








Jeśli chodzi o skuteczną i efektywną kontrolę w zastosowaniach obróbki metali, należy opanować CYBELEC CybTouch 12 Strona podstawowa to podstawa. Jeśli chcesz szybko nauczyć się, jak zmaksymalizować potencjał tego intuicyjnego i przyjaznego dla użytkownika interfejsu, jesteś we właściwym miejscu. W tym przewodniku przeprowadzę Cię przez kroki i wskazówki, aby szybko opanować stronę podstawową CYBELEC CybTouch 12, pomagając Ci zoptymalizować przepływ pracy i zwiększyć produktywność. Niezależnie od tego, czy jesteś początkującym, czy chcesz doskonalić swoje umiejętności, ten artykuł dostarczy Ci informacji niezbędnych do efektywnego korzystania z tego potężnego narzędzia i poruszania się po nim.
Strona numeryczna Bend
Dostępny Funkcje na Zagnij numer strony
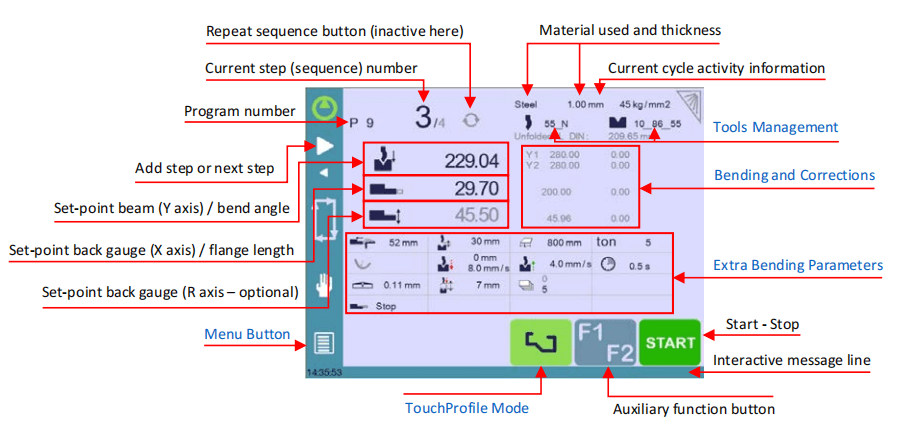
Strona podstawowa CYBELEC CybTouch 12 oferuje szereg funkcji na stronie „Numer zagięcia”. Strona ta zazwyczaj służy jako główny obszar roboczy, w którym wykonywane są zagięcia, i stanowi centralny punkt nawigacji. Większość działań w systemie zarówno rozpoczyna się na tej kluczowej stronie, jak i do niej prowadzi, co czyni ją niezbędnym elementem efektywnego opanowania strony podstawowej CYBELEC CybTouch 12.
Nazwa programu
Dotknięcie nazwy programu umożliwia utworzenie nowego, zapisanie go i wiele więcej. Więcej informacji znajdziesz w sekcji Zarządzanie programami.

Aktualny numer kroku (sekwencji)
Dotknięcie numeru kroku spowoduje otwarcie żółtego okna podręcznego, jak pokazano tutaj, z 3 różnymi opcjami do wyboru:
• Wstaw krok: ta funkcja wstawi krok po kroku bieżącym.
• Usuń krok: ta funkcja usunie bieżący krok.
• Przejdź do kroku:funkcja ta pozwala na przejście bezpośrednio do żądanego kroku.

Ten Wstaw krok I Usuń krok funkcji nie można używać w częściach utworzonych za pomocą części graficznych.
Punkt nastawy belki (oś Y) / kąt zgięcia
Strona podstawowa CYBELEC CybTouch 12 oferuje trzy tryby umożliwiające efektywne zarządzanie osią Y w celu optymalnej kontroli gięcia.

Tryb wprowadzania kąta:W tym miejscu wystarczy wprowadzić żądany kąt gięcia, a strona podstawowa CYBELEC CybTouch 12 obliczy położenie zatrzymania belki (BDC), co zapewni dokładność.

Tryb kąta docelowego: W tym trybie wyświetlany jest obliczony kąt docelowy. W razie potrzeby można dostosować kąt, aby uzyskać większą precyzję.

Tryb dolny: W tym ustawieniu, po zatrzymaniu wiązki lub osiągnięciu celu, cykl gięcia (w tym czas oczekiwania i powrót) jest kontynuowany. Po aktywacji obliczona wartość dolna jest wyświetlana na szaro, ale można ją zmodyfikować i wyświetlić na czarno. Ten tryb działa, jeśli oba narzędzia obsługują dolną wartość.
Punkt nastawczy tylnego zderzaka (oś X) / długość kołnierza
CybTouch oferuje dwa różne tryby sterowania osią X tylnego zderzaka. Dotknięcie jednej z ikon po lewej stronie umożliwia przejście z jednego trybu do drugiego. Dostępne tryby to:

W tym trybie operator po prostu wprowadza żądaną długość kołnierza, a CybTouch oblicza położenie osi X zderzaka tylnego. Tryb ten jest dostępny wyłącznie podczas programowania części w trybie numerycznym.

Ten tryb pokazuje docelową pozycję osi X tylnego zderzaka.

To jest tryb względny. Tylny czujnik wykonuje ruch względny względem wprowadzonej wartości. Gdy wprowadzona wartość jest ujemna, tylny czujnik przesuwa się w kierunku operatora.
Aby zarządzać trybem względnym na stronie podstawowej CYBELEC CybTouch 12, przytrzymaj ikonę tylnego ogranicznika przez dwie sekundy. Rozpocznij od kroku bezwzględnego w nowych sekwencjach, ponieważ ruch względny nie jest dozwolony na początku ani w elementach graficznych, w tym w trybie Easy Bend. Opcja „Pokaż najpierw L” pozwala ustawić, który tryb — względny czy bezwzględny — ma być domyślnie wyświetlany jako pierwszy.
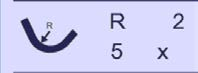
Tylny ogranicznik punktu nastawy (oś R – opcjonalnie)
Na stronie podstawowej CYBELEC CybTouch 12, położenie pionowe osi R jest automatycznie obliczane i wyświetlane na szaro. Ręczna zmiana powoduje zmianę na czarne. Aby zresetować, usuń ręcznie wprowadzone dane z klawiatury, a następnie naciśnij przycisk zatwierdzenia, gdy pojawi się komunikat „Domyślne/Przelicz”.
Dodatkowe zginanie Parametry
Dolna część strony podstawowej CYBELEC CybTouch 12 wyświetla parametry dotyczące danego elementu. W zależności od konfiguracji i wykonywanej czynności, wyświetlane są również różne ustawienia dla bieżącego gięcia.
Tworzywo
To nie jest parametr sekwencji, ale oczywiście parametr części. Każde dotknięcie nazwy materiału powoduje wybranie kolejnego dostępnego materiału z listy materiałów.
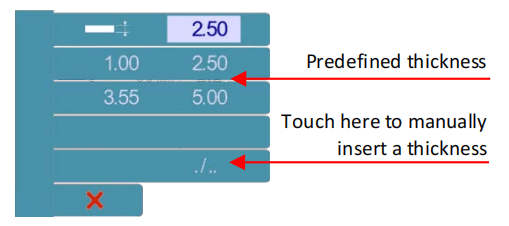
Grubość materiału
Domyślna grubość, zdefiniowana w sekcji Materiały, jest automatycznie wyświetlana podczas zmiany materiału. Można ją jednak zmienić, dotykając tej ikony.
Jeżeli parametr dla strony podstawowej CYBELEC CybTouch 12 jest ustawiony na „Predefiniowana grubość„i jest włączona, dotknięcie tej ikony spowoduje wyświetlenie klawiatury numerycznej. W tym miejscu operatorzy mogą bezpośrednio wybrać jedną z predefiniowanych grubości. Ten parametr ma zastosowanie do wszystkich kroków programu.

Materiał sigma
Domyślna sigma na stronie podstawowej CYBELEC CybTouch 12, zdefiniowana w sekcji Materiały, aktualizuje się automatycznie po zmianie materiału. Można ją jednak łatwo zmodyfikować, dotykając ikony. Jest to parametr części, który ma zastosowanie do wszystkich kroków programu.
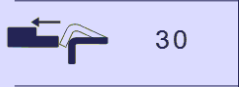
Cofnięcie tylnego ogranicznika
Na stronie podstawowej CYBELEC CybTouch 12 można aktywować lub dezaktywować cofanie zderzaka tylnego z domyślną wartością za pomocą ikony. Wartość można łatwo zmienić, dotykając ikony. Ten parametr sekwencji można dostosować na każdym etapie programu, aby zwiększyć kontrolę.
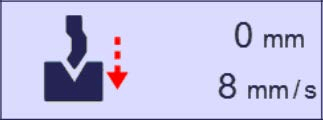
Próg zmiany prędkości i prędkość gięcia
Parametr Odległość podnosi wysokość punktu zmiany prędkości, a parametr Prędkość zmniejsza prędkość gięcia od jej maksymalnej wartości. Dostosowanie tych parametrów poprawia precyzję i wydajność.
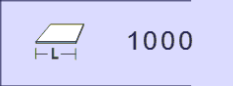
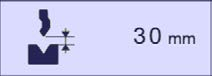
Długość gięcia
Ten parametr określa szerokość części blachy, która zostanie ściśnięta między narzędziami. Służy do obliczenia siły gięcia.
Jeśli ten parametr nie jest aktywny (szary), CybTouch nie obliczy siły gięcia ani koronowania.

Ta ikona będzie widoczna tylko na kontrolerze CybTouch 15 PS, ponieważ ten kontroler może mieć osie boczne Z1/Z2.
Pokazuje położenie arkusza metalu i jest domyślnie obliczane w środkowej części maszyny. Ten parametr można edytować ręcznie. Jest to odległość w [mm] między lewą stroną maszyny a lewą stroną arkusza metalu.
Gięcie schodkowe
Na stronie podstawowej CYBELEC CybTouch 12 można łatwo modyfikować parametry gięcia o dużym promieniu bezpośrednio zgodnie z wyświetlanymi informacjami.
Na stronie podstawowej CYBELEC CybTouch 12, programowanie 99x oblicza maksymalną wartość gięcia stopniowego. Zwiększenie tej wartości ponad wartość maksymalną wpływa na promień i kąt. Funkcja gięcia o dużym promieniu jest nieaktywna, gdy jest wyszarzona.

Powrót z niską prędkością
Strona podstawowa CYBELEC CybTouch 12 zawiera parametr zmniejszający prędkość wiązki po zakręcie, idealny w przypadku długich kołnierzy. Wiązka podnosi się powoli, gdy pedał jest wciśnięty, i przechodzi w tryb dużej prędkości po zwolnieniu lub w punkcie zacisku. Po dezaktywacji, domyślnie ustawia się na tryb dużej prędkości. Ta opcja jest ukryta, jeśli nie jest obsługiwane podnoszenie z niską prędkością.

Czas przebywania
Strona podstawowa CYBELEC CybTouch 12 umożliwia ustawienie czasu oczekiwania, czyli czasu, przez jaki stempel pozostaje w dolnym martwym punkcie (DMP). Ikona przekreślenia oznacza brak automatycznego powrotu wiązki po dolnym martwym punkcie (GMP), który można regulować w każdym kroku programu. Jeśli ta opcja jest wyłączona (wyszarzona), obowiązuje domyślny czas oczekiwania maszyny. Zrozumienie tych ustawień zwiększa wydajność maszyny.

Siła
Strona podstawowa CYBELEC CybTouch 12 automatycznie oblicza siłę na podstawie materiału, grubości materiału, sigmy materiału i długości gięcia, ale pozwala także na ręczną regulację.
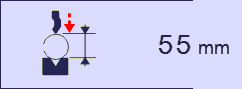
Otwarcie (TDC)
W przypadku profili utworzonych w trybie TouchProfile lub L-Alpha, strona podstawowa CYBELEC CybTouch 12 automatycznie ustawia przestrzeń ekstrakcji dla giętych części, ale można ją dostosować ręcznie. W trybie numerycznym można dostosować domyślną wartość minimalną. Uruchomienie „Nowej części” resetuje ustawienia, a jeśli pole jest wyszarzone, wiązka powraca do maksymalnego limitu.

Koronny
Strona podstawowa CYBELEC CybTouch 12 oferuje funkcję automatycznego wybrzuszenia, obliczaną na podstawie materiału, grubości materiału, sigma materiału i długości gięcia. Operatorzy mogą ręcznie dostosować tę funkcję, ale jest ona automatycznie przeliczana w przypadku zmiany parametrów początkowych.

Typ palca tylnego miernika
Strona podstawowa CYBELEC CybTouch 12 umożliwia ustawienie wymiarów zderzaka tylnego w parametrach maszyny oraz przeglądanie dostępnych pozycji podparcia i zatrzymania, w zależności od konfiguracji maszyny.
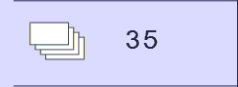
Liczba części
Operatorzy mogą wprowadzić całkowitą liczbę części do wyprodukowania. Licznik aktualizuje się o jeden po każdym ukończeniu części. Po osiągnięciu celu operator jest powiadamiany przez żółte okienko.

Ręczne sterowanie tylnym zderzakiem
Aktywacja tego parametru pozwala na ręczną kontrolę ruchu ogranicznika tylnego, wymagającą od operatora uruchomienia go za pomocą przełącznika nożnego lub przycisku start.
Punkt przesunięcia
Funkcja ta umożliwia dalsze zginanie od matrycy, na przykład zamykanie otwartego boku pudełka. Po aktywacji, CybTouch przechodzi w tryb dociskania, umożliwiając operatorowi stopniowe obniżanie belki za pomocą pedału, aż do osiągnięcia pożądanej wysokości.
Jest to przydatne w przypadku małych serii, ale w przypadku większych ilości wprowadzenie wartości docelowej w polu dolnym automatyzuje cykl, oszczędzając czas produkcji. Można również dokonać regulacji punktu zmiany prędkości, progu i prędkości gięcia.
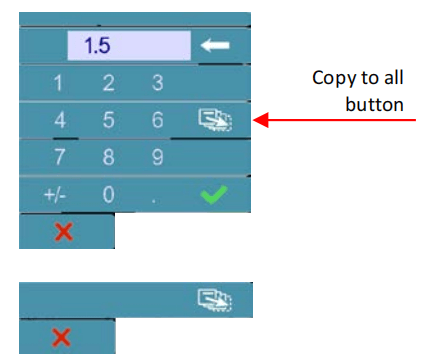
Funkcja kopiowania do wszystkich
Strona podstawowa CYBELEC CybTouch 12 umożliwia łatwe kopiowanie zdefiniowanych wartości do wszystkich kroków programu. Użyj klawiatury numerycznej do pól takich jak Długość gięcia, Siła i Korekcje. W przypadku pól bez klawiatury numerycznej, takich jak Ręczne sterowanie tylnym zderzakiem, przytrzymaj przycisk przez 2 sekundy, aby aktywować funkcję Kopiuj do wszystkich, która pojawi się u góry ekranu. Zmaksymalizuj wydajność dzięki stronie podstawowej CYBELEC CybTouch 12.
Często zadawane pytania (FAQ)
Jak mogę szybko poruszać się po stronie podstawowej CYBELEC CybTouch 12?
Aby szybko poruszać się po stronie podstawowej CYBELEC CybTouch 12, zapoznaj się z głównym interfejsem i opcjami menu. Skorzystaj z instrukcji obsługi, aby zrozumieć każdą funkcję, i wykorzystaj ekran dotykowy, aby uzyskać łatwy dostęp i możliwość regulacji.
Jakie najczęstsze problemy można napotkać podczas korzystania z CYBELEC CybTouch 12 Basic Page?
Do typowych problemów należą trudności z konfiguracją profili lub parametrów oraz nawigacją po menu. Aby pokonać te trudności, warto poświęcić czas na zapoznanie się z instrukcją obsługi, udział w szkoleniach lub konsultację z ekspertami.
Czy istnieje sposób na zresetowanie strony podstawowej CYBELEC CybTouch 12, jeśli przestanie ona reagować?
Tak, możesz zresetować stronę podstawową CYBELEC CybTouch 12, wyłączając i włączając urządzenie. Jeśli problem będzie się powtarzał, zapoznaj się z instrukcją obsługi, aby uzyskać wskazówki dotyczące rozwiązywania problemów, lub skontaktuj się z pomocą techniczną.
Wniosek
Opanowanie strony podstawowej CYBELEC CybTouch 12 wymaga zrozumienia interfejsu, zapoznania się z podstawowymi funkcjami i stosowania najlepszych praktyk. Postępując zgodnie z krokami opisanymi w tym przewodniku, możesz szybko poruszać się po tym potężnym narzędziu i optymalizować jego działanie. Pamiętaj, że systematyczna praktyka i zgłębianie jego funkcji dodatkowo zwiększy Twoje umiejętności.
Aby uzyskać dalszą pomoc lub bardziej szczegółowe wskazówki, skontaktuj się z naszym zespołem wsparcia. Jesteśmy tu po to, aby pomóc Ci w pełni wykorzystać możliwości Twojego sprzętu. Zapoznaj się również z naszą pozostałą dokumentacją, aby uzyskać więcej informacji na temat maksymalizacji efektywności procesów obróbki metali.



