








Czy masz problemy z alarmem serii ET w swoim W pełni elektryczna maszyna do gięcia z serwomotoremJesteś we właściwym miejscu. W tym artykule dowiesz się, jak szybko rozwiązać problemy z alarmem serii ET, zapewniając płynne i wydajne działanie Twojej firmy. Alarm serii ET może być częstym problemem, ale dzięki odpowiedniemu podejściu możesz go szybko rozwiązać i przywrócić optymalną wydajność. Niezależnie od tego, czy dopiero zaczynasz korzystać z tego systemu, czy chcesz usprawnić proces rozwiązywania problemów, ten przewodnik przedstawi Ci niezbędne kroki, aby skutecznie rozwiązać problemy z alarmem.
Krok 1: Dostęp do serii ET Interfejs alarmowy
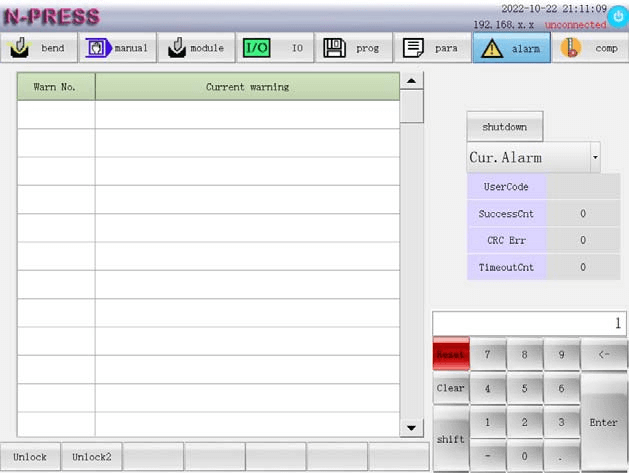
Kliknij na '‘alarm‘Klawisz funkcyjny umożliwia dostęp do interfejsu i przeglądanie szczegółów wszystkich alarmów serii ET. Interfejs ten zapewnia kompleksowy podgląd bieżących alarmów, rekordów alarmów i innych kluczowych statystyk, takich jak czas pomyślnego wykonania, błędy weryfikacji i przekroczenia limitu czasu.
Analizuj zapisy alarmów
Zrozum częstotliwość i rodzaj występujących alarmów, przeglądając archiwalne zapisy. Zwróć szczególną uwagę na liczbę błędów weryfikacji alarmów serii ET i problemy z przekroczeniem limitu czasu, ponieważ wskazują one na ukryte problemy z komunikacją z modułem IO.
- Czasy sukcesu: Odzwierciedla liczbę pomyślnych komunikatów pomiędzy systemem i modułem wejścia/wyjścia, wskazując ogólny stan komunikacji systemu.
- Błędy weryfikacji: Wyświetla liczbę błędów weryfikacji w komunikacji danych między systemem a modułem wejścia/wyjścia (IO). Duża liczba błędów może sugerować problemy z integralnością danych, które wymagają natychmiastowej interwencji.
- Czasy przekroczenia limitu czasu: Pokazuje liczbę błędów połączenia komunikacyjnego pomiędzy systemem i modułem IO, sygnalizując potencjalne zakłócenia w przesyłaniu danych, które mogą mieć wpływ na działanie maszyny.
Krok 2: Interpretacja serii ET Alarm Status
Aby skutecznie obsługiwać alarm serii ET, należy najpierw sprawdzić informacje o alarmie pod kątem kodów błędów (ERRxxx) i ostrzeżeń (ALMxxx). Najnowsze alarmy są wyświetlane jako ‘Aktualny alarm‘Postępuj zgodnie z instrukcjami, aby rozwiązać problemy i naciśnij przycisk resetowania, aby usunąć alarm i przywrócić normalną pracę systemu.
W przypadku awarii systemu CNC, alerty wyświetlą maksymalnie pięć aktualnych alarmów. Zapisz kod ostrzegawczy i podejmij zalecane działania lub, w razie potrzeby, skontaktuj się z profesjonalnym personelem konserwacyjnym.
Postępując zgodnie z poniższymi krokami, możesz szybko rozwiązać problemy z alarmem serii ET, ograniczając przestoje i zwiększając produktywność.
Krok 3: Rozwiązywanie serii ET Problemy z alarmem
Alarm serii ET-Kod błędu
ERR001: Alarm kurtyny świetlnej bezpieczeństwa
Przyczyna: Gdy oś Y biegnie w dół, ciało ludzkie lub inne obiekty wchodzą w obszar kurtyny świetlnej.
Leczenie: Sprawdź, czy ktoś znajduje się w obszarze objętym działaniem kurtyny świetlnej lub czy krata zabezpieczająca nie działa nieprawidłowo.
ERR002: Odchylenie położenia osi Y1 i Y2
(Alarm zostanie wygenerowany, gdy zostanie wygenerowany w trybie ręcznym, a alarm zostanie wygenerowany, gdy zostanie wygenerowany w trybie gięcia.)
Przyczyna: Odchylenie wartości współrzędnych bezwzględnych osi Y1 i osi Y2 przekracza maksymalną wartość ustawienia odchylenia osi Y.
Leczenie: Najpierw sprawdź, czy błąd położenia osi Y1 i Y2 nie mieści się w dopuszczalnych granicach. Następnie sprawdź, czy enkoder liniowy działa prawidłowo, czy też jest uszkodzony. Na koniec sprawdź, czy nie wystąpiła awaria przekładni mechanicznej i czy dopuszczalna wartość odchylenia położenia dla parametrów układu Y1 i Y2 nie jest zbyt mała.
ERR003: Alarm, gdy ciśnienie przekracza maksymalną dopuszczalną wartość obrabiarki
Przyczyna: Wybrano niewłaściwą formę lub materiał.
Leczenie:
- Sprawdź dobór formy i materiału:
- Upewnij się, że forma i materiał zostały wybrane prawidłowo.
- Sprawdź siłę gięcia:
- Sprawdź, czy ciśnienie gięcia w programie, syntezie i interfejsie programowania nie jest zbyt wysokie.
- Ocena ciśnienia:
- Jeżeli wyświetlane ciśnienie przekracza dopuszczalną wartość dla obrabiarki:
- Wymień formę lub materiał.
- Jeżeli wyświetlane ciśnienie mieści się w dopuszczalnym zakresie:
- Sprawdź poprawność ustawienia wysokości górnej i dolnej matrycy.
- Jeżeli wyświetlane ciśnienie przekracza dopuszczalną wartość dla obrabiarki:
ERR004: Alarm, gdy ciśnienie przekroczy dopuszczalną wartość formy
Przyczyna:Wybrano niewłaściwą formę lub materiał.
Leczenie:
- Sprawdź czy forma i materiał zostały wybrane prawidłowo.
- Sprawdź, czy ciśnienie gięcia w programie, syntezie i interfejsie programowania nie jest zbyt duże.
- Jeżeli wyświetlane ciśnienie przekracza dopuszczalne ciśnienie formy, należy wymienić formę lub materiał.
- Jeśli wyświetlane ciśnienie mieści się w dopuszczalnym zakresie dla danej formy, należy sprawdzić, czy wysokość górnej i dolnej formy jest ustawiona prawidłowo.
ERR005: Przekroczono limit ciśnienia dla gięcia
Przyczyna:Wybrano niewłaściwą formę lub materiał.
Leczenie:
- Sprawdź czy forma i materiał zostały wybrane prawidłowo.
- Sprawdź, czy ciśnienie gięcia w programie, syntezie i interfejsie programowania nie jest zbyt duże.
- Jeżeli wyświetlane ciśnienie przekracza dopuszczalne ciśnienie formy, należy wymienić formę lub materiał.
- Jeśli wyświetlane ciśnienie mieści się w dopuszczalnym zakresie dla danej formy, należy sprawdzić, czy wysokość górnej i dolnej formy jest ustawiona prawidłowo.
ERR006: Przekroczono limit czasu komunikacji w celu wykrycia ciśnienia
Przyczyna: Przekroczono limit czasu komunikacji między systemem a płytą IO.
Leczenie: Sprawdź, czy ustawienia typu płyty IO są prawidłowe i czy połączenia linii komunikacyjnej 485 są prawidłowe.
ERR007: Błąd kanału detekcji ciśnienia
Przyczyna: Wartość analogowa jest zbyt niska.
Leczenie: Sprawdź poprawność połączeń linii sygnału analogowego.
ERR008-ERR12: Oś X-Z2 z superdodatnim twardym limitem
(Alarm zostanie uruchomiony podczas gięcia; alarm zostanie uruchomiony po uruchomieniu trybu ręcznego)
Przyczyna: Podczas gięcia wyzwalany jest dodatni wyłącznik krańcowy każdej osi.
Leczenie:
- Sprawdź, czy każda oś weszła w obszar dodatniego wyłącznika krańcowego.
- Sprawdź, czy dodatni wyłącznik krańcowy każdej osi nie działa nieprawidłowo.
- Za pomocą interfejsu sterowania ręcznego przesuń każdą oś poza obszar wyłącznika krańcowego.
ERR013-ERR017: oś X-Z1 przekracza ujemną granicę twardości
(Alarm zostanie wygenerowany podczas gięcia i znajdowania punktu zerowego; alarm zostanie wygenerowany po uruchomieniu trybu ręcznego)
Przyczyna:podczas gięcia uruchamiany jest wyłącznik krańcowy ujemny każdego wału.
Leczenie:
- Przesuń każdą oś w interfejsie sterowania ręcznego, aby opuścić obszar wyłącznika krańcowego.
- Sprawdź, czy każdy wałek wchodzi w obszar ujemnego wyłącznika krańcowego.
- Sprawdź, czy nie doszło do awarii ujemnego wyłącznika krańcowego każdego wału.
ERR018-ERR022: Oś X-Z2 Superdodatnia, miękki limit
Przyczyna: Współrzędne maszyny każdej osi przekraczają dodatnią, miękką pozycję graniczną ustawioną przez parametr systemu.
Leczenie: Sprawdź, czy dodatnia pozycja ograniczenia miękkiego każdej osi ustawiona za pomocą parametru systemowego jest odpowiednia.
ERR023-ERR027: Oś X-Z1 przekracza ujemny limit programowy
Przyczyna: Współrzędne maszyny każdej osi przekraczają ujemną pozycję graniczną ustawioną przez parametr systemowy.
Leczenie: Sprawdź, czy ujemna pozycja limitu miękkiego każdej osi ustawiona za pomocą parametru systemowego jest odpowiednia.
ERR028: Alarm przeterminowania obrabiarki
Przyczyna: Obrabiarka jest spóźniona.
Leczenie: Prosimy o kontakt z dostawcą.
ERR029-ERR034: Alarm sterownika serwomechanizmu każdej osi
Przyczyna: Serwomotor odpowiedniej osi generuje alarm lub połączenie serwomechanizmu zostaje zerwane.
Leczenie: Sprawdź przyczynę alarmu sterownika serwomechanizmu lub sprawdź kabel łączący system ze sterownikiem serwomechanizmu.
ERR035-ERR040: Alarm enkodera każdego wału
Przyczyna: Sygnał enkodera odpowiedniego wału jest błędny.
Leczenie: Sprawdź okablowanie sygnałowe enkodera łączące system ze sterownikiem serwomechanizmu.
ERR041-ERR046: Alarm nieprawidłowego działania serwomechanizmu w trybie bezruchu dla każdej osi
Przyczyna: Gdy odpowiednia oś nie otrzyma polecenia ruchu, wykrywa, że przekazane współrzędne są nieprawidłowe.
Leczenie: Sprawdź kabel łączący enkoder.
ERR047-ERR052: Alarm nieprawidłowego działania serwomechanizmu w każdym trybie ruchu osi
Przyczyna: Alarm śledzenia położenia każdej osi.
Leczenie: Sprawdź, czy dopuszczalna wartość błędu śledzenia pozycji nie jest zbyt mała.
ERR053: Alarm awarii zasilania
Przyczyna: Wykryto, że napięcie zasilania systemu jest zbyt niskie.
Leczenie: Sprawdź czy zasilanie jest prawidłowe.
ERR054: Alarm systemowy
Przyczyna: Wyjątek wewnętrzny systemu.
Leczenie: Prosimy o kontakt z dostawcą.
ERR055: Alarm zatrzymania awaryjnego
Przyczyna: Wykryto, że naciśnięty został przycisk zatrzymania awaryjnego.
Leczenie: Sprawdź, czy wciśnięty jest przycisk zatrzymania awaryjnego.
ERR056: W limicie momentu obrotowego
Przyczyna: Przekroczono maksymalny moment obrotowy silnika.
Leczenie: Sprawdź, czy prędkość lub przyspieszenie na osi Y nie są ustawione zbyt wysoko.
ERR057: Odstęp między Z1 i Z2 jest zbyt mały
Przyczyna: Oś Z ruchu sterowania ręcznego w trybie sterowania ręcznego przekracza odległość bezpieczeństwa określoną przez parametr systemowy 603: z1z2.
Leczenie: Sprawdź czy parametry ustawione w parametrach systemu są odpowiednie.
ERR059: Ostrzeżenie o przeterminowaniu
Przyczyna: Czas użytkowania systemu wynosi mniej niż 2 dni.
Leczenie: Skontaktuj się z dostawcą.
ERR060: Tylne koło zębate 2 przekracza ujemny limit programowy
Przyczyna: Podczas używania tylnego koła zębatego 2 współrzędna maszyny osi x przekracza ujemną pozycję ograniczenia programowego osi x ustawioną przez parametr systemu.
Leczenie: Sprawdź czy tylny bieg jest dobrany rozsądnie.
ERR061: Alarm drzwi bezpieczeństwa
Przyczyna: Podczas użytkowania otwarto drzwi bezpieczeństwa.
Leczenie: Sprawdź, czy drzwi bezpieczeństwa są zamknięte.
ERR062: Alarm klimatyzacji
Przyczyna: Awaria klimatyzatora.
Leczenie: Sprawdź klimatyzator.
ERR063: Przekroczono limit czasu kompensacji ugięcia
Przyczyna: Kompensacja ugięcia nie może zostać ukończona przez długi czas.
Leczenie: Sprawdź, czy dokładność kompensacji ugięcia nie jest ustawiona zbyt nisko.
ERR064: Błąd kierunku kompensacji ugięcia
Przyczyna: Błąd kierunku obrotu silnika kompensacji ugięcia.
Leczenie: Sprawdź, czy okablowanie silnika kompensacji ugięcia jest prawidłowe.
ERR065: Alarm zatrzymania awaryjnego 1
Przyczyna: Sygnał wejściowy alarmu zatrzymania awaryjnego 1 jest prawidłowy.
Leczenie: Sprawdź sygnał wejściowy alarmu zatrzymania awaryjnego 1.
Alarm serii ET-Kod alarmowy
ALM001-ALM006 Nie udało się wyszukać punktu początkowego osi X-Z2
Przyczyna:System nie wykrył sygnału początkowego odpowiedniej osi podczas wyszukiwania lub współrzędne początkowe odpowiedniej osi są ustawione nieprawidłowo.
Leczenie: Sprawdź, czy odległość wyszukiwania trzeciego odcinka odpowiedniej osi w parametrach systemu jest mniejsza niż jeden skok. Sprawdź również współrzędne początkowe odpowiedniej osi.
ALM007-ALM011 Oś X-Z2 Super dodatnia granica twarda
Przyczyna:W trybie ręcznym następuje zadziałanie dodatniego wyłącznika krańcowego odpowiedniego wału.
Leczenie: Sprawdź, czy odpowiedni wałek wchodzi w obszar dodatniego wyłącznika krańcowego lub czy dodatni wyłącznik krańcowy wałka nie jest uszkodzony. Przesuń odpowiednią oś w interfejsie sterowania ręcznego, aby wyjść z obszaru wyłącznika krańcowego.
ALM012-ALM016 Oś X-Z1 Superujemny twardy limit
Przyczyna:W trybie ręcznym uruchamiany jest wyłącznik krańcowy ujemny odpowiedniego wału.
Leczenie: Sprawdź, czy odpowiedni wał wchodzi w obszar ujemnego wyłącznika krańcowego lub czy ujemne wyłączniki krańcowe wału nie są uszkodzone. Przesuń odpowiednią oś w interfejsie sterowania ręcznego, aby opuścić obszar wyłącznika krańcowego.
ALM017-ALM021 Oś X-Z2 Super dodatnia granica miękka
Przyczyna:W trybie ręcznym aktywowany jest przedni miękki limit odpowiedniego wału.
Leczenie: Przesuń odpowiednią oś w interfejsie sterowania ręcznego, aby wyjść z ograniczenia miękkiego i sprawdź, czy ustawienie ograniczenia miękkiego w parametrach systemu jest właściwe.
ALM022-ALM026 Oś X-Z1 przekracza ujemną granicę programową
Przyczyna:W trybie ręcznym aktywowany jest odpowiedni ujemny limit miękki osi.
Leczenie: Przesuń odpowiednią oś w interfejsie sterowania ręcznego, aby wyjść z ograniczenia miękkiego i sprawdź, czy ustawienie ograniczenia miękkiego w parametrach systemu jest właściwe.
ALM027 Odchylenie położenia osi Y1 i Y2 przekracza limit
Przyczyna:Odchylenie wartości współrzędnych bezwzględnych osi Y1 i Y2 przekracza maksymalną wartość ustawienia odchylenia osi Y w trybie ręcznym.
Leczenie: Sprawdź, czy błąd położenia osi Y1 i Y2 nie mieści się w dopuszczalnych granicach; sprawdź, czy enkoder liniowy jest uszkodzony; sprawdź, czy przekładnia mechaniczna nie jest uszkodzona. Przesuń osi Y1 i Y2 w kierunku, który zmniejszy odchylenie położenia osiowego.
ALM028-ALM033 Odchylenie położenia zerowego osi X-Z2 przekracza limit
Przyczyna:W trybie punktu odniesienia wartość współrzędnych maszyny odpowiedniej osi po wyszukaniu początku układu współrzędnych znacząco różni się od wartości zarejestrowanej w parametrach systemu 260-263608-609.
Leczenie: Sprawdź, czy parametry systemowe 260-263608-609 są ustawione prawidłowo.
ALM034 Ostrzeżenie dotyczące pompy smarującej
Przyczyna:Ciśnienie wyjściowe pompy smarującej jest niewystarczające.
Leczenie: Sprawdź, czy smar jest zużyty. Jeśli tak, dodaj smar litowy do ekstremalnych ciśnień nr 00. Jeśli nie, sprawdź, czy pompa smarująca działa prawidłowo, czy przewód smarujący nie przecieka oraz czy przewód sygnałowy pompy smarującej jest prawidłowo podłączony.
Narzędzie ALM035 nie jest zaciśnięte
Przyczyna: Nie wykryto sygnału zacisku uchwytu narzędzia hydraulicznego.
Leczenie:Sprawdź, czy okablowanie sygnału zacisku hydraulicznego uchwytu narzędzia jest prawidłowe.
ALM036 ZLZ2 Zbyt mały odstęp
Przyczyna:Oś Z w trybie sterowania ręcznego przekracza bezpieczną odległość określoną przez parametr systemowy 603: z1z2.
Leczenie:Sprawdź czy parametry ustawione w parametrach systemowych są odpowiednie.
ALM037 Ostrzegawcza kurtyna świetlna bezpieczeństwa
Przyczyna:Sygnał kurtyny świetlnej został uznany za prawidłowy.
Leczenie: Sprawdź, czy kurtyna świetlna jest zablokowana.
ALM038 Ostrzeżenie o przeterminowaniu
Przyczyna:Czas użytkowania systemu wynosi mniej niż 2 dni.
Leczenie: Skontaktuj się z dostawcą.
ALM039 Dodatnia granica kompensacji ugięcia
Przyczyna:Mechanizm kompensacji ugięcia przekracza granicę dodatnią.
Leczenie:Sprawdź kierunek ruchu mechanizmu kompensacji ugięcia i czy połączenie sygnału granicznego jest prawidłowe.
ALM040 Granica ujemna kompensacji ugięcia
Przyczyna:Mechanizm kompensacji ugięcia przekracza granicę ujemną.
Leczenie:Sprawdź kierunek ruchu mechanizmu kompensacji ugięcia i czy połączenie sygnału granicznego jest prawidłowe.
ALM041 Kompensacja ugięcia
Przyczyna: Szybka kompensacja ugięcia.
Leczenie: Sprawdź, czy ustawienie dokładności kompensacji ugięcia nie jest zbyt małe.
ALM042 Pochylenie osi Y
Przyczyna:Sygnał wejściowy nachylenia osi Y jest prawidłowy.
Leczenie:Sprawdź, czy Y1Y2 jest równoległy i czy ustawienie początku jest prawidłowe.
Często zadawane pytania (FAQ)
Jakie kroki powinienem podjąć, jeśli w mojej giętarce pojawi się alarm formy serii ET?
Najpierw sprawdź, czy w obszarze formy nie ma żadnych przeszkód fizycznych. Upewnij się, że wszystkie elementy są prawidłowo ustawione i zabezpieczone. Jeśli problem będzie się powtarzał, zapoznaj się z instrukcją obsługi maszyny, aby poznać konkretne kody alarmowe związane z problemami z pleśnią, lub skontaktuj się z pomocą techniczną, aby uzyskać dalszą pomoc.
Czy aktualizacje oprogramowania mogą pomóc zminimalizować występowanie alarmów dotyczących pleśni w serii ET?
Tak, regularne aktualizowanie oprogramowania giętarki może pomóc w rozwiązaniu znanych problemów i zwiększeniu stabilności systemu, zmniejszając prawdopodobieństwo wystąpienia alarmów formy.
Wniosek
Podsumowując, szybkie rozwiązywanie problemów z alarmem pleśniowym serii ET wymaga zrozumienia kluczowych kroków w celu skutecznej identyfikacji i rozwiązania typowych problemów. Postępując zgodnie z opisanymi procedurami, takimi jak sprawdzanie połączeń, kalibracja systemu i zapewnienie prawidłowej konserwacji, można zminimalizować zakłócenia i utrzymać produktywność.
Dla dalsza pomoc Aby uzyskać bardziej szczegółowe informacje, skontaktuj się z naszym zespołem. Służymy fachową poradą i dodatkowymi zasobami, aby ulepszyć Twoje doświadczenia z naszymi produktami. Zapoznaj się również z naszą pozostałą dokumentacją, aby uzyskać więcej informacji na temat konserwacji i optymalizacji giętarki.



