








Jeśli kiedykolwiek miałeś problem z nierównomiernymi kątami gięcia, wiesz już, jak frustrujące to jest Prasa krawędziowa Sprężyna powrotna Może być. Widziałem wielu operatorów wielokrotnie regulujących kąty, nie do końca rozumiejąc, dlaczego materiał “odbija” po gięciu. Prawda jest taka, że sprężynowanie jest naturalnym zachowaniem fizycznym metalu, ale nadmierną sprężystość możemy kontrolować. W tym poradniku przedstawię praktyczne, sprawdzone w praktyce metody redukcji sprężynowania prasy krawędziowej, poprawy dokładności gięcia i osiągania bardziej stabilnych, powtarzalnych rezultatów w codziennej produkcji.
Co powoduje nadmierne Prasa krawędziowa Powrót do formy?
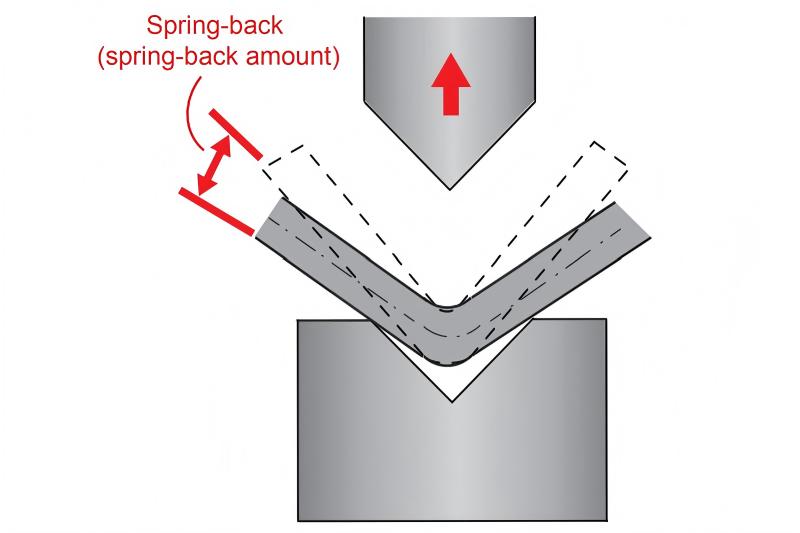
Zanim rozwiążesz problem, zawsze zalecam zrozumienie przyczyn nadmiernego sprężynowania przy gięciu blachy.
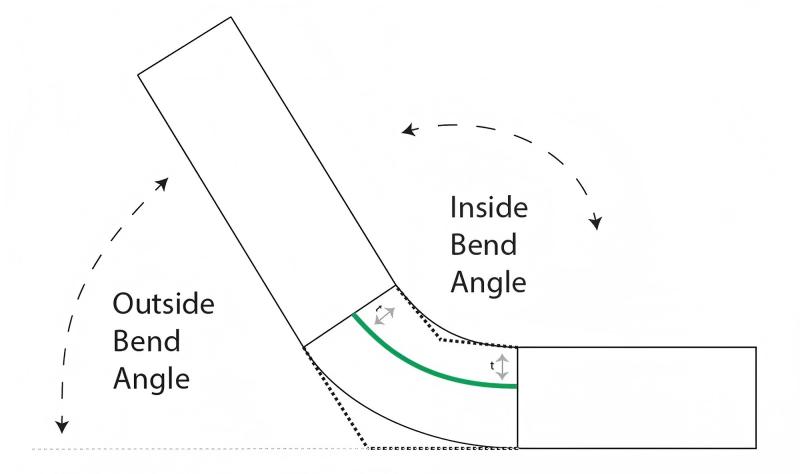
Sprężynowanie występuje, ponieważ metal powraca elastycznie do pierwotnego kształtu po zwolnieniu siły gięcia. Im wyższa wytrzymałość materiału i większy promień gięcia, tym silniejszy efekt sprężynowania.
Kluczowe czynniki obejmują:
- Materiały o wysokiej wytrzymałości na rozciąganie (takie jak stal nierdzewna lub stal o wysokiej wytrzymałości)
- Duże otwory matrycy V
- Niewystarczająca siła zginająca
- Nieprawidłowy wybór promienia stempla
- Nieprawidłowe programowanie kątów w systemach pras krawędziowych CNC
Gdy zidentyfikuję, który czynnik dominuje w danym zadaniu, mogę zastosować ukierunkowane rozwiązania zamiast dokonywać losowych korekt kąta.
Regulacja kąta nadgięcia w prasie krawędziowej CNC
Jedną z najbardziej bezpośrednich metod redukcji sprężynowania prasy krawędziowej jest kontrolowane nadmierne wyginanie.
Krok 1: Oblicz oczekiwaną wartość sprężystości
Δθ=θi(【E−kσyE)Ri+KntRi+Knt−1】
Najpierw wykonuję test gięcia, używając rzeczywistego materiału i grubości. Po zmierzeniu rzeczywistego kąta cyfrowym kątomierzem porównuję go z kątem zaprogramowanym. Różnica daje mi wartość sprężystości.
Na przykład, jeśli zaprogramuję 90° i otrzymam 92°, wiem, że będę potrzebował około 2° kompensacji nadmiernego zgięcia.
Krok 2: Zastosuj kompensację kąta w kontrolerze
Nowoczesne systemy CNC, takie jak Delem, umożliwiają korektę kąta bezpośrednio w interfejsie sterowania. Zamiast ręcznie regulować za każdym razem, wprowadzam wartość kompensacji do programu, aby zapewnić spójność produkcji.
Metoda ta jest szczególnie efektywna w przypadku produkcji seryjnej, gdzie powtarzalność ma znaczenie.
Optymalizacja wyboru narzędzi w celu zmniejszenia sprężynowania
Oprzyrządowanie odgrywa kluczową rolę w minimalizowaniu sprężynowania prasy krawędziowej.
Wybór prawidłowego otworu matrycy V
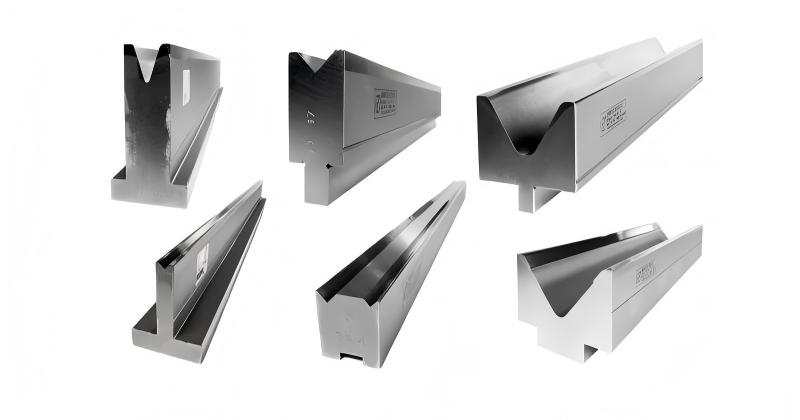
Częstym błędem, jaki widzę, jest stosowanie zbyt szerokiego otworu matrycy V-kształtnej. Większy otwór V-kształtny zwiększa promień gięcia, co z kolei zwiększa sprężystość.
Jako regułę przyjmuje się:
- W przypadku stali miękkiej zwykle stosuję otwór w kształcie litery V o rozmiarze 6–8 razy większym od grubości materiału.
- W przypadku stali nierdzewnej nieznacznie zmniejszam otwór w kształcie litery V, aby kontrolować odkształcanie sprężyste.
Wybór mniejszego promienia dziurkowania

Mniejszy promień końcówki stempla zwiększa odkształcenie plastyczne i zmniejsza odkształcenie sprężyste po gięciu. Muszę jednak zrównoważyć to z ryzykiem pękania, zwłaszcza podczas gięcia materiałów o wysokiej wytrzymałości.
Zwiększanie siły gięcia i techniki dobijania
Innym skutecznym sposobem na ograniczenie nadmiernego sprężynowania prasy krawędziowej jest zwiększenie głębokości penetracji.
Gięcie w powietrzu a dobijanie
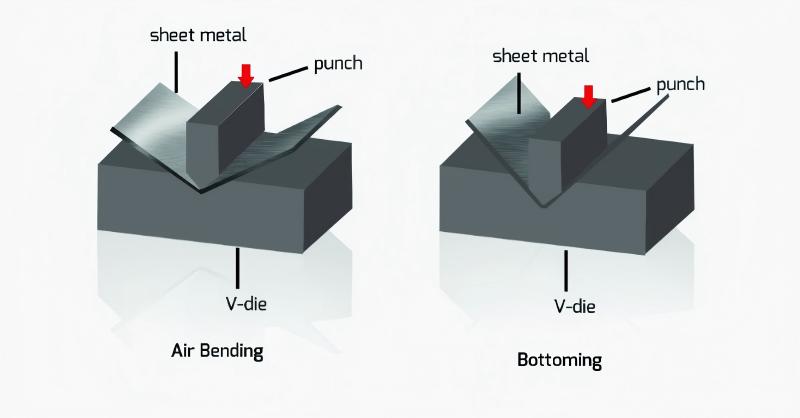
Gięcie w powietrzu naturalnie powoduje większe sprężystość, ponieważ materiał nie jest wciskany całkowicie do matrycy.
Jeżeli aplikacja na to pozwala, czasami przełączam się na:
- Dotarcie do dna
- Wybijanie monet
W szczególności wybijanie monet znacząco redukuje sprężynowanie, ponieważ materiał ulega odkształceniu plastycznemu poza granicę sprężystości. Wymaga to jednak większego tonażu i odpowiedniej wydajności maszyny.
Przed zastosowaniem tej metody zawsze weryfikuję obliczenia tonażu za pomocą wykresu siły gięcia, aby uniknąć przeciążenia maszyny.
Zagadnienia materiałowe dotyczące redukcji sprężynowania blachy
Różne materiały zachowują się odmiennie podczas gięcia.
- Stal nierdzewna 304: 2 do 3 stopni
- Aluminium miękkie: 1,5 do 2 stopni
- Stal walcowana na zimno: 0,75 do 1,0 stopnia
- Stal walcowana na gorąco: 0,5 do 1,0 stopnia
- Miedź i mosiądz: od 0,00 do 0,5 stopnia
Stal o wysokiej wytrzymałości i stal nierdzewna

Materiały te mają wyższą granicę plastyczności, co bezpośrednio wpływa na zwiększenie sprężystości prasy krawędziowej.
Podczas gięcia stali o wysokiej wytrzymałości:
- Zmniejszenie otworu matrycy V
- Zwiększ kompensację nadmiernego zgięcia
- Zapewnij precyzyjne pozycjonowanie tylnego ogranicznika
- Przed masową produkcją należy wykonać wiele prób gięcia
Kierunek włókien i kierunek walcowania
Sprawdzam również kierunek włókien materiału. Gięcie prostopadle do kierunku walcowania może zmniejszyć pękanie i poprawić spójność.
Kontrola materiału jest często pomijana, ale ma ona znaczący wpływ na dokładność końcowego gięcia.
Kalibracja maszyny i dokładność tylnego ogranicznika

Nawet idealne narzędzia i kompensacja nie pomogą, jeśli sama maszyna nie będzie prawidłowo skalibrowana.
Sprawdzanie równoległości pamięci RAM
Jeśli suwak nie jest równoległy do stołu, jedna strona elementu może wykazywać większe sprężystość niż druga. Regularnie sprawdzam równoległość za pomocą precyzyjnego miernika.
Kalibracja układu tylnego ogranicznika
Niedokładne ustawienie zderzaka tylnego powoduje zmianę długości kołnierza, co pośrednio wpływa na spójność kąta gięcia. Wiedza o tym, jak skalibrować układ zderzaka tylnego prasy krawędziowej, jest niezbędna do ograniczenia odchyleń.
Prawidłowa konserwacja i kalibracja minimalizują kumulację błędów gięcia.
Często zadawane pytania
Dlaczego zjawisko sprężynowania w prasach krawędziowych jest poważniejsze w przypadku stali nierdzewnej?
Stal nierdzewna ma większą wytrzymałość na rozciąganie i elastyczność w porównaniu ze stalą miękką, co skutkuje większą elastycznością po zgięciu.
Jaki jest najlepszy sposób na zmniejszenie sprężynowania prasy krawędziowej bez konieczności wymiany narzędzi?
Najbardziej praktyczną metodą jest zastosowanie kontrolowanej kompensacji nadmiernego wygięcia w sterowniku CNC po zmierzeniu wyników testów.
Czy zwiększenie tonażu zawsze zmniejsza sprężynowanie?
Niekoniecznie. Zwiększenie głębokości penetracji pomaga, ale nadmierny tonaż może uszkodzić narzędzia. Kontrolowane zagłębianie lub wybijanie jest bardziej skuteczne.
Jak mogę dokładnie obliczyć sprężystość?
Wykonaj gięcie próbne, zmierz kąt końcowy za pomocą miernika cyfrowego i porównaj go z kątem zaprogramowanym. Różnica to wartość kompensacji.
Wniosek
Sprężynowanie prasy krawędziowej jest nieuniknione, ale nadmierne sprężynowanie można kontrolować. Dzięki zrozumieniu właściwości materiału, doborowi odpowiednich narzędzi, zastosowaniu precyzyjnej kompensacji nadmiernego zgięcia i zapewnieniu kalibracji maszyny, mogę znacząco poprawić precyzję gięcia i spójność produkcji.
Jeśli doświadczasz niestabilnych kątów gięcia lub skarg dotyczących jakości, zacznij od analizy współczynników sprężystości, zamiast wielokrotnie, bezmyślnie modyfikować programy. Aby uzyskać profesjonalne wskazówki dotyczące doboru narzędzi, obliczenia tonażu lub ustawień kompensacji CNC, skontaktuj się z naszym zespołem technicznym. Zawsze chętnie pomożemy Ci osiągnąć stabilne i precyzyjne rezultaty gięcia.



