








Opanowanie sterowania osią Z to kluczowy aspekt, który może znacząco poprawić ogólną wydajność i precyzję pracy giętarki. Ten szczegółowy przewodnik przeprowadzi Cię przez każdy niezbędny krok, aby w pełni opanować ten kluczowy element, specjalnie dostosowany do systemów DELEM DA53/58.
Zrozumienie i optymalizacja osi Prime Z jest niezbędna dla operatorów dążących do maksymalizacji możliwości swoich maszyn i osiągania doskonałych rezultatów. Niniejszy artykuł przybliży ten proces, zapewniając, że nawet osoby dopiero rozpoczynające przygodę z tą technologią z łatwością zrozumieją korzyści operacyjne wynikające z biegłego opanowania osi Prime Z.
Zrozumienie sterowania główną osią Z
Sterowanie osią Z Prime w giętarkach to zaawansowany mechanizm zaprojektowany w celu zapewnienia większej precyzji i elastyczności pracy maszyny. Sterowanie to jest zazwyczaj obsługiwane za pomocą pedału nożnego, co stanowi ekonomiczne rozwiązanie umożliwiające kompleksowe sterowanie 4-osiowe. Taka integracja sprawia, że jest to idealne rozwiązanie dla operacji wykorzystujących systemy DELEM DA53/58.
Kontrola nad główną osią Z, która odpowiada za poziome ruchy wzdłuż obrabianego przedmiotu, ma decydujący wpływ na symetrię i dokładność gięcia. Dobrze skalibrowana oś Z gwarantuje precyzję każdego gięcia, co wpływa nie tylko na bieżący projekt, ale także na wydajność kolejnych operacji.
Przewodnik krok po kroku po opanowaniu osi Z
Początkowa konfiguracja maszyny:
- Zacznij od uruchomienia giętarki. Włącz ją i przejdź przez interfejs sterowania, aby znaleźć niezbędne parametry dla nadchodzących zadań.
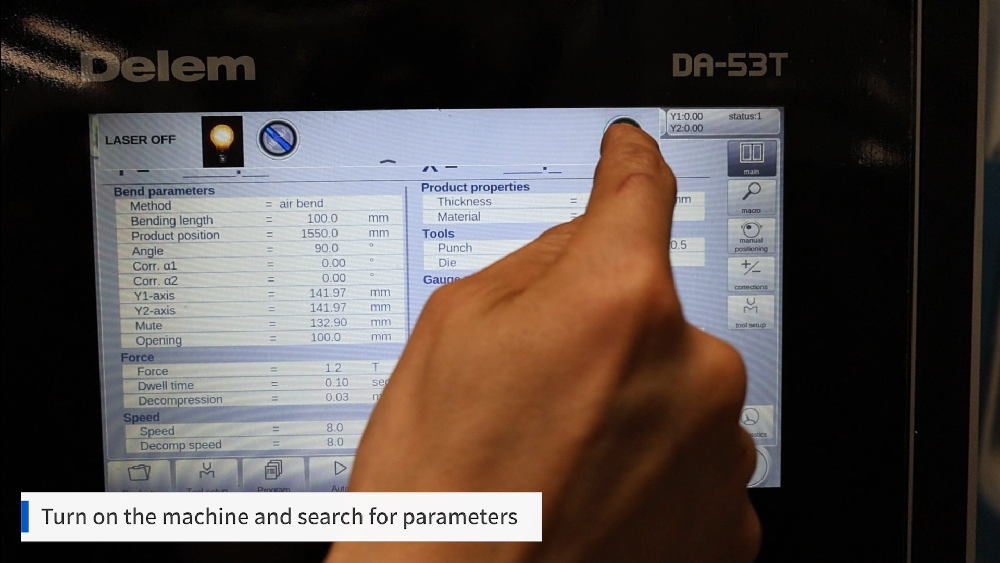
- Uruchom pompę olejową, aby przygotować maszynę do intensywnej pracy. Prawidłowe smarowanie ma kluczowe znaczenie dla zapewnienia płynnej i wydajnej pracy podzespołów maszyny.
Rejestrowanie osi Z:
- Jednym z pierwszych kroków w opanowaniu sterowania osią Z jest rejestrowanie parametrów osi w systemie. Wiąże się to z zapewnieniem prawidłowego rozpoznawania osi Z przez system.
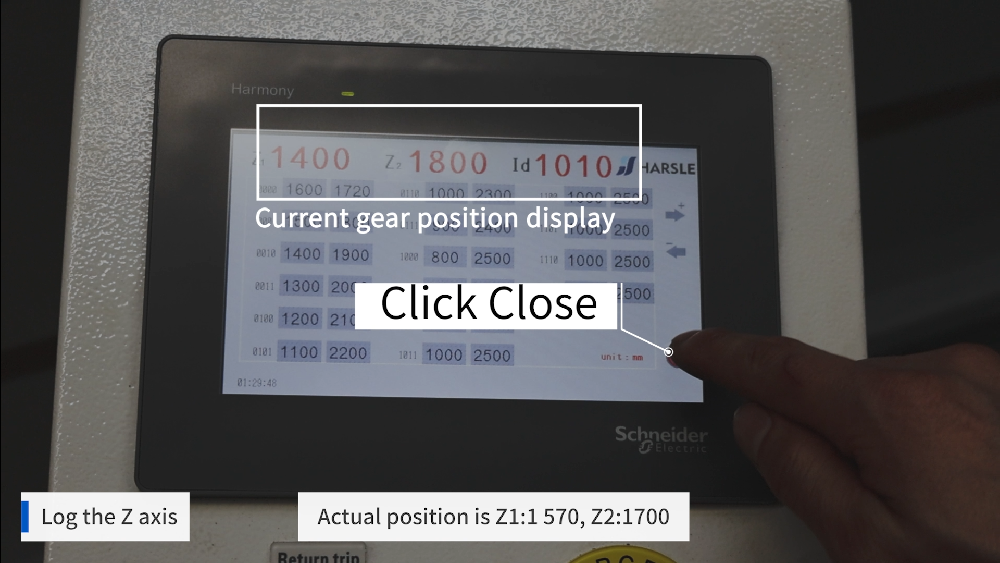
- Sprawdź, czy położenie osi Z jest dokładnie wyświetlane na interfejsie systemu, w razie potrzeby weryfikując je za pomocą pomiarów ręcznych.
Pomiar i ustawienie osi Z:
- Zmierz rzeczywistą pozycję osi Z. Może to obejmować wartości takie jak Z1:1570 i Z2:1700 w przypadku operacji precyzyjnych.
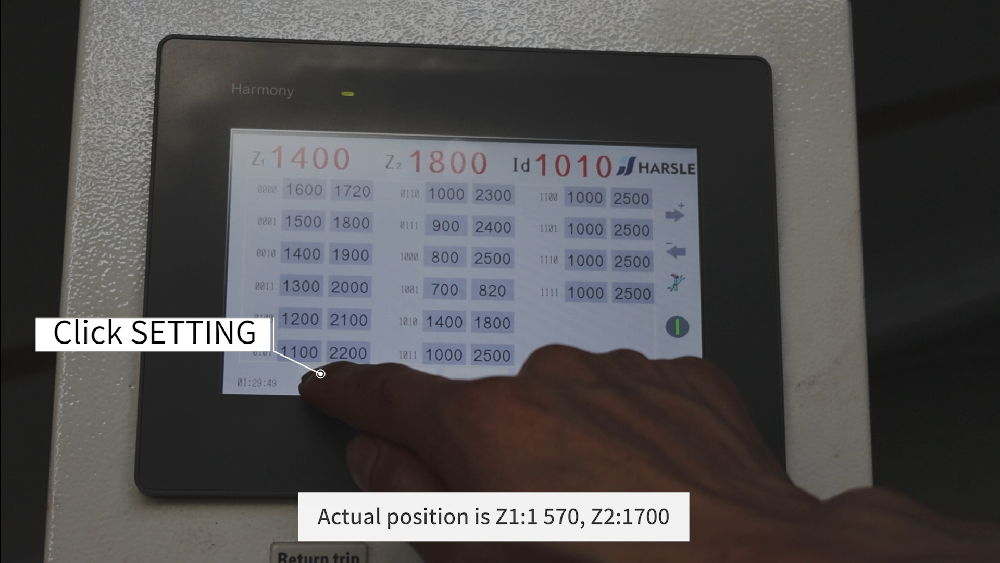
- Po wykonaniu pomiarów należy na krótko zamknąć układ sterujący, aby wprowadzić dokładne pomiary.
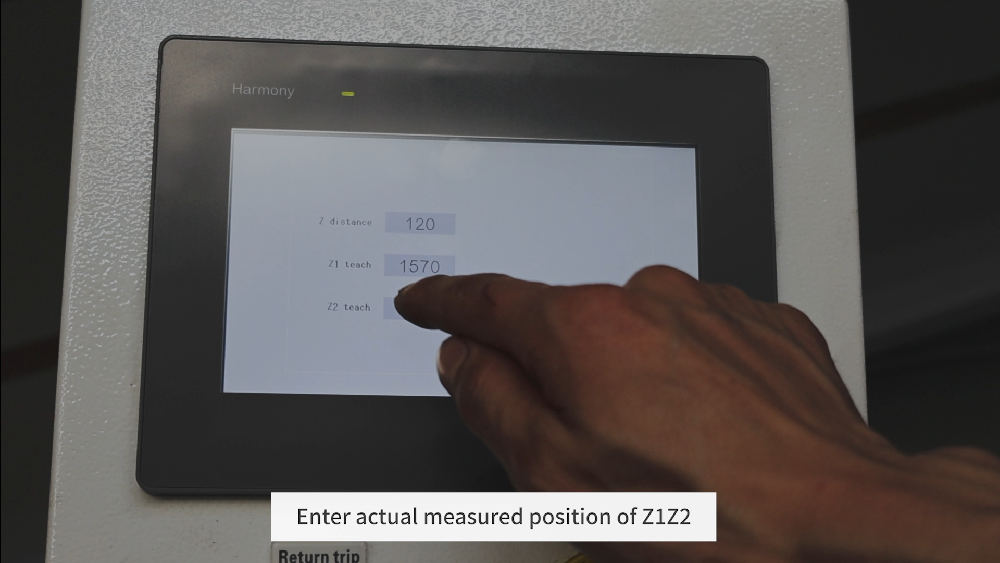
- Wejdź do menu ustawień, wprowadzając dokładne pozycje osi Z w systemie. Ten krok jest kluczowy dla zapewnienia działania maszyny w oparciu o prawidłowe parametry.
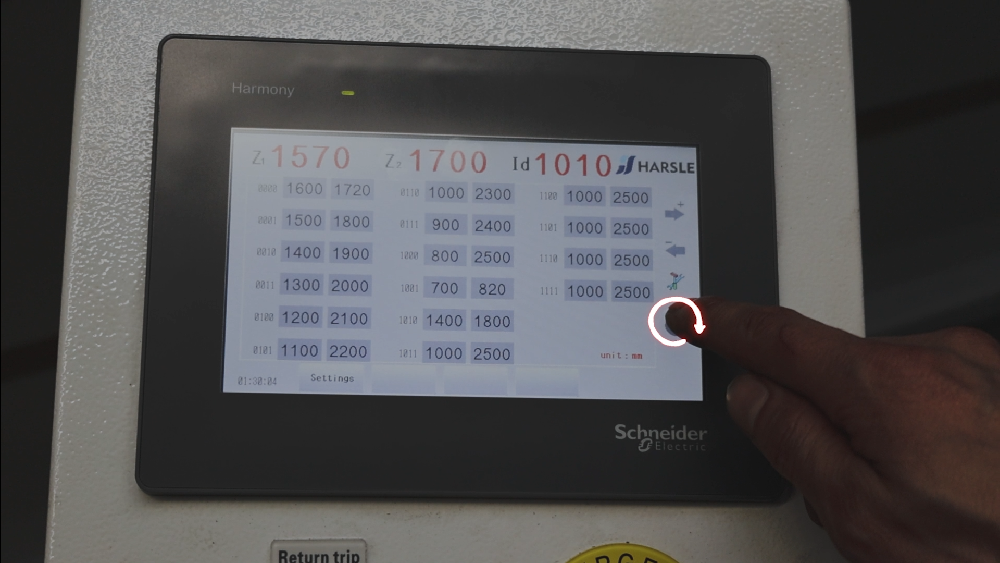
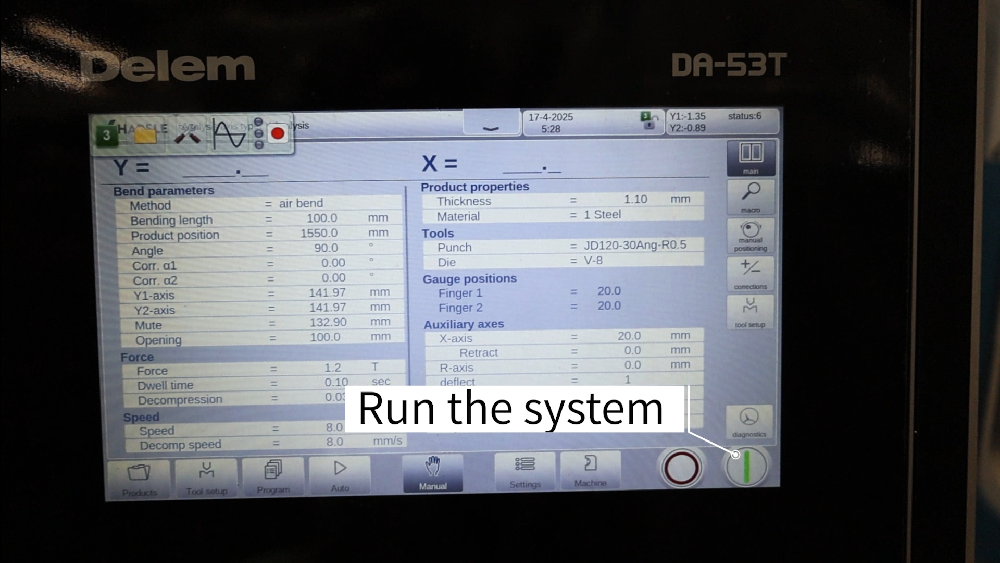
- Wróć do głównej strony sterowania i ponownie uruchom system, aby sprawdzić poprawność danych wejściowych. Wszelkie rozbieżności należy natychmiast usunąć poprzez ponowną kalibrację.
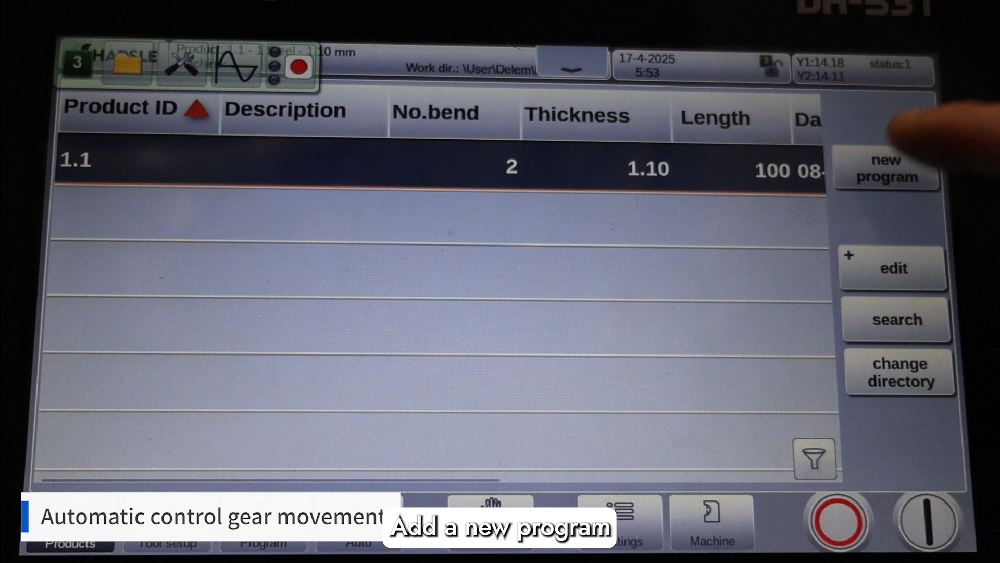
Konfiguracja trybu automatycznego:
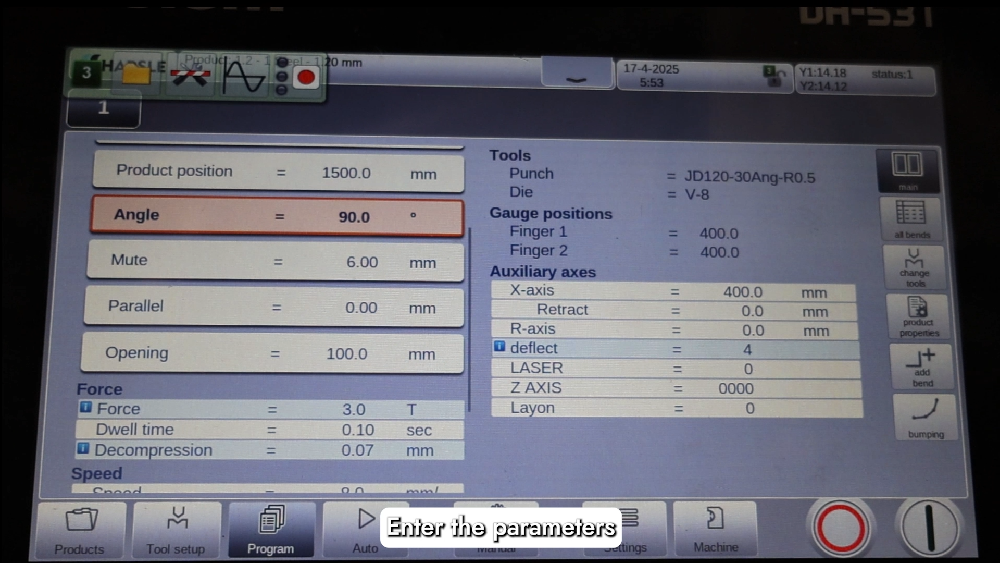
- Skorzystaj z trybu automatycznego, aby usprawnić operacje. Polega on na zaprogramowaniu maszyny poprzez wprowadzenie wymaganych parametrów operacyjnych dla danego zadania.
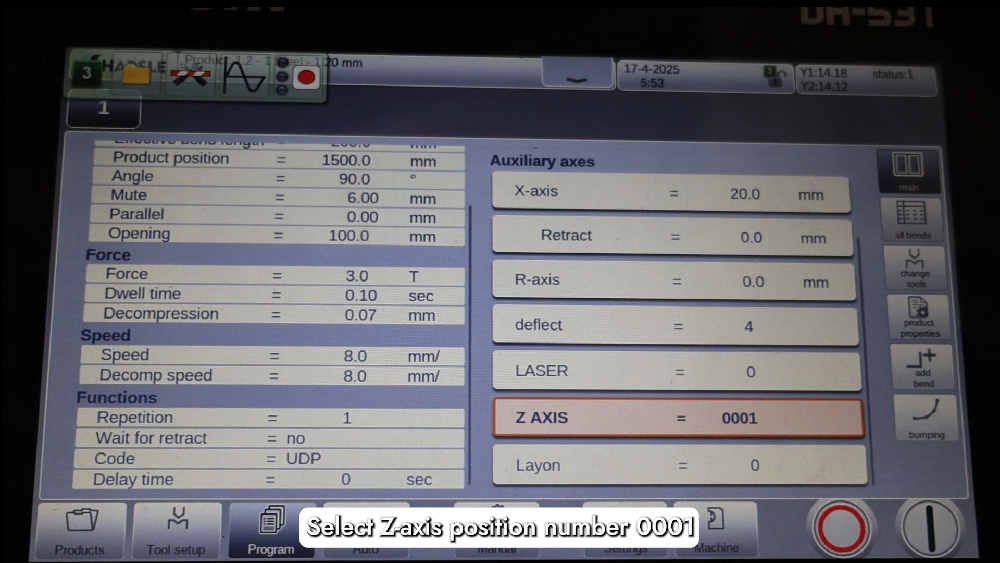
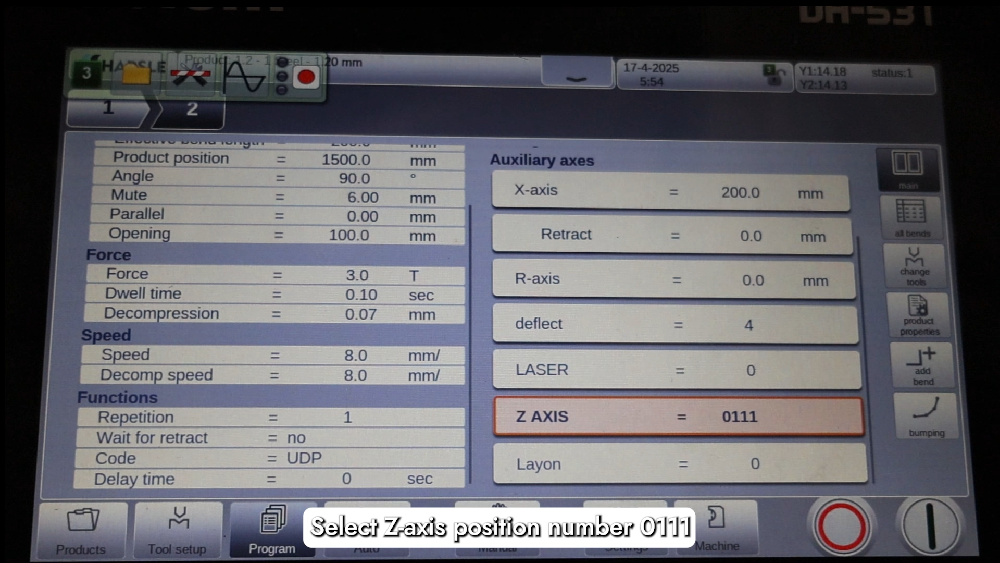
- Wybierz odpowiedni kod pozycji osi Z (np. 0001) na etapie początkowej konfiguracji.
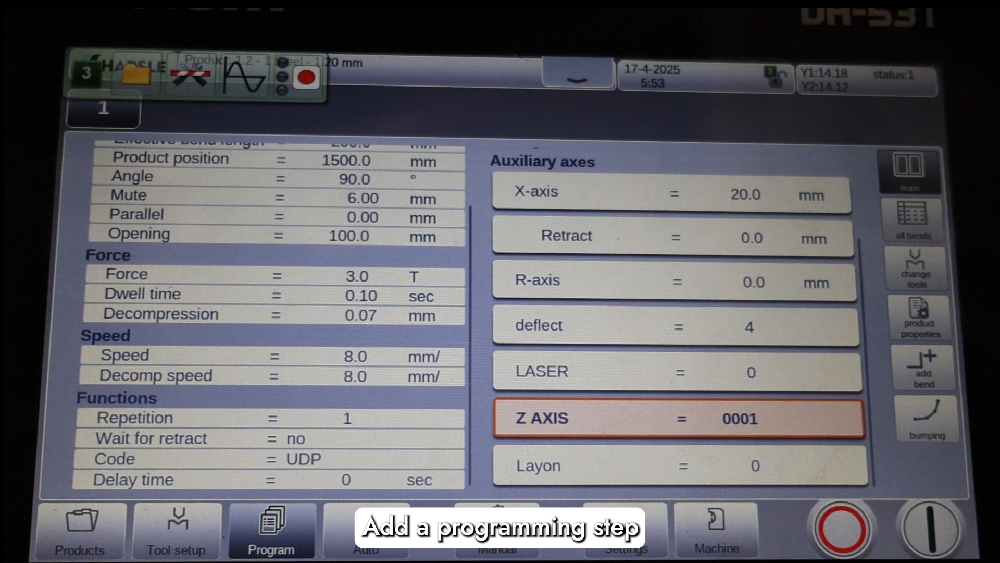
- W przypadku projektów wymagających wielu, sekwencyjnych etapów gięcia, zaktualizuj parametry i wybierz odrębny kod pozycji osi Z (np. 0111). Ta elastyczność jest kluczową zaletą sterowania osią Z Prime, optymalizując operacje w różnych zadaniach.

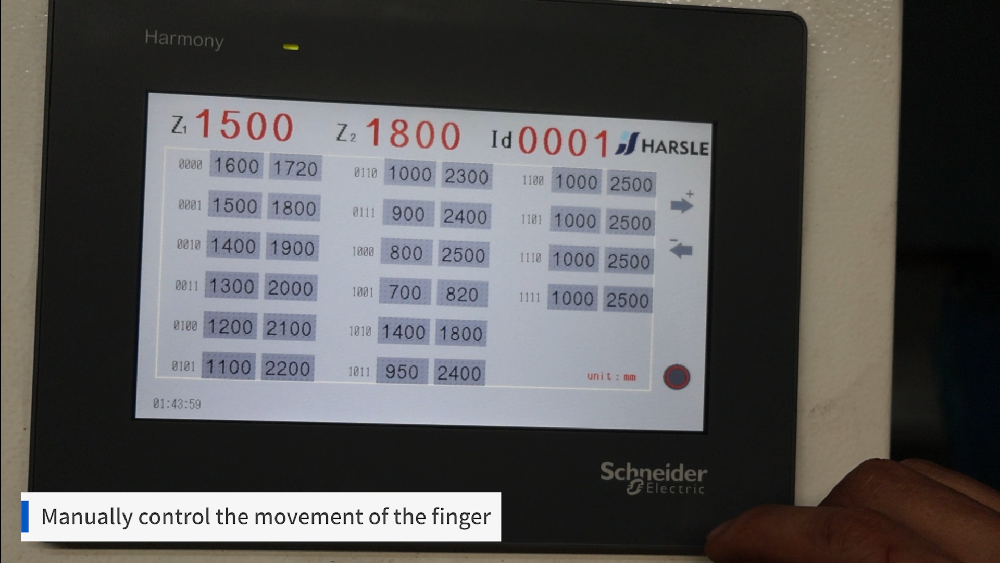
Regulacja trybu ręcznego:
- W razie potrzeby ręczne regulacje mogą dodatkowo zwiększyć dokładność systemu. Wybierz konkretną oś Z wymagającą regulacji.
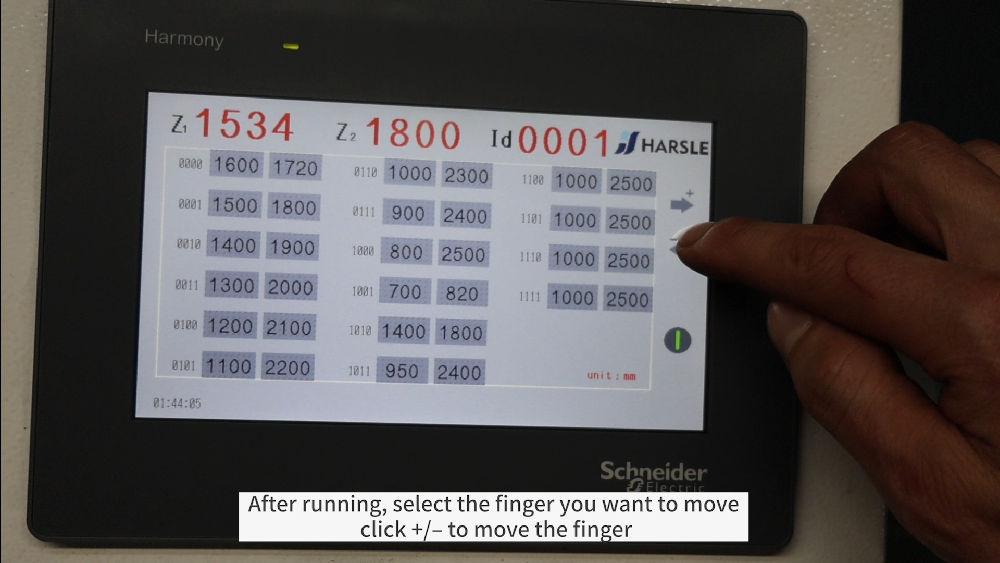
- Użyj elementów sterujących +/-, aby wprowadzić precyzyjne zmiany położenia osi, zapewniając w ten sposób bezkompromisowe wyrównanie i precyzję.
Korzyści z opanowania głównej osi Z
Dzięki opanowaniu obsługi osi Prime Z operatorzy mogą spodziewać się licznych usprawnień operacyjnych, w tym:
- Poprawiona wydajność: https://www.harsle.com/docs/press-brake/Dzięki wykorzystaniu automatycznych regulacji czas konfiguracji ulega znacznemu skróceniu, a ryzyko błędów ręcznych ulega zmniejszeniu, co zwiększa ogólną wydajność przepływu pracy.
- Zwiększona precyzja:Dokładne pozycjonowanie i wyrównanie ma kluczowe znaczenie w przypadku skomplikowanych zadań gięcia, a doskonałe opanowanie osi Z gwarantuje, że nie trzeba iść na żadne kompromisy w tej kwestii.
- Ekonomiczne ulepszenia:Dzięki wykorzystaniu pełnego potencjału istniejących systemów DELEM DA53/58 poprzez sterowanie osią Z Prime możliwe jest wprowadzenie znaczących usprawnień operacyjnych bez konieczności przeprowadzania całkowitego remontu systemu.
Rozwiązywanie typowych problemów
Mimo wszelkich starań operatorzy mogą czasami napotkać problemy podczas pracy z główną osią Z:
- Niewspółosiowość:Jeśli oś Z nie jest prawidłowo wyrównana, najpierw sprawdź ustawienia kalibracji i upewnij się, że wszystkie parametry wejściowe odzwierciedlają ostatnią konfigurację sprzętową.
- Brak reakcji pedału nożnego: Upewnij się, że pedał nożny jest prawidłowo podłączony, a okablowanie jest nienaruszone. Sprawdź, czy ustawienia oprogramowania poprawnie rozpoznają sygnały wejściowe pedału.
- Rozpoznawanie systemu:Jeśli system sterowania nie rozpozna nowych danych wejściowych, należy powtórzyć czynności rejestrowania i weryfikacji, upewniając się, że każdy krok został skrupulatnie wykonany.
Wniosek
Opanowanie Główna oś Z Kontrola jest niezbędna dla każdego operatora dążącego do maksymalizacji potencjału swoich giętarek. Dzięki odpowiedniej wiedzy i systematycznemu podejściu zwiększysz zarówno wydajność, jak i jakość swoich operacji. Postępując zgodnie z tymi szczegółowymi krokami, operatorzy mogą osiągnąć nowy poziom precyzji gięcia, co ostatecznie prowadzi do lepszych rezultatów projektów.



