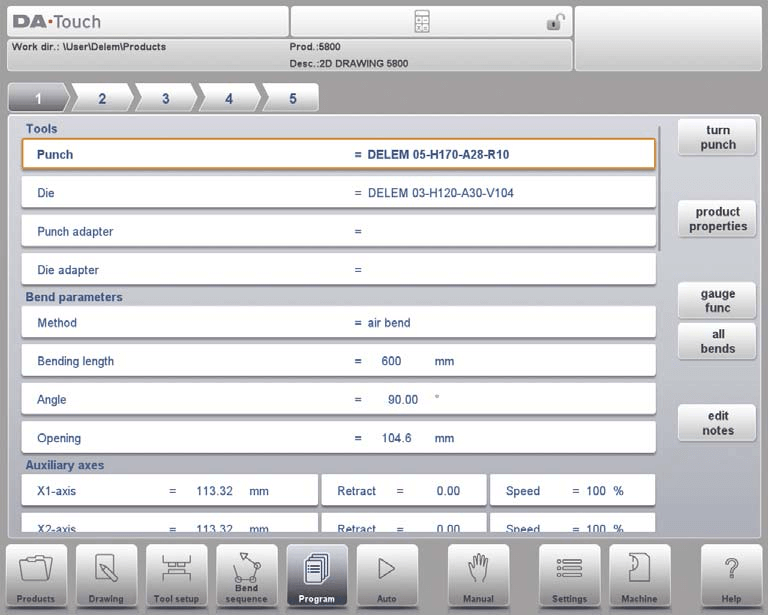
Urządzenie DELEM DA-66T zawiera kompleksową listę parametrów gięcia, kluczowych dla precyzyjnego działania. Identyfikator i opis produktu są wyświetlane w górnym wierszu ekranu.
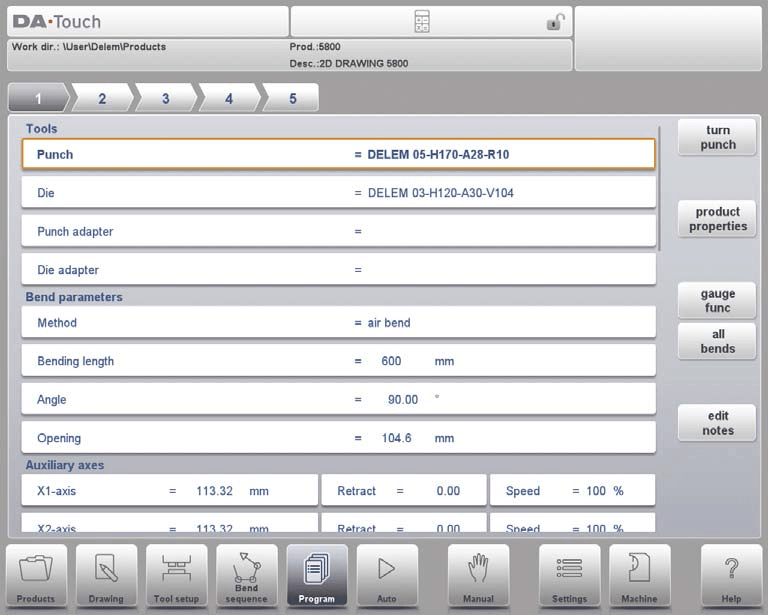
Na początek wybierz odpowiednie narzędzia, biorąc pod uwagę rodzaj i grubość materiału.
- Wybór ciosuW programowaniu produktu DELEM DA-66T nazwa stempla (ID) ma kluczowe znaczenie. Dotknij, aby ją zmodyfikować, lub wybierz z biblioteki, aby usprawnić zarządzanie narzędziami.
- Umierać Wybór:Łatwo dotknij, aby wybrać lub zmienić matrycę z biblioteki matryc.
- Adapter dziurkacza: Wybierz i zaprogramuj adapter dziurkacza z biblioteki. Programowanie produktu DELEM DA-66T opiera się na ustawieniach trybu maszynowego, co zapewnia efektywne wykorzystanie adaptera.
- Adapter matrycy:Podobnie, wybierz adapter matrycy za pomocą programowania produktu DELEM DA-66T, w zależności od parametrów trybu maszyny, aby zapewnić optymalną pracę.
- Programowanie narzędzi: Programuj efektywnie identyfikatory narzędzi lub przeglądaj bibliotekę w poszukiwaniu opcji narzędzi. Użyj opcji „Obróć stempel” lub „Obróć matrycę”, aby dostosować orientację narzędzia.
Parametry gięcia, takie jak kąt gięcia, promień i długość kołnierza, są dostosowywane na podstawie oczekiwanego efektu.
Parametry gięcia
Metoda
Wybierz żądaną metodę gięcia. Sterowanie obsługuje 5 metod:
• zagięcie powietrza
• dobijanie
• podwijanie
• podwijanie i wykańczanie dołu
• obsługiwanie
Poniżej przedstawiono szczegółowe informacje:
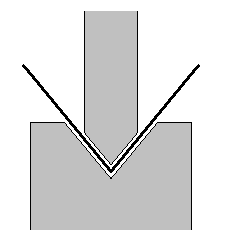
Gięcie powietrza:

Programowanie produktu DELEM DA-66T pozwala na efektywne obliczenie wymaganej pozycji osi Y w celu uzyskania zaprogramowanego kąta poprzez wprowadzenie stempla na odpowiednią głębokość.
Dotarcie do dna:
W programowaniu produktu DELEM DA-66T arkusz jest gięty poprzez ściskanie go między stemplem a matrycą, przyjmując dolną część matrycy za niezbędną pozycję na osi Y w celu zapewnienia precyzyjnego gięcia.
Podwijanie:
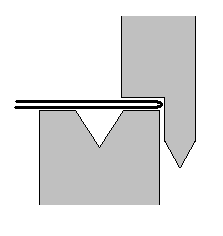
Dzięki programowaniu produktu DELEM DA-66T arkusz jest składany na pół po uprzednim zagięciu pod ostrym kątem. System dokładnie oblicza położenie osi Y jako powierzchnię matrycy plus dwukrotność grubości arkusza, wykorzystując programowanie „rozwarcia podwinięcia” do regulacji.
Podwijanie i obszywanie:
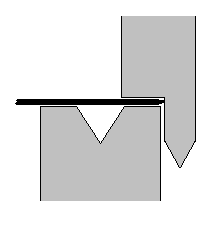
Podobnie jak w przypadku obszywania, ale programowanie produktu DELEM DA-66T zakłada, że górna część matrycy jest osią Y, zapewniając precyzyjne składanie i zaciskanie pomiędzy stemplem a matrycą.
ObsługiwanieProgramowanie produktu DELEM DA-66T ułatwia wykonywanie kroków bez zginania poprzez utrzymywanie osi Y w pozycji stacjonarnej, co pozwala osiom zderzaka tylnego na ustawienie się zgodnie z zaprogramowanymi wartościami. Zewnętrzna zmiana kroku (wejście C) jest wymagana do wydajnej obsługi produktu.
- Uwaga 1:Wygięcia podwinięć pokazano tutaj przy użyciu specjalnego dziurkacza, ale nie jest to wymagane.
- Uwaga 2:Po wybraniu operacji dociskania, położenie końcowe gięcia belki w osi Y zależy od siły roboczej. Jeśli jednak siła jest wystarczająca, aby belka osiągnęła obliczone położenie końcowe gięcia w osi Y, przesuw belki będzie ograniczony wartością położenia.
- Długość gięcia:Długość arkusza pomiędzy narzędziami.
- Kąt: Wymagany kąt tego gięcia. Ten parametr pojawia się tylko wtedy, gdy programowanie kąta jest wybrane za pomocą parametru „Wybór kąta”, a metoda gięcia to gięcie powietrzne.
- Otwarcie dołu:Programowanie produktu DELEM DA-66T oblicza położenie belki w przypadku gięcia podwiniętego na podstawie odległości między kołnierzami.
- Pozycja zgięcia:Pozycja osi Y wymagana do wykonania gięcia ujawnia się podczas korzystania z programowania absolutnego lub gdy aktywne są metody dobijania/zaginania.
- Otwór: Ten parametr definiuje odstęp między stemplem a matrycą po gięciu. W programowaniu produktu DELEM DA-66T wartość dodatnia oznacza odstęp powyżej „Wyciszenia”, a wartość ujemna poniżej.
- Oś pomocnicza:Programowanie produktu DELEM DA-66T interpretuje ujemne wartości osi X jako względne i odejmuje je od bieżącej pozycji. Jest przydatne w przypadku operacji łańcuchowych.
- Wycofać: Odległość wycofania wybranej osi w bieżącym gięciu w programowaniu produktu DELEM DA-66T rozpoczyna się w momencie ściśnięcia arkusza przez belkę, co optymalizuje czas obsługi.
- Prędkości osi:Prędkości w programowaniu produktu DELEM DA-66T można ustawić jako procent wartości maksymalnej, co zapewnia precyzyjną kontrolę nad procesami produkcyjnymi. Dzięki zrozumieniu i wykorzystaniu tych funkcji programowania produktu DELEM DA-66T producenci mogą znacząco zwiększyć wydajność i produktywność.
Edytuj notatki
Funkcja edycji notatek umożliwia tworzenie szczegółowych instrukcji dotyczących każdego zadania, co może okazać się cenne w przyszłości.

Aby dołączyć plik PDF do notatki, kliknij „Załącz PDF”. W przeglądarce katalogów można wybrać plik PDF, który zostanie włączony do pliku produktu.
Jeśli dołączony jest wyłącznie plik PDF bez notatki tekstowej, plik PDF zostanie wyświetlony natychmiast po naciśnięciu przez użytkownika wskaźnika Notatki w trybie automatycznym.
Funkcja wskaźnika
Ponadto funkcja wskaźnika pomaga w prawidłowym ustawieniu materiału, gwarantując stałą dokładność powtarzalnych operacji.
W programowaniu produktu DELEM DA-66T funkcja „Gauge Func” otwiera okno umożliwiające zarządzanie parametrami tylnego zderzaka, co ma kluczowe znaczenie przy programowaniu żądanych pozycji palców na każde gięcie.
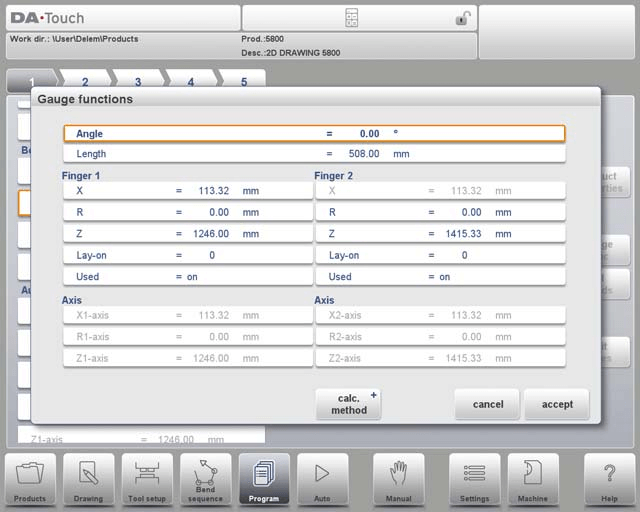
- Kąt:Określa kąt palców ogranicznika tylnego w celu precyzyjnego pozycjonowania kątowego.
- Długość: Ustawia długość boku produktu w celu pozycjonowania ogranicznika tylnego, szczególnie pozycjonowania Z.
- X:Ręczna regulacja położenia palców w kierunku X w celu ułożenia arkusza.
- R:Ręcznie regulowana pozycja w kierunku R, umożliwiająca dokładniejszą kontrolę nad pozycjonowaniem.
- Z:Regulacja kierunku Z umożliwia optymalne ułożenie palców.
- Nakładanie:Umożliwia programowanie wielu pozycji palców przy użyciu programowania produktu DELEM DA-66T, wpływając na położenia osi przy jednoczesnym zachowaniu pozycjonowania wskaźnika.
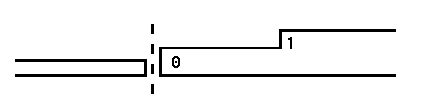
- Lay-on = 0: brak lay-on (domyślnie)
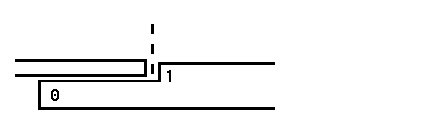
- Lay-on = 1: połóż na pierwszym poziomie
- Lay-on = 2: połóż na drugim poziomie
- Lay-on = 3: połóż na trzecim poziomie
- Parametr użycia:Funkcja parkowania w ramach programowania produktu DELEM DA-66T; parkuje palce na podstawie położenia Z, gdy nie są używane. Dotyczy to sytuacji, gdy obecnych jest więcej niż dwa palce.
- Skutek zmian:Regulacja „Lay-on” wpływa na położenie osi X i R, jednocześnie utrzymując stałe położenie wskaźników, co upraszcza proces programowania w ramach programowania produktu DELEM DA-66T.
Nakładanie = 0
Nakładanie = 1
Eksploracja funkcji zginających
Funkcje Bend są integralną częścią optymalizacji programowania produktu DELEM DA-66T. Funkcje pomocnicze odgrywają istotną rolę, automatycznie dostosowując się do zmian w konfiguracji, redukując w ten sposób konieczność ręcznej interwencji.
- Ustawienie punktu wyciszenia:
- Zamiar: Przełącz oś Y z szybkiego zamykania na prędkość dociskania.
- Szczegóły: Zaprogramuj odległość punktu wyciszenia nad arkuszem. Domyślna wartość wyciszenia pochodzi z zaprogramowanej kostki.
- Uwagi: Dostępność zależy od ustawień urządzenia.
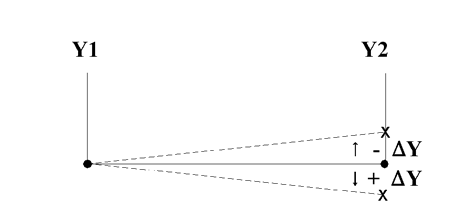
- Równoległość: Różnica między lewym a prawym cylindrem (Y1 i Y2). Gdy wartość jest dodatnia, prawa strona jest niższa. Gdy wartość jest ujemna, prawa strona jest wyższa. Zaprogramowana wartość jest aktywna poniżej punktu mocowania.
3. Powtórzenie:
0 = gięcie jest pomijane.
1 do 99 = liczba powtórzeń danego zgięcia.
4. Poczekaj na konfigurację wycofania
- Cel: Sterowanie osią Y podczas wycofywania.
- Opcje:
- Nie: Wycofywanie rozpoczyna się, gdy oś Y mija punkt zaciskania bez zatrzymywania.
- Tak: oś Y zatrzymuje się w punkcie zaciskania do momentu zakończenia cofania.
5. Kod zmiany kroku:
- Cel: Określenie, kiedy aktywowane będą kolejne parametry gięcia.
- Ustawienia:
- 0 – ER: Zmiana na końcu dekompresji.
- 1 – WYCISZENIE: Zmiana pozycji wyciszenia podczas otwierania.
- 2 – UDP: Zmiana w górnym martwym punkcie.
- 3 – STOP UDP: Zmiana w górnym martwym punkcie bez ruchu osi.
- 4 – ZEWNĘTRZNE: Zmiana przy aktywnym wejściu C; brak ruchu belki lub cofania.
- 5 – UDP ZEWNĘTRZNY: Zmiana za pomocą wejścia C w górnym martwym punkcie, umożliwiająca ruch belki i cofanie.
6. Czas opóźnienia: Programowalny czas opóźnienia przed zmianą kroku (0-30 sek.).
7. Siła: Maksymalna dostosowana siła nacisku (obliczona automatycznie).
8. Czas przebywania:Czas utrzymania stempla w punkcie gięcia.
9. Dekompresja:Suw dekompresyjny wykonywany po zgięciu w celu uwolnienia ciśnienia roboczego.
10. Prędkość prasowania i dekompresji:
- Prędkość naciskania: Początkowa prędkość robocza z ustawień domyślnych.
- Prędkość dekompresji: Zaprogramowana prędkość podczas dekompresji.
11. Część Wsparcie Zwrot Prędkość:
- Cel: Ustawienie prędkości powrotu podpory części po gięciu.
- Uwaga: Dostępne z systemem podparcia części.
Parametry gięcia – wszystkie gięcia
Kluczowym aspektem jest programowanie parametrów gięcia dla wszystkich gięcia, co zapewnia jednorodność i minimalne marginesy błędów podczas produkcji. Ta funkcja nie tylko minimalizuje straty materiału, ale także przyspiesza cały proces gięcia.
Konkretne zagięcia można wybrać na ekranie, umieszczając podświetlony pasek na danym zagięciu, a następnie wybierając END (KONIEC). Z poziomu tego ekranu można edytować cały program CNC za pomocą oprogramowania DELEM DA-66T Product Programming. Wszystkie parametry gięcia można edytować w tabeli, a zagięcia można zamieniać, przesuwać, dodawać i usuwać. Dostępne kolumny można przewijać za pomocą ruchów/przesunięć palcem.
Funkcje:
- Redagować: Zmodyfikuj program za pomocą poleceń takich jak insert, delete i mark bend.
- Kopiuj kolumnę: Umożliwia skopiowanie wartości aktualnie wybranego parametru do wszystkich innych zagięć.
- Funkcja wskaźnika: Zaprogramuj położenia wskaźników tak, jak wyjaśniono wcześniej.
Po naciśnięciu funkcji Edytuj pojawia się tymczasowy pasek przycisków z dodatkowymi opcjami:
- Wstaw zagięcie: Dodaje nowe zagięcie poprzez skopiowanie bieżącego.
- Mark Bend: Przygotowuje zakręt do akcji takich jak ruch lub zamiana.
- Usuń Bend: Usuwa aktualnie wybrane zagięcie.
Dodatkowe funkcje, gdy używany jest Mark Bend:
- Przesuń Bend: Zmień kolejność zagięć, wybierając je i przesuwając w obrębie sekwencji.
- Zamiana zakrętów: Zamień miejscami dwa zagięcia.
- Przerwij znak: Odznacz zakręt, finalizując lub anulując akcję.
Łączenie programów CNC
W programie DELEM DA-66T Product Programming użyj parametru Connect, aby tworzyć produkty 3D poprzez wykonywanie sekwencji gięcia w kolejności. Zaprogramuj dwa kierunki:
- Utwórz i zaprogramuj sekwencję gięcia dla każdego kierunku.
- Połącz programy, wybierając sekwencje z biblioteki produktów i używając parametru Połącz.
- Podczas łączenia większej liczby programów, każdy z nich jest wyrównany z kolejnym, a pętla wraca do pierwszego.
Aby tworzyć przy użyciu programów połączonych:
- Wybierz pierwszy program.
- Przejdź do trybu automatycznego.
- Zaprogramuj ilość produktu za pomocą „liczby magazynowej”.
- Naciśnij Start, aby rozpocząć sekwencję.
Po zakończeniu pierwszego programu automatycznie uruchamia się kolejny, wskazujący liczbę pozostałych etapów.
Specjalne uwagi dotyczące edycji
W programowaniu produktu DELEM DA-66T, specjalne uwagi edycyjne są kluczowe dla personalizacji i spełnienia specyficznych wymagań. Funkcja ta umożliwia operatorom wprowadzanie dodatkowych instrukcji lub modyfikacji, które mogą dostosować proces gięcia do unikalnych potrzeb. Gwarantuje to, że każdy szczegół lub problem zostanie odnotowany i rozpatrzony, nadając procesowi produkcyjnemu indywidualnego charakteru i sprzyjając głębszemu zrozumieniu możliwości maszyny.
W programowaniu produktu DELEM DA-66T po zmodyfikowaniu danych programu system nie oblicza automatycznie następujących elementów:
- Siła
- Dekompresja
- Ustawienie urządzenia koronującego
- Przesunięcie położenia osi Z
- Korekta położenia osi X
Oto jak działa przeliczanie w programowaniu produktu DELEM DA-66T:
- Parametry od 1 do 4 są automatycznie przeliczane tylko wtedy, gdy w ustawieniach włączona jest opcja „Edycja automatycznych obliczeń”.
- Parametr 5 jest przeliczany po aktywacji „Aktywnej tabeli tolerancji gięcia” w ustawieniach. Korekty dla osi X można wprowadzić za pomocą „Corr.X” dla poszczególnych gięcia i „G-corr.X” dla wszystkich gięcia w aktywnym programie.
Wyjątkowo, po zmianie parametru „Metoda zginania”, siła i dekompresja dostosowują się automatycznie. To pokazuje, jak programowanie produktu DELEM DA-66T usprawnia operacje, zwiększając wydajność poprzez efektywne zarządzanie przeliczaniem parametrów.
Często zadawane pytania (FAQ)
W jaki sposób programowanie produktu DELEM DA-66T poprawia wydajność produkcji?
Programowanie produktu DELEM DA-66T optymalizuje wydajność dzięki intuicyjnemu interfejsowi, który wymaga minimalnego przeszkolenia, skracając czas konfiguracji. Zwiększa również precyzję dzięki zaawansowanym narzędziom konfiguracyjnym, co przekłada się na mniejszą liczbę błędów i większą wydajność.
Czy urządzenie DELEM DA-66T można zintegrować z moimi istniejącymi systemami?
Tak, programowanie produktu DELEM DA-66T zostało zaprojektowane w taki sposób, aby można je było bezproblemowo integrować z różnymi systemami automatyzacji, co gwarantuje płynne przejście i stałą spójność danych na różnych platformach.
Jakie wsparcie jest dostępne w przypadku rozwiązywania problemów z programowaniem urządzenia DELEM DA-66T?
Kompleksowe wsparcie jest dostępne za pośrednictwem zasobów online, instrukcji obsługi i bezpośredniej obsługi klienta, aby zagwarantować, że wszelkie problemy z programowaniem urządzenia DELEM DA-66T zostaną rozwiązane szybko i sprawnie.
Wniosek
Podsumowując, programowanie produktu DELEM DA-66T znacząco zwiększa wydajność produkcji dzięki przyjaznemu dla użytkownika interfejsowi, zaawansowanym możliwościom programowania, diagnostyce w czasie rzeczywistym i bezproblemowej integracji z systemami automatyzacji.
Aby uzyskać dalszą pomoc lub dowiedzieć się więcej o tym, jak DELEM DA-66T może zrewolucjonizować Twoje procesy produkcyjne, skontaktuj się z naszym zespołem. Jesteśmy do Twojej dyspozycji, aby zapewnić szczegółowe wsparcie i odpowiedzieć na wszelkie pytania. Zachęcamy również do zapoznania się z powiązaną dokumentacją, która pozwoli Ci lepiej zrozumieć problem.



