








Podczas regulacji parametrów gięcia na prasie krawędziowej, współczynnik klinczowania ESA S875 odgrywa kluczową rolę w uzyskiwaniu dokładnych wyników kątowych i spójnego zachowania materiału. Jeśli nie masz pewności, jak zmodyfikować ten współczynnik lub jak wpływa on na operacje klinczowania i wykrawania, ten poradnik jasno to wyjaśni. Pokażę, jak prawidłowo ustawić współczynnik klinczowania ESA S875, jakie czynniki wpływają na jego wartość oraz jak prawidłowa kalibracja może poprawić precyzję gięcia i stabilność produkcji.
Gdzie dostosować współczynnik klinczowania ESA S875
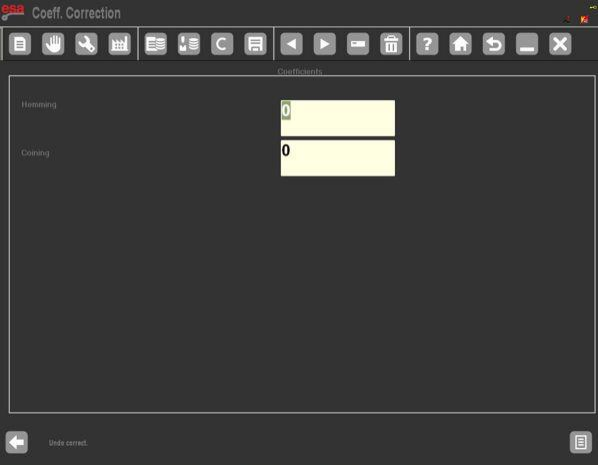
Aby dostosować ESA S875 Współczynnik klinczowania, należy uzyskać dostęp do dedykowanej maski współczynników korekcyjnych w systemie sterowania. Maska ta zawiera dwa parametry na poziomie maszyny:
- Współczynnik klinczowania
- Współczynnik bicia
Współczynnik zaciskania kontroluje w szczególności sposób, w jaki system kompensuje położenie dolnego martwego punktu w przypadku gięcia metodą zaciskania.
Aby wejść do ustawień:
- Otwórz Maska korekcyjna
- Naciśnij klawisz funkcyjny [Współczynnik korekcji]
- Pojawi się maska współczynników korekcyjnych
To jedyne miejsce, w którym można zmodyfikować współczynnik klinczowania. Po dostosowaniu wartości, Należy ponownie uruchomić NC tak aby nowy współczynnik zaciskania został w pełni uwzględniony w obliczeniach systemu.
Jak współczynnik klinczowania wpływa na PMI.
Współczynnik klinczowania ESA S875 ma bezpośredni wpływ na obliczenie PMI (pozycja dolnego martwego punktu) do gięcia zdefiniowanego jako zaciskowe lub walcowe.
W operacjach zaciskania i bicia, stempel wnika głębiej w materiał niż w przypadku gięcia powietrznego. Dlatego dokładna pozycja dolna staje się kluczowa. Po dostosowaniu współczynnika zaciskania:
- Wprowadzona wartość jest algebraicznie dodawana do obliczonego PMI.
- Kompensacja dotyczy wszystkich zagięć zaciskowych/wykuwających
- Modyfikacja wpływa na globalne zachowanie maszyny
Jeśli współczynnik klinczowania zostanie zwiększony, system odpowiednio modyfikuje logikę penetracji. Jeśli zostanie zmniejszony, obliczenia dolnego martwego punktu przesuną się w przeciwnym kierunku. Ta algebraiczna korekta zapewnia, że głębokość penetracji mechanicznej odzwierciedla rzeczywiste warunki produkcyjne.
Ponieważ zaciskanie powoduje ściskanie materiału w kierunku gniazda matrycy, nawet niewielkie zmiany współczynnika zaciskania mogą mieć wpływ na:
- Końcowy kąt gięcia
- Konsystencja materiału pod względem kompresji
- Oznakowanie powierzchni
- Powtarzalność w partiach
Prawidłowe ustawienie współczynnika zaciskania gwarantuje, że prasa krawędziowa osiągnie właściwą głębokość formowania bez nadmiernego wnikania.
Kiedy dostosować współczynnik klinczowania
Regulacja współczynnika zaciskania ESA S875 jest zazwyczaj wymagana w następujących sytuacjach:
- Systematyczne nadmierne dociskanie podczas klinczowania
- Niewystarczające ściśnięcie materiału
- Odchylenie kąta specyficzne dla trybu klinczowania
- Ponowna kalibracja maszyny po konserwacji
- Zmiany narzędzi wpływające na głębokość penetracji
Jeżeli mimo prawidłowych danych programu zagięcia zaciskowe są stale zbyt ciasne lub zbyt otwarte, przed modyfikacją poszczególnych parametrów gięcia zaleca się sprawdzenie współczynnika zaciskania.
Ważne jest, aby zrozumieć, że współczynnik klinczowania ESA S875 nie jest specyficzny dla danego programu. Jest to parametr na poziomie maszyny, co oznacza, że po dokonaniu regulacji ma ona wpływ na każde zagięcie zaciskowe/wytłaczające wykonywane na tej maszynie.
Zapisywanie i zarządzanie współczynnikiem klinczowania
Współczynnik klinczowania ESA S875 jest automatycznie zapisywany po wyjściu z maski współczynników korekcyjnych. Jednakże:
- Nie jest przechowywany w poszczególnych programach roboczych
- Pozostaje na stałe połączony z systemem sterowania
- Dotyczy wszystkich przyszłych operacji klinczowania
Po dostosowaniu współczynnika klinczowania konieczne jest ponowne uruchomienie NC, aby nowa wartość zaczęła obowiązywać.
Jeżeli modyfikacja nie przyniesie oczekiwanych rezultatów, naciśnij [Ignoruj poprawne.] wewnątrz maski. Przywraca to współczynnik klinczowania do poprzednio aktywnej wartości.
Ponieważ współczynnik klinczowania ma globalny wpływ na obliczenia dolnego martwego punktu, jego zmiany należy wprowadzać ostrożnie i stopniowo.
Najlepsze praktyki dotyczące regulacji współczynnika klinczowania
Aby zapewnić stabilną pracę podczas regulacji współczynnika zaciskania ESA S875:
- Wprowadzaj małe, stopniowe zmiany
- Przed produkcją seryjną przeprowadź test na materiale próbnym
- Sprawdź rzeczywiste wyniki kąta i ściskania
- Potwierdź ponowne uruchomienie NC po każdej modyfikacji
- Unikaj częstych, dużych korekt
Współczynnik klinczowania ESA S875 należy stosować jako parametr precyzyjnej kalibracji, a nie jako podstawowe narzędzie korekcji kąta. Korekty na poziomie programu należy zawsze weryfikować przed zmianą współczynnika na poziomie maszyny.
Po prawidłowej konfiguracji współczynnik zaciskania ESA S875 ulega poprawie:
- Precyzja penetracji
- Spójność kątowa
- Stabilność produkcji
- Długoterminowa niezawodność maszyn
Poprzez staranne zrozumienie i dostosowanie ESA S875 Współczynnik klinczowania pozwala operatorom precyzyjnie kontrolować położenie dolnego martwego punktu podczas operacji klinczowania i wybijania. Prawidłowa kalibracja zapewnia stabilną dokładność nacisku formowania, kompresji materiału i kąta dla różnych materiałów i partii produkcyjnych, co przekłada się na lepszą wydajność gięcia i skrócenie cykli korekcji.
Często zadawane pytania (FAQ)
Do czego służy współczynnik klinczowania ESA S875?
Współczynnik klinczowania ESA S875 to parametr korekcji na poziomie maszyny, używany do modyfikacji obliczeń PMI (położenia dolnego martwego punktu) podczas operacji klinczowania i wybijania.
Algebraicznie dostosowuje głębokość penetracji stempla, aby zapewnić właściwą kompresję materiału i dokładność formowania.
Czy współczynnik klinczowania ESA S875 jest zapisywany w każdym programie?
Nie. Współczynnik klinczowania ESA S875 nie jest specyficzny dla programu.
Jest to parametr na poziomie maszyny przechowywany w systemie sterowania. Po modyfikacji wpływa na wszystkie gięcia klinczowe i wykrawające wykonywane na danej maszynie.
Czy po modyfikacji zaciskania ESA S875 konieczne jest ponowne uruchomienie?
Tak. Po zmianie współczynnika klinczowania ESA S875 należy ponownie uruchomić NC, aby upewnić się, że nowa wartość została w pełni uwzględniona w obliczeniach systemu.
Wniosek
Współczynnik klinczowania ESA S875 odgrywa kluczową rolę w kontrolowaniu położenia dolnego martwego punktu podczas operacji klinczowania i wybijania. Poprzez algebraiczną korektę obliczonego PMI, współczynnik klinczowania zapewnia precyzyjną penetrację stempla, stabilną kompresję materiału i powtarzalne wyniki kątowe.
Ponieważ współczynnik klinczowania jest parametrem na poziomie maszyny, każda modyfikacja wpływa na wszystkie gięcia klinczowania i wygniatania. Dlatego regulacje należy przeprowadzać ostrożnie, stopniowo, a następnie ponownie uruchomić system.
Prawidłowa konfiguracja współczynnika klinczowania ESA S875 zwiększa precyzję gięcia, poprawia powtarzalność i wspomaga długoterminową stabilność produkcji przy zastosowaniu różnych materiałów i w różnych warunkach narzędzi.



