








Mam problemy z DELEM DA66T Instalacja narzędzi? Nieprawidłowa konfiguracja może spowodować opóźnienia w działaniu. Ten przewodnik przeprowadzi Cię przez proces, aby zapewnić płynną i precyzyjną konfigurację.
W tym przewodniku dowiesz się, jak zainstalować i skonfigurować narzędzia do urządzenia DELEM DA66T prasa krawędziowaInstrukcje krok po kroku pomogą Ci uniknąć typowych błędów, zoptymalizować dobór narzędzi i zapewnić precyzyjne gięcie. Idealne dla operatorów, którzy dopiero zaczynają pracę z systemem DELEM DA66T lub chcą udoskonalić proces konfiguracji. Przyjrzyjmy się krokom instalacji, aby zapewnić precyzję i wydajność konfiguracji narzędzi DELEM DA66T.
Montaż narzędzi DELEM DA66T
Wstęp
Kontroler DELEM DA66T oferuje zaawansowane funkcje, które upraszczają proces dodawania form do prasy krawędziowej. Niezależnie od tego, czy wymieniasz stare formy, konfigurujesz nowe narzędzia, czy dostrajasz możliwości maszyny, proces ten obejmuje kilka kluczowych kroków, aby zapewnić precyzyjne dodawanie form. Ten samouczek obejmuje cały proces, od konfiguracji stempli i matryc po finalizację ustawień w systemie.
Zrozumienie znaczenia precyzyjnego ustawienia formy może znacząco poprawić wydajność prasy krawędziowej, skrócić przestoje i zapewnić wysoką jakość gięcia. Dodawanie form. Przyjrzyjmy się procesowi dodawania form do systemu DELEM DA66T.
Krok 1: Dodaj ciosy
Pierwszym krokiem dodania formy jest konfiguracja stempli lub formy górnej. To narzędzie odgrywa kluczową rolę w procesie gięcia, dlatego dokładna konfiguracja jest niezbędna. Wykonaj poniższe kroki, aby dodać formę górną do systemu:
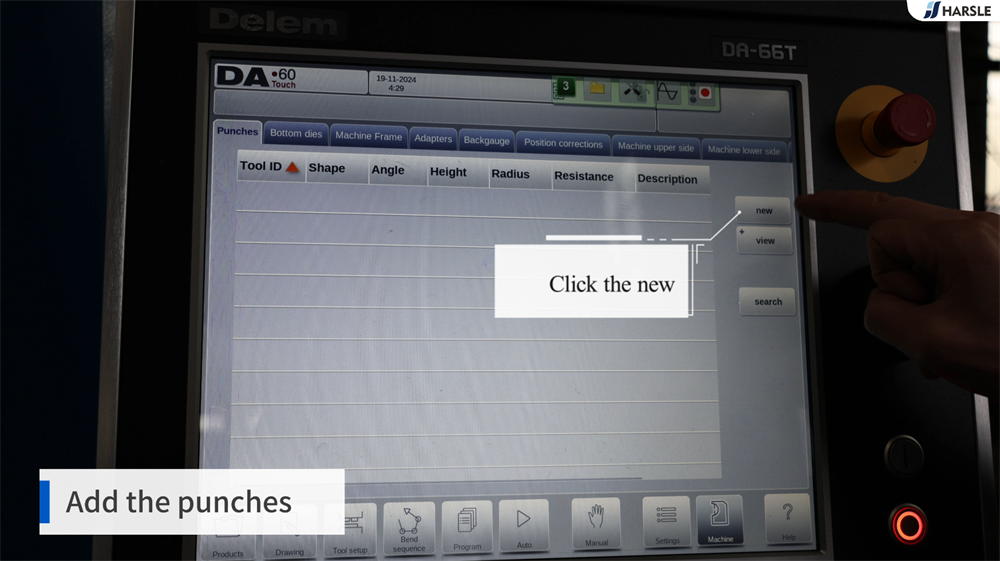
1.Wybierz opcję „Dodaj nowy”
Na Kontroler DELEM DA66T, zacznij od przejścia do Konfiguracja narzędzia menu z głównego interfejsu. Po wejściu do środka znajdź sekcję konfiguracja dziurkacza i wybierz „Dodaj nowy” opcja. Ta funkcja umożliwia ręczne wprowadzenie nowych specyfikacji dziurkacza, w tym kąt, promień i długość, zapewniając precyzję gięcia. Użyj klawiatury ekranowej, aby wprowadzić wymagane wymiary lub wybierz jeden z predefiniowanych szablonów, jeśli są dostępne. Po wprowadzeniu szczegółów potwierdź ustawienia, aby zapisać nowy stempel. Prawidłowa konfiguracja oprzyrządowania stempla zapewnia… dokładne gięcie, minimalizuje błędy i optymalizuje ogólną wydajność działania prasy krawędziowej.
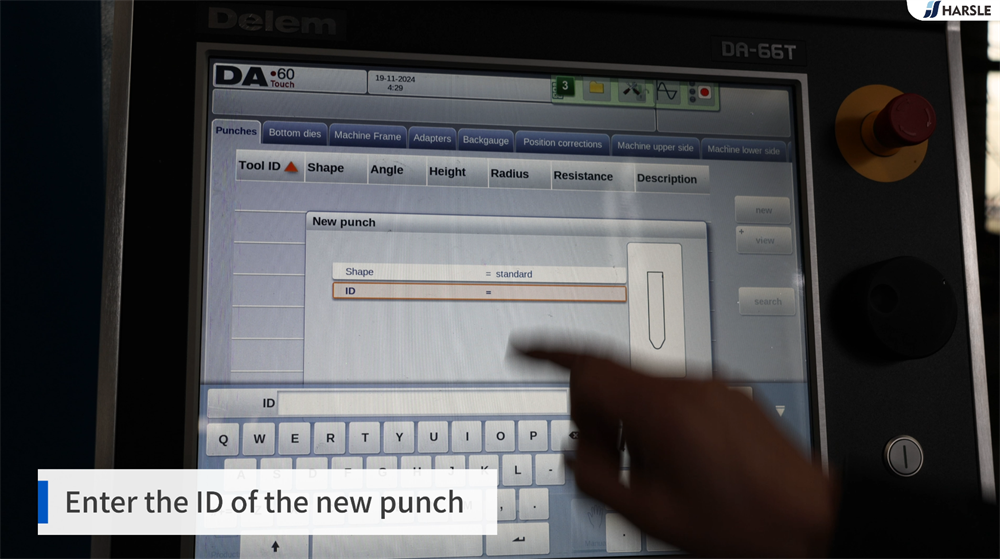
2. Wprowadź Punch Nam
Wejdź ID lub imię i nazwisko nowego stempla w sterowniku DELEM DA66T. Ta identyfikacja jest niezbędna, ponieważ pozwala systemowi prawidłowo rozpoznać i zarządzać stemplem podczas operacji gięcia. Nazwa, którą przypiszesz, powinna być jasne i opisowe, ułatwiając lokalizację i wybór podczas konfiguracji narzędzi. Zapewnij spójność konwencji nazewnictwa, aby uniknąć pomyłek podczas obsługi wielu stempli. Po wprowadzeniu, system zapisze te informacje, umożliwiając bezproblemową integrację z programami gięcia i gwarantując precyzyjny dobór narzędzi do precyzyjnego formowania metalu. Prawidłowa identyfikacja stempli zwiększa wydajność i minimalizuje błędy konfiguracji.
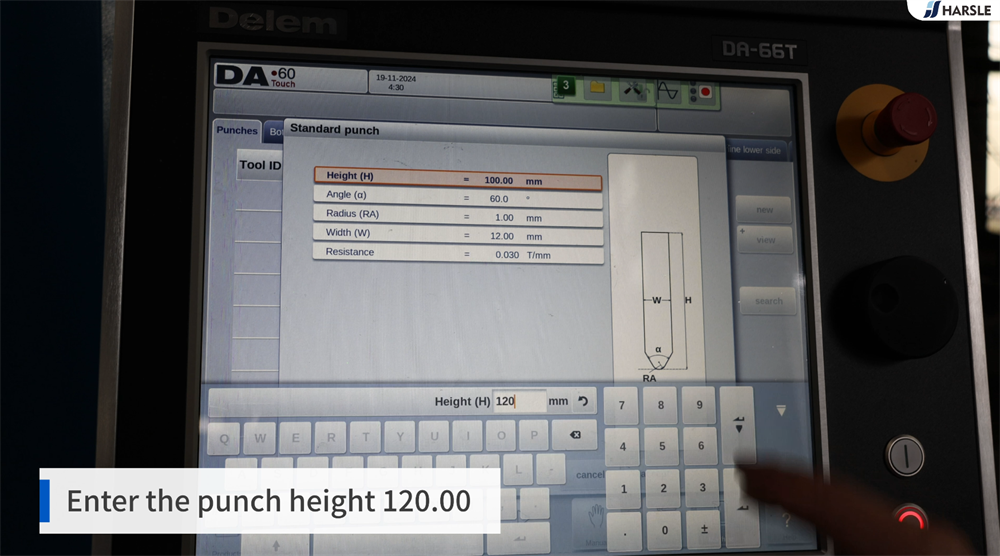
3. Zmierz wysokość stempla
Aby zapewnić precyzyjną instalację narzędzi, zacznij od dokładnego zmierzenia wysokości stempla za pomocą suwmiarka lub mikrometrTe narzędzia pomiarowe zapewniają wysoką dokładność, umożliwiając sprawdzenie dokładnych wymiarów stempla przed jego ustawieniem. Dociśnij suwmiarkę lub mikrometr mocno do podstawa i czubek dziurkacza, zapewniając prawidłowe wyrównanie w celu uniknięcia błędów. W tym przykładzie zmierzona wysokość wynosi 120,00 mm, które muszą zostać zarejestrowane w celach informacyjnych podczas konfiguracji narzędzi. Prawidłowy pomiar pomaga utrzymać dokładność gięcia i zapewnia zgodność z system prasy krawędziowej, zmniejszając liczbę błędów w konfiguracji i obsłudze.

4. Wprowadź wysokość uderzenia
Wejdź zmierzona wysokość 120,00 mm do System DELEM DA66T aby zapewnić dokładne wyrównanie i prawidłowe działanie stemplaTen krok jest kluczowy dla osiągnięcia precyzyjne gięcie i zapobieganie problemy z niewspółosiowością co może mieć wpływ na ostateczną jakość obrabianego przedmiotu. Poprzez prawidłowe wprowadzenie wysokości narzędzia, system może automatycznie dostosowuje położenie tłoka i kompensacja wszelkich odchyleń. Zapewnia to stałe kąty gięcia minimalizują błędy i zwiększają wydajność operacyjną. Zawsze sprawdzaj dane wejściowe przed przystąpieniem do operacji gięcia, aby zachować optymalna wydajność maszyny i wydłużenie żywotności narzędzia.
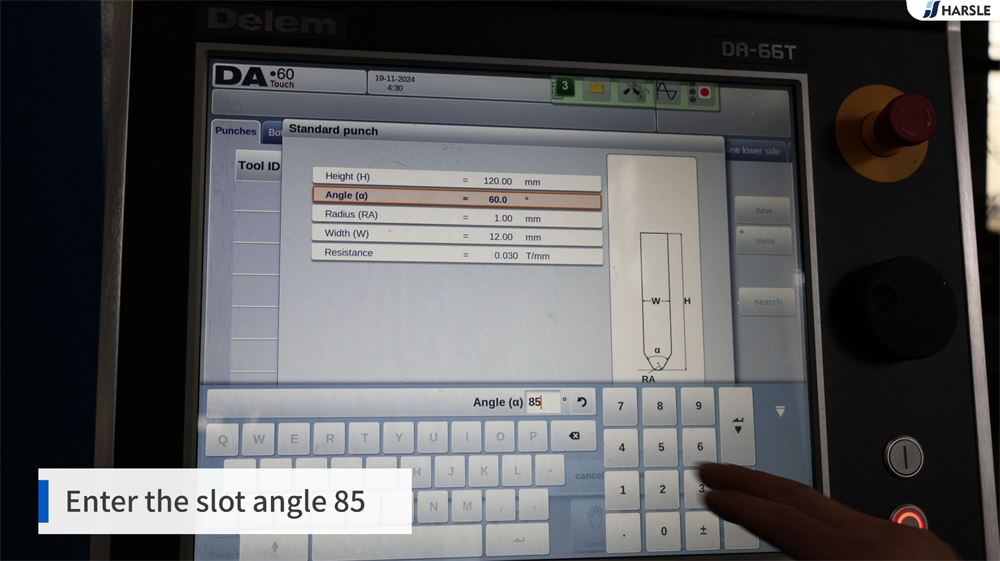
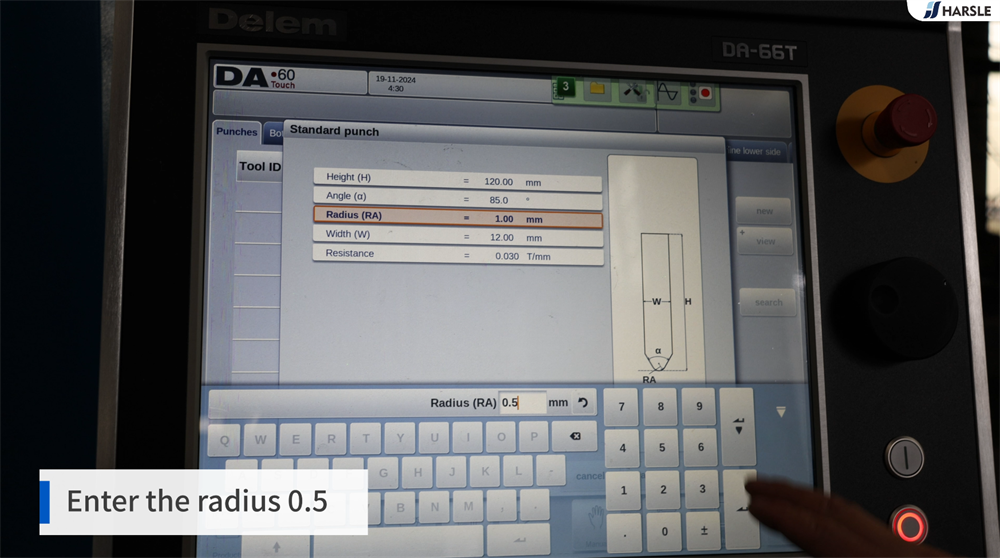
5. Zmierz i wprowadź kąt i promień szczeliny
Aby zapewnić precyzyjne wyniki gięcia, konieczne jest zmierzenie kąt szczeliny I promień stempla przed montażem. Pomiary te określają dokładność gięcia i kompatybilność z konfiguracją prasy krawędziowej. Używając kątomierz Lub kątomierz, sprawdź kąt szczeliny stempla. W przypadku tej konkretnej formy, kąt szczeliny wynosi 85 stopni, zapewniając optymalny kąt gięcia podczas obróbki blachy. Dodatkowo zmierz promień stempla, co wpływa na wewnętrzną krzywiznę gięcia i przepływ materiału. W tym przypadku promień wynosi 0,5 mm, zapewniając gładkie i spójne gięcie przy jednoczesnym minimalizowaniu naprężeń materiału.
6. Zmierz szerokość dziurkacza
Aby zapewnić dokładne wyniki gięcia, zacznij od pomiaru szerokość dziurkowania za pomocą precyzyjnej suwmiarki lub narzędzia pomiarowego. W tym przypadku szerokość stempla wynosi 26,00 mm. Gdy już będziesz miał dokładny pomiar, ostrożnie wprowadź 26,00 mm do DELEM DA66T System sterowania. Ten krok jest kluczowy dla zapewnienia, że konfiguracja narzędzi jest prawidłowo zgodna z obliczeniami systemu. Prawidłowe wprowadzanie danych zapobiega błędom w kątach gięcia i zapewnia optymalną wydajność. Zawsze należy dwukrotnie sprawdzić pomiar przed potwierdzeniem danych wejściowych, ponieważ nawet niewielkie rozbieżności mogą mieć wpływ na końcową dokładność gięcia i ogólną jakość produkcji.


7. Wprowadź opór uderzeniowy
Ten wartość oporu uderzenia jest kluczowym parametrem w konfiguracji narzędzi prasy krawędziowej, ponieważ określa wymagana siła aby precyzyjnie wygiąć blachę. Ta wartość zapewnia, że maszyna stosuje odpowiednie ciśnienie, zapobiegając uszkodzeniom narzędzi i zapewniając precyzyjne rezultaty gięcia. W przypadku tej konkretnej formy należy wprowadzić wartość odporności na uderzenia 8 w sterowniku DELEM DA66T. Wprowadzenie prawidłowej wartości pomaga utrzymać trwałość narzędzia, zwiększa dokładność gięcia i zapobiega nadmiernemu zużyciu stempla i matrycy. Zawsze należy zapoznać się z specyfikacje narzędzi dostarczone przez producenta w celu zapewnienia optymalnych ustawień.

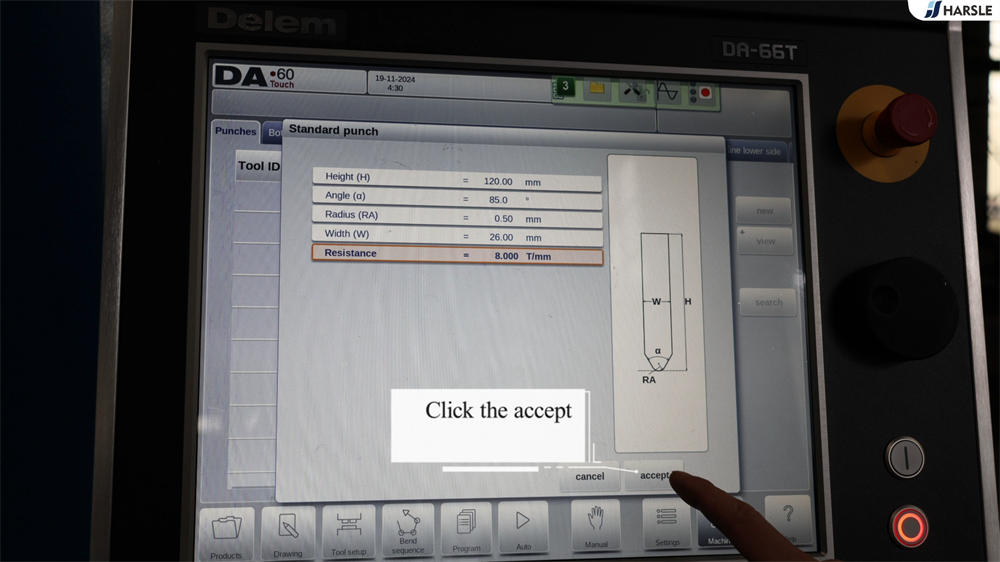
8. Akceptuj i zapisz
Po wprowadzeniu wszystkich wymaganych informacji dotyczących konfiguracji narzędzi w DELEM DA66T Kontroler, dokładnie sprawdź każdy parametr, aby zapewnić dokładność. Sprawdź dokładnie szczegóły, takie jak wymiary narzędzia, specyfikacje stempla i matrycy oraz wszelkie istotne wartości offsetu. Po poprawnym skonfigurowaniu wszystkiego kliknij "Przyjąć" Naciśnij przycisk, aby potwierdzić ustawienia. Ta czynność automatycznie zapisze zmiany i zastosuje je w systemie. Po zapisaniu prasa krawędziowa rozpozna nową konfigurację oprzyrządowania, umożliwiając precyzyjne i wydajne gięcie. W razie potrzeby zawsze możesz wrócić do ustawień w celu wprowadzenia zmian lub modyfikacji przed rozpoczęciem produkcji.
Krok 2: Finalizowanie konfiguracji narzędzia
Po dodaniu stempla nadchodzi czas na sfinalizowanie konfiguracji formy. Obejmuje to sprawdzenie wszystkich wprowadzonych danych pod kątem ich dokładności i wprowadzenie wszelkich niezbędnych korekt.
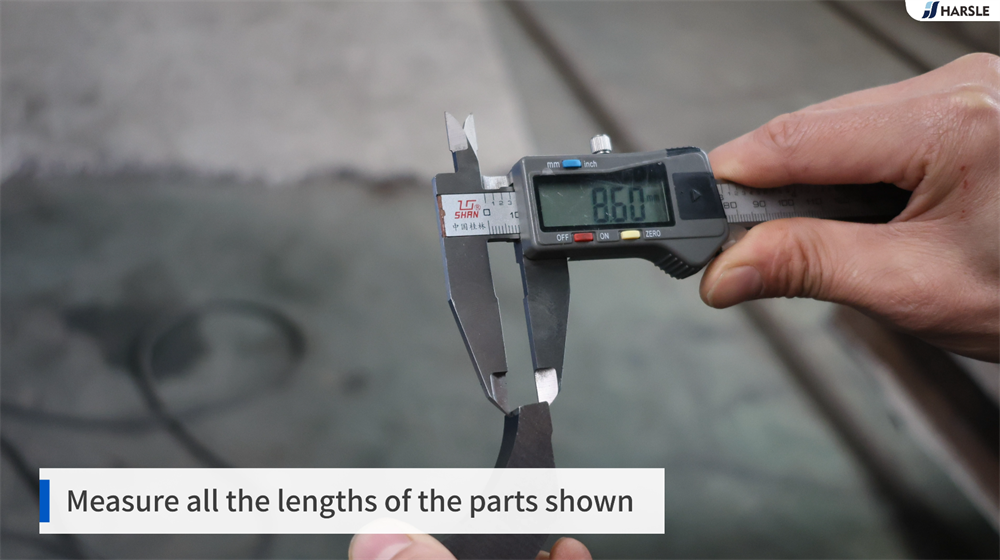
1. Zmierz wszystkie długości
Dokładne zmierzenie wszystkich komponentów jest kluczowym krokiem w zapewnieniu prawidłowego ustawienia podczas Montaż narzędzi DELEM DA66TZacznij od zmierzenia szerokość narzędzia, wysokość i wszelkie dodatkowe wymiary wymagane do precyzyjnego pozycjonowania. Użyj skalibrowane narzędzie pomiarowe takich jak suwmiarka cyfrowa lub miarka taśmowa, aby zweryfikować każdy pomiar. Zwróć szczególną uwagę na wymiary stempla i matrycy, upewniając się, że są one zgodne ze specyfikacją maszyny. Dodatkowo sprawdź, czy nie występują odchylenia lub zużycie narzędzi, które mogą mieć wpływ na wydajność. Prawidłowy pomiar pomaga. zapobiegać niewspółosiowości, zmniejsza liczbę błędów konfiguracji i zapewnia stała dokładność gięcia przez cały czas pracy prasy krawędziowej.
2. Rozpocznij rysowanie narzędzia
Na podstawie wprowadzonych danych rozpocznij rysowanie narzędzia w systemie. Zmierzone długości są następujące:
- Zmierzona długość wynosi 8,6 mm

- Zmierzona długość wynosi 30 mm


- Zmierzona długość wynosi 46 mm

3. Ustaw promień
Aby zapewnić precyzyjne rezultaty gięcia, konieczne jest dostosowanie promienia gięcia do wymaganych parametrów. Ten krok pomaga uzyskać precyzyjne formowanie blachy i zapobiega powstawaniu wad spowodowanych nieprawidłowymi ustawieniami narzędzi. W tym przypadku promień gięcia jest ustawiany na -40 mm, zapewniając optymalną wydajność wybranego narzędzia. Prawidłowe ustawienie promienia ma bezpośredni wpływ na dokładność gięcia, sprężystość materiału i ogólną jakość przedmiotu obrabianego. Zawsze należy zapoznać się z instrukcja obsługi prasy krawędziowej i wprowadź prawidłowe parametry w Kontroler DELEM DA66T. Dwukrotne sprawdzenie ustawienia promienia przed rozpoczęciem pracy zapewnia spójność i minimalizuje błędy w procesie gięcia.

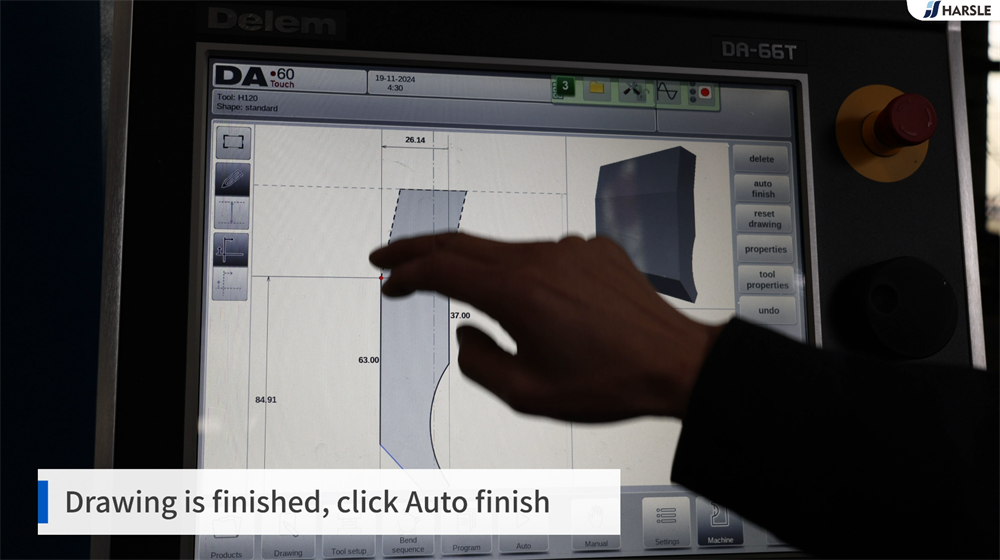
4. Zakończ rysowanie i zapisz
Po zakończeniu procesu rysowania kliknij „Automatyczne zakończenie” Aby sfinalizować konfigurację formy, naciśnij przycisk. Funkcja ta automatycznie przetwarza i weryfikuje ustawienia narzędzi, zapewniając dokładność i dopasowanie do parametrów gięcia maszyny. Po kliknięciu system potwierdzi konfigurację i wprowadzi niezbędne korekty. Kluczowe jest, aby… sprawdź dokładnie wymiary i położenie narzędzi Przed zapisaniem, aby zapobiec błędom podczas pracy. Po upewnieniu się, że ustawienia są poprawne, zapisz je, aby mieć pewność, że dane o narzędziach zostaną poprawnie zapisane do wykorzystania w przyszłości. Prawidłowa instalacja narzędzi zwiększa precyzję gięcia i wydajność maszyny, minimalizując błędy i usprawniając ogólny przepływ pracy.
5. Usuń zbędne punkty
Jeśli na rysunku znajdują się jakiekolwiek zbędne punkty, należy je zidentyfikować i usunąć przed przystąpieniem do konfiguracji oprzyrządowania. Dodatkowe punkty lub zbędne elementy na rysunku mogą powodować rozbieżności, zakłócać konfigurację oprzyrządowania i prowadzić do nieprawidłowych operacji gięcia. Te zbędne elementy mogą również wpływać na zdolność systemu CNC do prawidłowej interpretacji danych oprzyrządowania, co może prowadzić do błędów podczas procesu gięcia. Aby zapewnić płynne działanie, należy dokładnie przejrzeć rysunek, wyeliminować wszelkie niepożądane elementy i sprawdzić, czy konstrukcja oprzyrządowania jest czysta i precyzyjna. Prawidłowo zoptymalizowany rysunek pomaga uzyskać dokładne i wydajne rezultaty gięcia.

Po pomyślnym dodaniu stempla do sterownika DELEM DA66T, system automatycznie zapisze nową konfigurację oprzyrządowania. Dzięki temu parametry stempla, w tym wymiary i pozycjonowanie, zostaną zapisane w systemie do wykorzystania w przyszłości. Zaktualizowana konfiguracja formy zostanie wyświetlona na ekranie, umożliwiając operatorowi weryfikację i ewentualną korektę ustawień. Funkcja ta zwiększa wydajność, eliminując konieczność wielokrotnego wprowadzania danych ręcznie i zapewniając spójność operacji gięcia. Ponadto intuicyjny interfejs systemu pozwala użytkownikom na łatwą modyfikację lub wymianę oprzyrządowania w razie potrzeby, usprawniając cały proces konfiguracji.


Krok 3: Dodaj matrycę (dolną formę)
Następnym krokiem jest skonfigurowanie dolnej formy, zwanej również matrycą. Ta część jest równie istotna dla procesu gięcia. Aby poprawnie dodać matrycę do systemu, wykonaj następujące kroki:
1.Wybierz opcję „Dodaj nowy” dla matryc
Aby rozpocząć konfigurację dolnej matrycy w DELEM DA66T kontroler, przejdź do „Dolne matryce” sekcji w menu konfiguracji narzędzi. Po przejściu tam wybierz „Dodaj nowy” Opcja inicjująca proces konfiguracji matrycy. Umożliwia ona wprowadzenie kluczowych parametrów, takich jak szerokość matrycy, rozwarcie V, kąt i rodzaj materiału. Dokładne wprowadzenie tych wartości jest kluczowe dla uzyskania precyzyjnych rezultatów gięcia. Po wprowadzeniu niezbędnych parametrów należy zatwierdzić ustawienia i zapisać profil matrycy. Nowo skonfigurowana dolna matryca będzie dostępna do wyboru podczas procesu gięcia, optymalizując dokładność i wydajność formowania metali.

2. Wprowadź nazwę kości
Podobnie jak w przypadku ponczu, musisz wprowadź ID lub nazwę kostki do sterownika DELEM DA66T. Ten krok jest kluczowy dla dokładnej identyfikacji i wyboru właściwego stempla podczas procesu gięcia. Poprzez przypisanie unikalnego ID lub imię i nazwiskoSystem może szybko pobrać specyfikacje matryc, redukując błędy i poprawiając wydajność. Prawidłowa identyfikacja pozwala również na bezproblemowa wymiana narzędzi i zapewnia prawidłowe zastosowanie parametrów gięcia. Dodatkowo, przechowywanie informacji o matrycach w systemie pomaga operatorom oszczędzać czas podczas konfigurowania nowych zadań, szczególnie w środowiskach o wysokiej precyzji lub produkcji seryjnej.

3. Zmierz wymiary matrycy
Zmierz szerokość i wysokość wykrojnika. Na potrzeby tego samouczka szerokość i wysokość wynoszą 60 mm.

4. Wprowadź wymiary matrycy
Wejdź wartości szerokości i wysokości matrycy (60 mm) do systemu DELEM DA66T, aby zapewnić prawidłowe dopasowanie do prasy krawędziowej. Dokładne wprowadzenie tych parametrów jest kluczowe dla precyzyjnego gięcia, ponieważ pozwala systemowi rozpoznać dokładne wymiary matrycy, zapobiegając niewspółosiowości lub błędom operacyjnym. Aby wprowadzić te wartości, przejdź do menu konfiguracji narzędzi, znajdź ustawienia matrycy i wprowadź odpowiednio szerokość i wysokość. Potwierdź wprowadzone dane i sprawdź, czy system zarejestrował prawidłowe wymiary przed rozpoczęciem procesu gięcia. Prawidłowa konfiguracja zwiększa dokładność i wydłuża żywotność narzędzi.

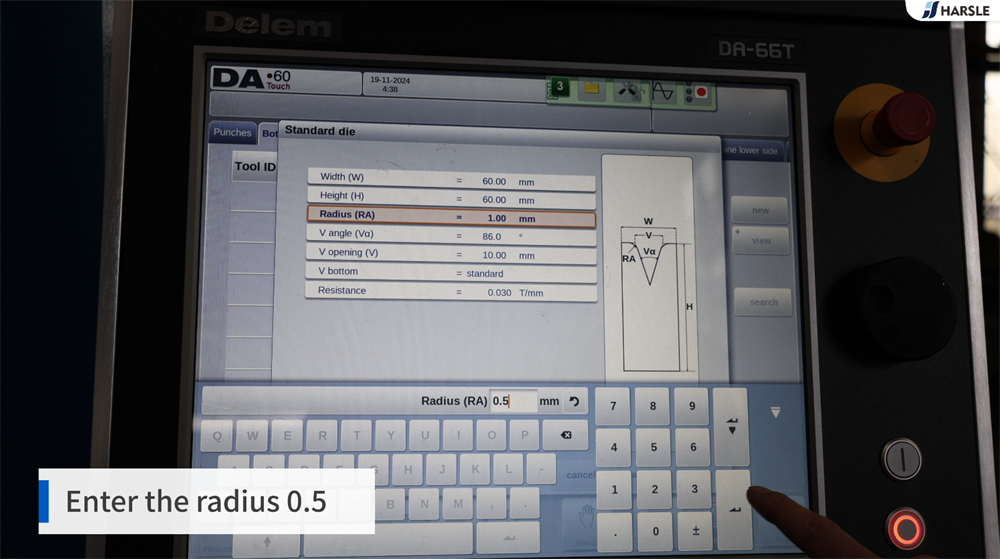
5. Wprowadź kąt i promień szczeliny
Podobnie jak poncz, kąt i promień szczeliny matrycy musi być dokładnie wprowadzone do Kontroler DELEM DA66T aby zapewnić precyzyjne rezultaty gięcia. Parametry te są niezbędne do osiągnięcia optymalna dokładność gięcia i zapobieganie deformacjom lub niespójnościom materiałowym. W tym przypadku kąt szczeliny jest ustawiony na 86 stopni, podczas gdy promień matrycy Jest 0,5 mmPrawidłowe wprowadzenie tych wartości pozwala sterownikowi na obliczenie prawidłowa siła gięcia i pozycjonowanie, zapewniając płynną pracę. Wprowadzenie nieprawidłowych danych może prowadzić do błędy gięcia, co może mieć wpływ na jakość i spójność produktu końcowego. Zawsze dokładnie sprawdź te ustawienia przed kontynuacją.
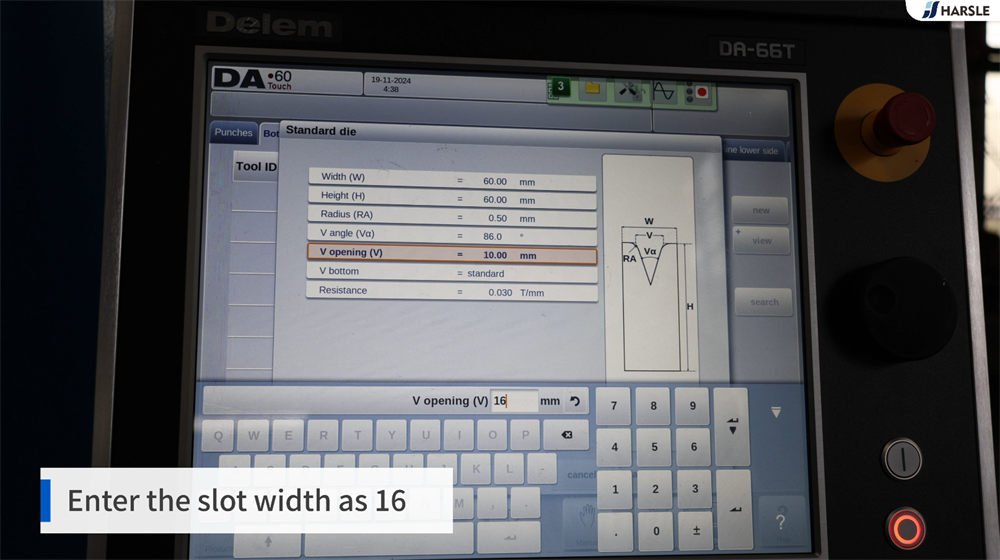
6. Zmierz i wprowadź szerokość szczeliny
Ten szerokość szczeliny matrycy wynosi 16 mm, a dokładny pomiar tego wymiaru jest kluczowy dla zapewnienia precyzyjnych operacji gięcia. Użyj suwmiarka lub mikrometr Aby sprawdzić dokładną szerokość, ponieważ nawet niewielkie odchylenia mogą wpłynąć na kąt gięcia i jakość produktu końcowego. Po zmierzeniu wprowadź Szerokość szczeliny 16 mm do System sterowania DELEM DA66T w sekcji konfiguracji narzędzi. Prawidłowe wprowadzanie danych gwarantuje, że prasa krawędziowa CNC rozpoznaje prawidłowe wymiary matrycy, optymalizując dokładność gięcia i wydajność maszyny. Przed zapisaniem danych należy dokładnie sprawdzić wprowadzone dane, aby zapobiec błędom, które mogą prowadzić do nieprawidłowych wyników gięcia.

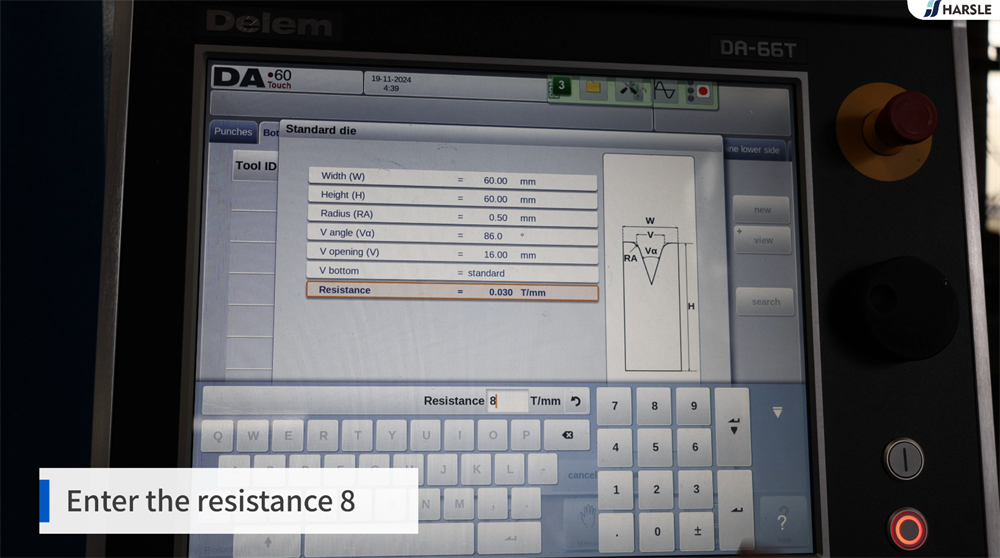
7. Rezystancja matrycy wejściowej
Wprowadź wartość oporu dla matrycy, która jest również 8 w tym przypadku. Wartość ta reprezentuje zdolność matrycy do wytrzymywania siły działającej podczas procesu gięcia i jest kluczowa dla zapewnienia dokładnych i spójnych gięciach. wartość oporu jest zazwyczaj określany na podstawie rodzaju materiału, grubości i specyfikacji narzędzi. Wprowadzenie prawidłowej wartości pomaga zoptymalizować wydajność gięcia, zapobiega nadmiernym naprężeniom matrycy i wydłuża jej żywotność. Nieprawidłowe wartości mogą prowadzić do błędów gięcia, zwiększonego zużycia narzędzi, a nawet uszkodzenia maszyny. Zawsze należy zapoznać się z specyfikacje narzędzi Lub instrukcja obsługi maszyny aby sprawdzić prawidłową wartość rezystancji przed kontynuacją.
8. Zapisz i sfinalizuj
Wprowadź wartość oporu dla matrycy, która jest również 8 w tym przypadku. Wartość ta reprezentuje zdolność matrycy do wytrzymywania siły działającej podczas procesu gięcia i jest kluczowa dla zapewnienia dokładnych i spójnych gięciach. wartość oporu jest zazwyczaj określany na podstawie rodzaju materiału, grubości i specyfikacji narzędzi. Wprowadzenie prawidłowej wartości pomaga zoptymalizować wydajność gięcia, zapobiega nadmiernym naprężeniom matrycy i wydłuża jej żywotność. Nieprawidłowe wartości mogą prowadzić do błędów gięcia, zwiększonego zużycia narzędzi, a nawet uszkodzenia maszyny. Zawsze należy zapoznać się z specyfikacje narzędzi Lub instrukcja obsługi maszyny aby sprawdzić prawidłową wartość rezystancji przed kontynuacją.



Wniosek
Postępując zgodnie z tymi krokami, możesz pomyślnie skonfigurować nowe formy w systemie DELEM DA66T, poprawiając ogólną wydajność i efektywność prasy krawędziowej. Prawidłowa konfiguracja formy jest niezbędna do uzyskania wysokiej jakości rezultatów gięcia i zminimalizowania przestojów w pracy. Pamiętaj, aby dokładnie sprawdzić wszystkie wymiary i ustawienia, aby upewnić się, że są one prawidłowe.
Dzięki temu samouczkowi dotyczącemu dodawania form zrozumiesz teraz cały proces i będziesz mógł pewnie skonfigurować stemple i matryce dla każdego projektu prasy krawędziowej. Aby uzyskać dalszą pomoc, zapoznaj się z instrukcją obsługi maszyny lub skontaktuj się z działem obsługi klienta, aby uzyskać fachową poradę.



