








Nierównomierna głębokość gięcia na prasie krawędziowej to częsty problem, z którym spotykam się w warsztatach obróbki blach, zwłaszcza gdy operatorzy zauważają, że różne sekcje obrabianego elementu wyginają się na nieznacznie różnej głębokości. W wielu przypadkach problem nie jest spowodowany pojedynczą usterką, ale kilkoma czynnikami działającymi na siebie. Z mojego doświadczenia wynika, że nierównomierna głębokość gięcia może wynikać z nieprawidłowego ustawienia narzędzi, wahań grubości materiału, niedokładnego ustawienia zderzaka tylnego lub niestabilnego ciśnienia hydraulicznego. W tym artykule wyjaśnię najczęstsze przyczyny tego problemu i podzielę się praktycznymi metodami rozwiązywania problemów, które pomagają przywrócić stałą dokładność gięcia i wiarygodne wyniki produkcji.
Najczęstsze przyczyny Prasa krawędziowa Nierównomierna głębokość gięcia
Przed regulacją maszyny zawsze zaczynam od zidentyfikowania przyczyny problemu. Nierównomierna głębokość gięcia zazwyczaj wynika z czynników mechanicznych, hydraulicznych lub związanych z ustawieniami.
Nierównomierna grubość blachy

Jedną z najprostszych, ale najczęściej pomijanych przyczyn jest nierównomierna grubość materiału. Jeśli blacha różni się nawet nieznacznie na swojej długości, głębokość gięcia ulegnie zmianie w trakcie operacji.
W takiej sytuacji zazwyczaj mierzę grubość blachy w kilku punktach za pomocą mikrometru. Jeśli występują zauważalne odchylenia, prasa krawędziowa naturalnie wytworzy nierównomierne kąty i głębokości gięcia.
Aby zminimalizować ten problem:
- Użyj arkuszy z tej samej partii
- Przed produkcją sprawdź grubość materiału
- W przypadku wystąpienia odchyleń dostosuj parametry gięcia
Do uzyskania jednorodnych efektów gięcia niezbędne jest stosowanie jednolitego surowca.
Nieprawidłowe ustawienie narzędzi
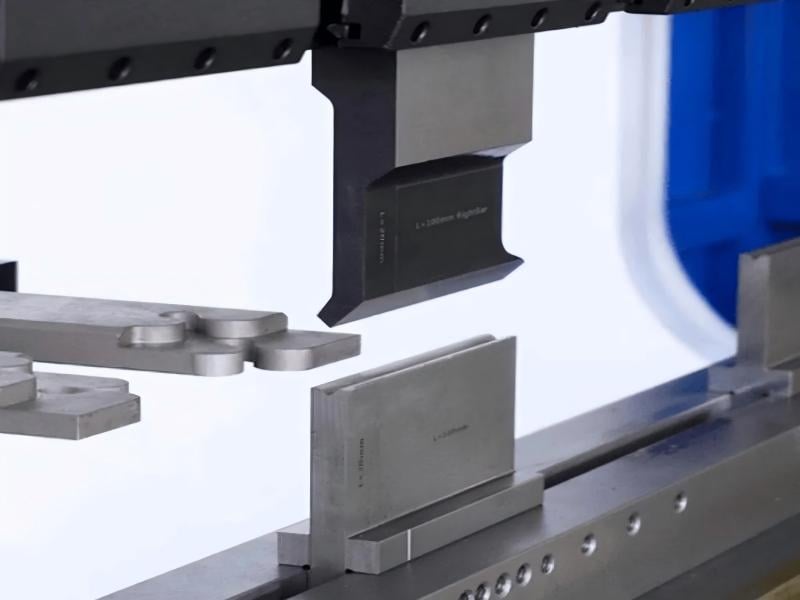
Innym częstym powodem Nierównomierna głębokość gięcia prasy krawędziowej jest złe wyrównanie stempla i matrycy.
Jeśli narzędzia nie są idealnie wyśrodkowane lub równoległe, jedna strona arkusza będzie poddana działaniu większej siły niż druga. Powoduje to głębsze gięcie po jednej stronie i płytsze gięcie po drugiej.
Instalując narzędzia zawsze sprawdzam:
- Czy stempel i matryca są prawidłowo osadzone
- Czy systemy mocujące mocno trzymają narzędzia
- Czy długość narzędzia jest dopasowana do obszaru gięcia
Nawet niewielkie odchylenie od osi może znacząco wpłynąć na precyzję gięcia.
Czynniki maszynowe wpływające na dokładność głębokości gięcia
W niektórych przypadkach problem leży w samej maszynie, a nie w materiale lub oprzyrządowaniu.
Niestabilność ciśnienia hydraulicznego

Hydrauliczne prasy krawędziowe wykorzystują stabilne ciśnienie do sterowania ruchem tłoka. Jeśli układ hydrauliczny ulega wahaniom, tłok może nie osiągnąć dokładnie zaprogramowanej głębokości.
Typowe objawy obejmują:
- Nieznaczne różnice w kącie gięcia
- Powolny lub niespójny ruch taranu
- Niestabilne odczyty ciśnienia
Rozwiązując ten problem, zazwyczaj sprawdzam stan oleju hydraulicznego, filtrów i zaworów ciśnieniowych. Regularna konserwacja zapobiega wpływowi tych problemów na dokładność gięcia.
Problemy z równoległością ram
Jeżeli suwak nie jest idealnie równoległy do stołu roboczego, jedna strona maszyny będzie się podczas gięcia nieco zagłębiać.
Może się to zdarzyć z powodu:
- Zużycie mechaniczne
- Nieprawidłowa kalibracja
- Deformacja ramy w czasie
Aby rozwiązać ten problem, sprawdzam równoległość maszyny przy użyciu precyzyjnych narzędzi pomiarowych i odpowiednio dostosowuję system synchronizacji.
Problemy z tylnym ogranicznikiem i programowaniem
Innym ważnym czynnikiem stojącym za Nierównomierna głębokość gięcia prasy krawędziowej jest systemem tylnego ogranicznika.
Błędy pozycjonowania tylnego ogranicznika
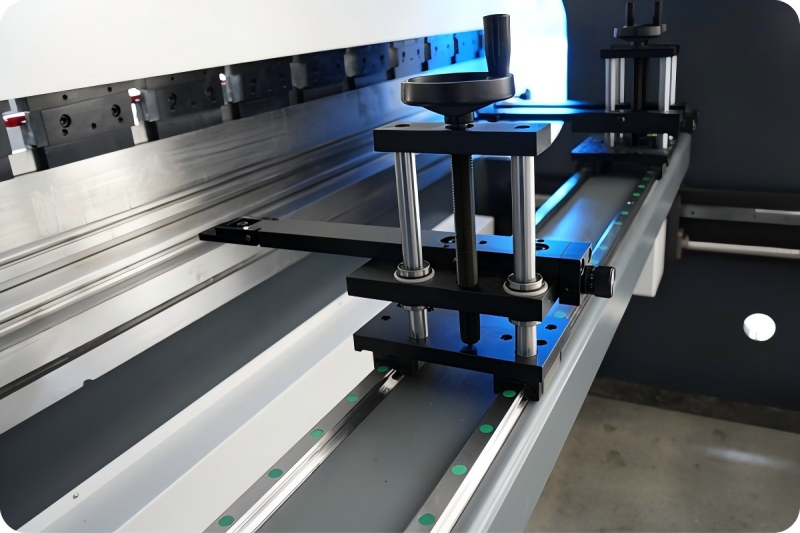
Ogranicznik tylny określa dokładne położenie blachy przed gięciem. Jeśli położenie jest niedokładne, linia gięcia ulegnie nieznacznemu przesunięciu.
Często prowadzi to do:
- Nierównomierne zginanie wzdłuż przedmiotu obrabianego
- Różne głębokości gięcia powtarzających się części
Aby rozwiązać ten problem, zazwyczaj dokonuję ponownej kalibracji układu ogranicznika tylnego i sprawdzam dokładność pozycjonowania.
Nieprawidłowe ustawienia parametrów CNC

Nowoczesne prasy krawędziowe CNC opierają się w dużej mierze na parametrach programowania, takich jak:
- Głębokość gięcia
- Grubość materiału
- Wymiary narzędzi
Jeżeli wartości te są nieprawidłowe, maszyna nie będzie w stanie prawidłowo kompensować gięcia.
Zawsze, gdy zauważę nierównomierną głębokość gięcia, sprawdzam program CNC i upewniam się, że parametry odpowiadają faktycznie użytemu materiałowi i narzędziom.
Rozwiązywanie problemów krok po kroku w przypadku nierównomiernej głębokości gięcia
Diagnozując nierównomierną głębokość gięcia, zwykle stosuję ustrukturyzowany proces kontroli.
Krok 1: Sprawdź spójność materiału
Najpierw zmierz grubość blachy w kilku punktach. Nierównomierna grubość materiału jest często najłatwiejszym problemem do zidentyfikowania.
Krok 2: Sprawdź instalację narzędzi

Następnie sprawdź, czy stempel i matryca są prawidłowo ustawione i pewnie zamocowane. Nieprawidłowe ustawienie często powoduje nierównomierną głębokość gięcia.
Krok 3: Sprawdź dokładność tylnego ogranicznika
Następnie testuję położenie tylnego ogranicznika, wykonując kilka próbnych gięcia i sprawdzając powtarzalność.
Krok 4: Kontrola układów hydraulicznych i mechanicznych
Na koniec sprawdzam stabilność ciśnienia hydraulicznego, równoległość siłownika i warunki smarowania.
Postępując zgodnie z tą procedurą krok po kroku, znacznie łatwiej jest zlokalizować prawdziwą przyczynę problemu.
Często zadawane pytania
Dlaczego moja prasa krawędziowa gnie głębiej po jednej stronie arkusza?
Zwykle dzieje się tak, gdy ustawienie narzędzi lub równoległość suwaka są nieprawidłowe. Sprawdzenie i regulacja ustawień narzędzi często rozwiązuje problem.
Czy grubość materiału może mieć wpływ na nierównomierną głębokość gięcia na prasie krawędziowej?
Tak. Zmiany grubości blachy mają bezpośredni wpływ na głębokość gięcia i powtarzalność kąta gięcia.
Jak mogę skalibrować prasę krawędziową, aby skorygować nierównomierną głębokość gięcia?
Zacznij od sprawdzenia równoległości suwaka i ustawienia narzędzi. Następnie ponownie skalibruj zderzak tylny i potwierdź parametry gięcia CNC.
Czy konserwacja zapobiegawcza pomaga uniknąć nierównomiernej głębokości gięcia?
Zdecydowanie. Regularne smarowanie, kontrola hydrauliczna i kontrola ustawienia pomagają utrzymać stabilną wydajność gięcia.
Wniosek
Nierównomierna głębokość gięcia to częsty problem w obróbce blach, ale w większości przypadków można go rozwiązać poprzez systematyczną kontrolę i odpowiednią konfigurację maszyny. Z mojego doświadczenia wynika, Prasa krawędziowa Nierównomierna głębokość gięcia jest zwykle związane z niejednolitością materiału, niewłaściwym ustawieniem narzędzi, niestabilnością hydrauliczną lub błędami kalibracji tylnego zderzaka.
Sprawdzając te czynniki krok po kroku i regularnie konserwując prasę krawędziową, możesz znacząco poprawić dokładność gięcia i spójność produkcji. Jeśli nadal odczuwasz nierównomierne rezultaty gięcia lub potrzebujesz profesjonalnego wsparcia w zakresie kalibracji maszyny, skontaktuj się z naszym zespołem technicznym w celu uzyskania dodatkowego wsparcia lub zapoznaj się z dokumentacją pras krawędziowych na naszej stronie internetowej.



