








Jeśli chcesz zwiększyć wydajność swojej produkcji, system automatyzacji gięcia ESA S530 oferuje rozwiązanie. Ten zaawansowany system automatyzuje proces gięcia, znacznie redukując ingerencję człowieka, a jednocześnie zapewniając powtarzalną, wysoką jakość produkcji. W tym artykule pokażę, jak system ESA S530 zmienia wydajność, umożliwiając szybki wybór materiałów, precyzyjną regulację gięcia i usprawniając cały proces, pomagając Ci z łatwością osiągać doskonałe rezultaty.
Wstęp
W nowoczesnym przemyśle wydajność i precyzja są najważniejsze. Automatyzacja gięcia ESA S530 rewolucjonizuje proces gięcia, automatyzując zadania, redukując ręczną interwencję i zapewniając stałą jakość produktu. Dzięki integracji z ESA S530 producenci mogą znacznie zwiększyć wydajność, usprawnić przepływy pracy i zminimalizować błędy. Ponieważ automatyzacja staje się niezbędna do utrzymania konkurencyjności, ESA S530 jest kluczowym narzędziem umożliwiającym osiągnięcie sukcesu na dzisiejszym rynku.
Wykonywanie programu w trybie automatycznym
Aby zmaksymalizować wydajność automatyzacji gięcia ESA S530, kluczowe jest zrozumienie wykonywania programu w trybie automatycznym. Po wprowadzeniu programu numerycznego, wykonanie go w trybie automatycznym usprawnia proces gięcia, redukując konieczność ręcznego wprowadzania danych i zwiększając dokładność.
Naciskać

aby uzyskać dostęp do statusu automatycznego.
Automatyzacja gięcia ESA S530 znacząco zwiększa wydajność, optymalizując wykonywanie programów w trybie automatycznym. Oto, w jaki sposób usprawnia proces gięcia i zapewnia stałą jakość:
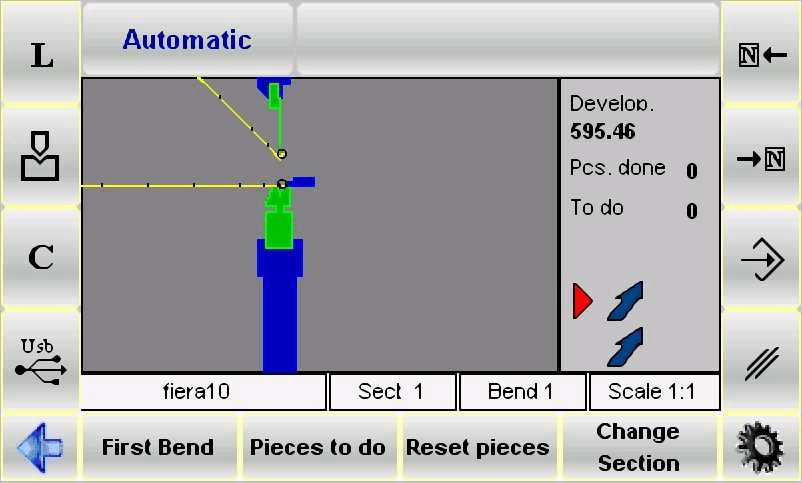
- Graficzna maska automatyczna:Po wybraniu obliczeniowego programu graficznego można aktywować maskę graficzną, naciskając [Graficzny] klucz. Ta funkcja wyświetla trzy okna:
- Okno główne:Ilustruje górną i dolną część maszyny, stempel i matrycę zgodnie z ustawieniami w programie, przedmiot obrabiany przed i po gięciu oraz pozycję zatrzymania.
- Okno pozycjonujące:Pokazuje, jak ustawić obrabiany przedmiot przy każdym gięciu, poprzez odwrócenie lub obrócenie metalowej płyty z poprzedniego gięcia.
- Okno danych:Pokazuje aktualne dane gięcia i licznik obrabianego przedmiotu.
- Numeryczna automatyczna maska: W trybie automatycznym ta maska łączy dane docelowe osi z numerycznymi danymi wejściowymi. Chociaż w tym trybie nie można modyfikować danych programu, opcja wyświetlania większych znaków ułatwia odczytanie docelowych osi. W razie potrzeby można przełączać się między wyświetlaniem większych i mniejszych znaków, aby uzyskać optymalny widok.


Automatyzując te kluczowe kroki za pomocą ESA S530, minimalizujesz konieczność ingerencji człowieka, co przekłada się na płynniejszy i wolny od błędów proces gięcia, a także zwiększa ogólną wydajność operacji produkcyjnych.
Automatyczne wykonywanie cyklu
- Rozpocznij cykl automatyczny: Naciśnij przycisk, aby rozpocząć cykl automatyczny. Osie lokalizatora pozycjonują się automatycznie.
- Wykonaj zgięcie: Naciśnij pedał w dół aby obniżyć tłok i wykonać gięcie z precyzją.
- Automatyczne resetowanie:Po zgięciu siłownik resetuje się, a osie lokalizacyjne dostosowują się do następnego zgięcia.
- Powtórz cykl:Po ostatnim zakręcie cykl automatycznie rozpoczyna się od pierwszego zakrętu.
Wykonanie próbki przedmiotu obrabianego
Automatyzacja gięcia ESA S530 zwiększa wydajność poprzez usprawnienie korekcji danych gięcia. Dzięki półautomatycznej masce operatorzy mogą regulować kąty lub długości na miejscu, podczas obróbki próbnego detalu. Proces ten uwzględnia różnice w grubości blachy i integruje korekty bezpośrednio z programem, zapewniając precyzyjne i powtarzalne gięcia. Ta automatyzacja nie tylko zwiększa dokładność, ale także przyspiesza wydajność produkcji.
Procedurę można aktywować z maski AUTOMATYCZNEJ w następujący sposób:
- Naciskać

- Naciskać

aby ustawić osie lokalizatora.
- Naciśnij pedał w dół zrobić zakręt.
- Zmierz wykonaną gięcie pod względem długości i kąta gięcia.
W przypadku wykrycia rozbieżności:
- Aby uzyskać dostęp do danych korekcyjnych, naciśnij

- Aby zastosować ogólną korektę we wszystkich krokach (idealne rozwiązanie, gdy wymagane są jednakowe kąty), wprowadź dane korekcyjne w kolumnie przedmiotu obrabianego.
- W przypadku regulacji dotyczących konkretnych sekcji, wprowadź dane w kolumnie sekcji. W przypadku pojedynczych zagięć użyj kolumny zagięć.
- Wprowadź dane korekcyjne, aby dostosować i udoskonalić gięcie.

Dzięki ograniczeniu konieczności ręcznej interwencji i umożliwieniu systematycznych korekt automatyzacja gięcia ESA S530 maksymalizuje wydajność i gwarantuje spójną jakość wszystkich operacji gięcia.
Wprowadzanie danych korekcyjnych
Dane korekcyjne, które należy wprowadzić, podane są w mm, jeśli chodzi o położenie osi lokalizatora, oraz w stopniach, jeśli chodzi o kąt gięcia; wprowadzone dane są dodawane do wartości w programie.
Po wprowadzeniu danych korekcyjnych:
- Naciskać
- Za pomocą systemu można dostosować położenie osi lokalizatora, które mogło ulec zmianie po korektach.
- Powtórz zgięcie.
- Sprawdź, czy zagięcie jest prawidłowe:
- Jeżeli zakręt jest prawidłowy, zastosuj tę samą procedurę do wszystkich zaplanowanych zakrętów, używając klawiszy nawigacyjnych.
- Jeśli nie, dostosuj bieżące dane gięcia według potrzeb.
- Po zakończeniu korekt wszystkich gięciach rozpocznij cykl automatyczny od wybranego gięcia, naciskając odpowiednie polecenie.
Jak anulować korektę danych
Naciskać [Lose Correc.] Aby anulować modyfikacje wprowadzone do poprawek. Wartości obecne w momencie dostępu do maski zostaną przywrócone.
Tabela materiałów
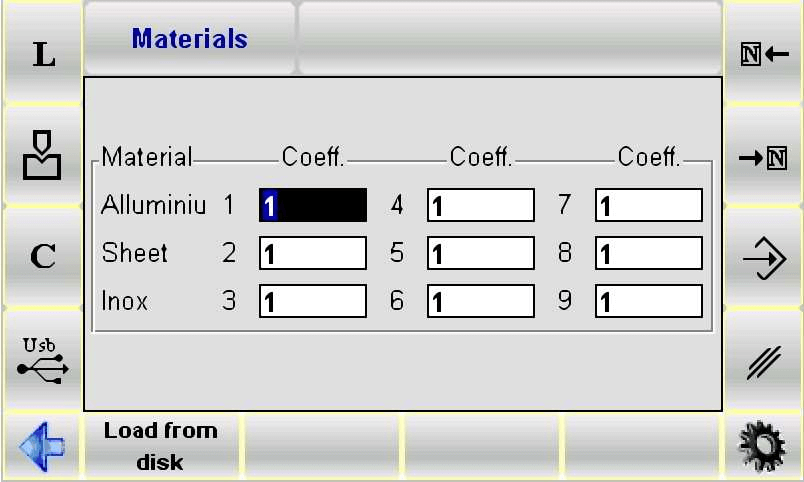
Tabela materiałów zawiera współczynniki korekcyjne obliczeń rozciągania, podzielone pomiędzy 9 dostępnych materiałów.
Jak uzyskać dostęp do maski Tabeli materiałów
Aby uzyskać dostęp do usługi, postępuj zgodnie z poniższą procedurą. Tabela materiałów maska:
- Aby uzyskać dostęp do maski Korekty, naciśnij
- Naciśnij [Tabela materiałów] klawisz.
Maska przedstawiona na rysunku wygląda następująco:
Jak korzystać ze współczynnika materiałów
Aby zoptymalizować automatyzację gięcia ESA S530, należy przejść do tabeli materiałów i ustawić współczynniki korekcyjne. Dostosowują one obliczenia rozciągania dla gięcia, wpływając na nowe i istniejące programy. Domyślna wartość współczynnika to 1. Jej zmiana wpływa na rozciąganie (np. 2 podwójne, 0,5 połówki). Dopuszczalne wartości mieszczą się w zakresie od 0 do 9, z dokładnością do dwóch miejsc po przecinku. Dostosowanie tych wartości zapewnia dokładne i wydajne gięcie.
- Wyłączanie obliczeń rozciągania:W ESA S530 Bending Automation ustaw współczynniki na 0, aby wyłączyć obliczanie rozciągania i zatrzymać obliczenia X.
- Współczynniki oszczędności: Naciśnij przycisk Zapisz w programie ESA S530, aby zapisać wprowadzone współczynniki.
- Współczynniki obciążenia: Używać [Załaduj z dysku] w ESA S530 do ładowania współczynników z klucza USB lub zarządzania nimi za pomocą [Zapisz WSZYSTKO] I [Załaduj WSZYSTKO] w trybie automatycznym.
Współczynnik klinczowania/bicia
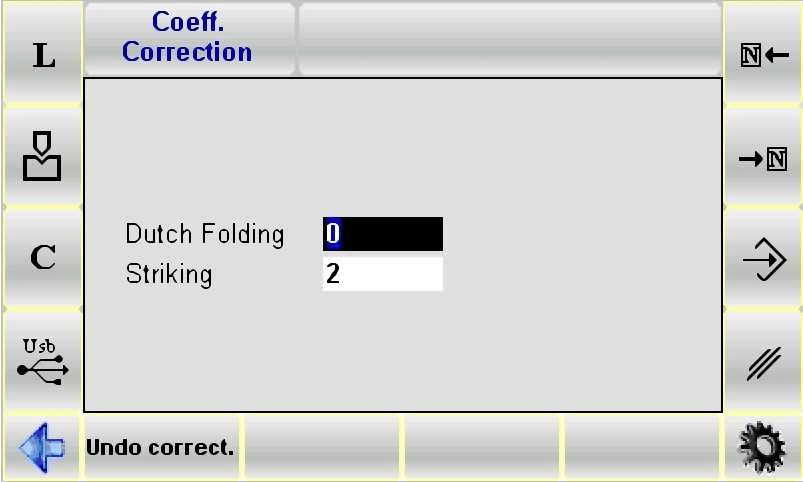
Ten Współczynniki korekcyjne maska zawiera wyłącznie współczynnik Clinching/Coining.
Dostęp do maski współczynników korekcyjnych
Aby uzyskać dostęp do maski współczynników korekcyjnych, wykonaj następującą procedurę:
- Aby uzyskać dostęp do maski Korekty, naciśnij
- Naciśnij [Współczynnik korekcji] klawisz.
Maska przedstawiona na rysunku wygląda następująco:
Wykorzystanie współczynników klinczowania/wykuwania
Uzyskaj dostęp do Współczynniki korekcyjne maskę i wprowadź parametry.
Parametry te są używane przy obliczaniu BDC dla wszystkich gięciach typu Clinching/Coining.
- Współczynniki oszczędności:Po opuszczeniu maski zmiany są automatycznie zapisywane, co gwarantuje, że Twoje ustawienia zostaną bezproblemowo zachowane.
- Cofanie zmian: Naciskać [Lose Correc.] aby cofnąć wszelkie zmiany i przywrócić oryginalne wartości, gdy zajdzie taka potrzeba.
Korekta promienia wewnętrznego
Korekcja promienia wewnętrznego w systemie automatyzacji gięcia ESA S530 umożliwia operatorom dostosowanie promienia wewnętrznego wyświetlanego w ustawieniach danych obróbki. Promień ten można przeliczyć różnymi metodami, co wpływa na długość przedmiotu obrabianego i obliczenia rozciągania. Szczegółowe informacje na temat trybów aplikacji można znaleźć w instrukcji obsługi parametrów maszyny. Ta funkcja zwiększa precyzję i elastyczność procesu gięcia ESA S530.
Wybór formuły DIN do obliczania rozciągania
Aby uzyskać dokładne obliczenia rozciągania za pomocą automatyzacji gięcia ESA S530, operatorzy mogą wybrać standardowy wzór DIN. Aby wybrać tę opcję, wystarczy wpisać „1” w parametrze ogólnego wzoru rozciągania. Zapewnia to precyzję operacji gięcia, wspieraną przez różne tryby aplikacji promienia wewnętrznego dostępne w parametrach maszyny.
Sprawdzanie programu
W systemie automatyzacji gięcia ESA S530, po wprowadzeniu modyfikacji, naciśnij przycisk, aby ustawić osie. Program automatycznie sprawdza błędy. W przypadku ich wykrycia pojawi się komunikat, a program pozostanie w trybie. ZATRZYMYWAĆ SIĘ status w trybie półautomatycznym.
Cykl autouczenia
Gdy standardowe cele gięcia nie mają zastosowania, na przykład w przypadku stempli zaokrąglonych, cykl automatycznego uczenia się systemu automatyzacji gięcia ESA S530 można wykorzystać w trybie PÓŁAUTOMATYCZNYM. Pozwala to operatorom ręcznie określić cel końcowy gięcia bez przechodzenia do następnego kroku.
Metody regulacji docelowego końca gięcia obejmują:
- Jeśli cel, który należy osiągnąć, znajduje się wyżej niż obliczony koniec zakrętu, można go znaleźć, używając wyłącznie pedału.
- Jeżeli cel do osiągnięcia jest niższy niż obliczony cel gięcia, operator musi włączyć Ponowne wznoszenie do TDC z włączeniem wznoszenia wciśnij pedał, zwolnij go na końcu docelowego punktu zgięcia i użyj tych dwóch przycisków, które pozwolą siłownikowi przesuwać się w górę lub w dół o jedną dziesiątą milimetra na raz.


Procedurę można aktywować z maski PÓŁAUTOMATYCZNEJ w następujący sposób:
- Naciskać
- Naciskać
aby ustawić osie lokalizatora.
- Naciśnij pedał w dół zrobić zakręt;
- Znajdź wymagany punkt końcowy gięcia, korzystając z wcześniej opisanej procedury.
- Naciskać [AutoLear. Y].
- Naciśnij pedał w górę.
Powtórz tę procedurę dla wszystkich zagięć w programie. Użyj

Lub

klawisze umożliwiające poruszanie się pomiędzy różnymi zakrętami.
Gdy automatyczne uczenie zostanie ukończone dla wszystkich zakrętów:
- Naciskać

i wykonaj program od pierwszego zakrętu.
Często zadawane pytania (FAQ)
Czy automatyzacja gięcia ESA S530 może obsługiwać różne materiały?
Tak, ESA S530 Bending Automation zawiera kompleksową tabelę materiałów, która pomaga użytkownikom wybrać odpowiednie właściwości materiału, zapewniając precyzyjne gięcie szerokiej gamy materiałów.
Czym są wzory DIN i jaki mają związek z automatyzacją gięcia ESA S530?
Wzory DIN służą do obliczania rozciągania podczas procesu gięcia. Norma ESA S530 pozwala użytkownikom wybrać odpowiedni wzór DIN, aby zapewnić precyzyjne rozciąganie i dokładne wymiary produktu końcowego.
W jaki sposób kontrola programu może usprawnić proces gięcia?
Kontrola programu pozwala operatorom na weryfikację ustawień i poprawek programu przed jego wykonaniem. Zmniejsza to prawdopodobieństwo wystąpienia błędów, zapewniając płynny, wydajny i bezbłędny proces gięcia dzięki automatyzacji gięcia ESA S530.
Wniosek
Automatyzacja gięcia ESA S530 znacząco zwiększa wydajność, usprawniając proces gięcia dzięki automatycznemu wykonywaniu programu, precyzyjnemu doborowi materiałów oraz precyzyjnemu stosowaniu współczynników klinczowania/wykuwania. Wykorzystując tabelę materiałów i wprowadzając niezbędne korekty promienia wewnętrznego, operatorzy mogą zapewnić doskonałą wydajność gięcia i jakość produktu. Dodatkowo, wybór odpowiedniego wzoru DIN do obliczania rozciągania i przeprowadzanie dokładnych kontroli programu dodatkowo przyczyniają się do minimalizacji błędów i maksymalizacji wydajności.
Aby zoptymalizować procesy produkcyjne, wdroż automatyzację gięcia ESA S530 w swoich procesach. Aby uzyskać szczegółowe wsparcie, dodatkowe zasoby lub zadać pytania, skontaktuj się z naszym zespołem. Odwiedź naszą stronę internetową, aby zapoznać się z bardziej szczegółową dokumentacją i materiałami powiązanymi, które pomogą Ci jeszcze bardziej zwiększyć możliwości produkcyjne.



