








Jeśli chcesz z łatwością skonfigurować tryb ręczny DELEM DA-69S, to dobrze trafiłeś. Przeprowadzę Cię przez proste kroki, aby sprawnie uruchomić tryb ręczny DELEM DA-69S. Niezależnie od tego, czy jesteś doświadczonym operatorem, czy dopiero zaczynasz przygodę z obsługą maszyn CNC, ten przewodnik uprości Ci ten proces, zapewniając pełne wykorzystanie precyzji i możliwości Twojej maszyny. Po zakończeniu będziesz pewnie poruszać się po trybie ręcznym, usprawniając przepływ pracy i zwiększając produktywność.
Wprowadzenie do trybu ręcznego DELEM DA-69S
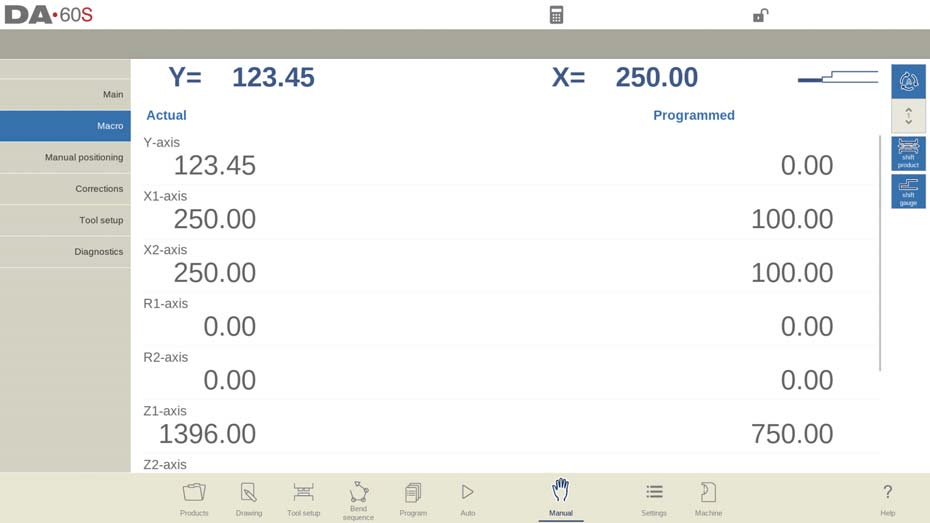
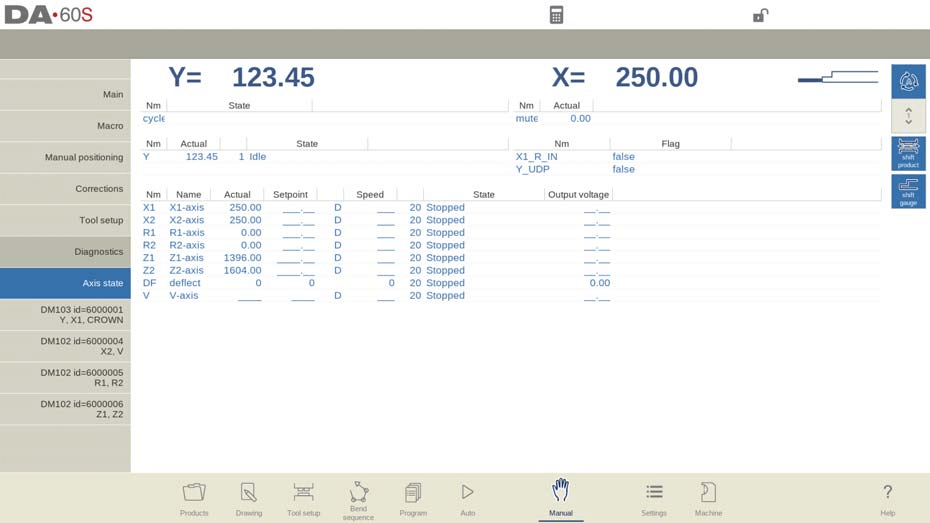
Po kliknięciu przycisku nawigacyjnego Manual sterowanie zostanie przełączone na ręczny tryb produkcji.
W trybie ręcznym programuje się parametry dla jednego gięcia. Tryb ten jest przydatny do testowania, kalibracji i wykonywania pojedynczych gięcia.
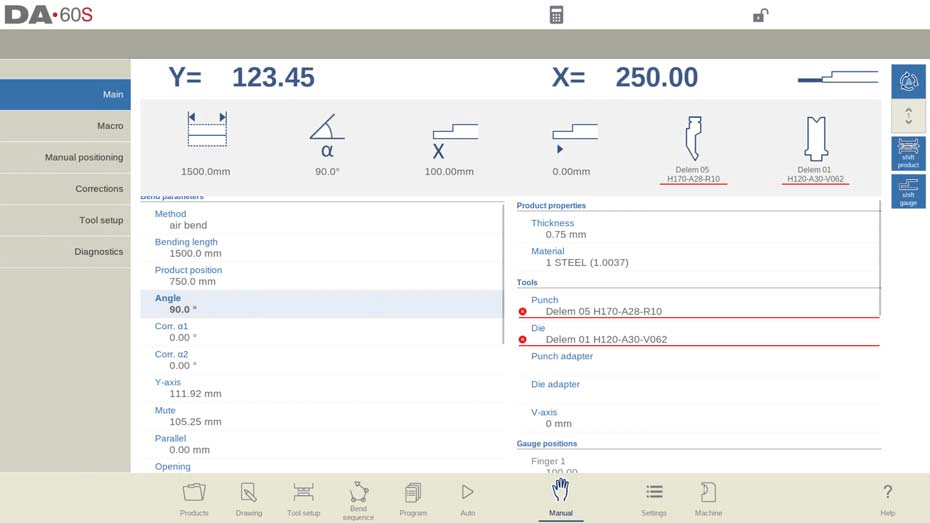
U góry ekranu trybu ręcznego można monitorować aktualne pozycje osi Y i głównej osi X, które są kluczowe dla operacji. Pozostałe osie są systematycznie wymienione poniżej w dwóch kolumnach, co ułatwia dostęp. Podświetlone wartości dla osi Y i X wskazują prawidłowo ustawione znaczniki odniesienia, zapewniając dopasowanie programu.
Duże, wybieralne kafelki wyświetlają często używane wartości, które można bezpośrednio zmieniać, co zapewnia płynną obsługę.

Wyjaśnienie parametrów
Poniżej znajduje się lista dostępnych parametrów w trybie ręcznym.
Parametry gięcia:

- Wybierz metodę gięcia: Wybierz opcję Air Bend, Bottoming, Hemming lub Hemming & Bottoming. Więcej szczegółów można znaleźć w trybie Program.
- Metoda odchylania:
- Dynamiczny:Automatyczne korekty wypukłości w czasie rzeczywistym podczas gięcia.
- Niedynamiczny:Standardowe hydrauliczne koronowanie bez korekt w czasie rzeczywistym.
- Długość gięcia:Wprowadź długość gięcia arkusza.
- Pozycja produktu:Pozycja absolutna w kierunku Z, przy czym lewa strona maszyny stanowi punkt odniesienia zerowego.
- Kąt:Pożądany kąt gięcia.
- Korekta kąta (Corr.α): Dostosuj kąt na podstawie różnicy między wartościami zaprogramowanymi i zmierzonymi (np. program 90°, zmierzony 92°, użyj Corr.α -2).
- Otwarcie dołu: Ustaw odległość między kołnierzami. Domyślnie ustawiona wartość to predefiniowana, chyba że zostanie zmieniona.
- Szybkie obszywanie:Oś Y przesuwa się szybko poniżej górnej części matrycy, aż do osiągnięcia otworu umożliwiającego załadunek krawędzi, jeśli producent na to zezwolił.
- Korekta osi Y (Corr.Y):Dostosuj położenie osi Y w celu osiągnięcia najniższego poziomu.
- Oś Y: Wartość wymagana do uzyskania kąta gięcia.
- Niemy:Punkt przejścia osi Y z szybkiego zamykania do prędkości dociskania nad arkuszem.
- Równoległy:Różnica między położeniem lewego (Y1) i prawego (Y2) cylindra. Wartość dodatnia oznacza, że prawy cylindr jest niżej, wartość ujemna oznacza, że prawy cylindr jest wyżej.
- Otwór: Szczelina między stemplem a matrycą po gięciu. Dodatnia u góry (wyciszenie), ujemna u dołu. Dostosuj, aby zminimalizować czas obróbki produktu.
Siła:
- Siła: Zaprogramowana siła stosowana podczas naciskania.
- Czas przebywania: Czas utrzymania stempla w punkcie gięcia.
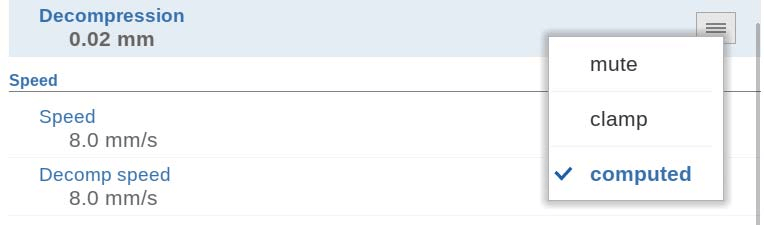
- Dekompresja: Odległość po zgięciu w celu uwolnienia ciśnienia w układzie. Można ją ustawić w określonym punkcie cyklu, z opcjami „Wycisz” lub „Zacisk”, które wymagają dłuższych odległości niż standardowe obliczenia.
Prędkość:
- Prędkość naciskania:Prędkość osi Y podczas gięcia.
- Prędkość rozkładu: Programowalna prędkość wiązki na dystansie dekompresyjnym.
Funkcje:
- Poczekaj na opcję wycofania
- NIE:Oś Y kontynuuje ruch poza punkt zaciskania; cofanie rozpoczyna się bez zatrzymywania.
- Tak:Oś Y zatrzymuje się w punkcie zaciskania; wycofywanie rozpoczyna się i kończy przed wznowieniem ruchu osi Y.
Właściwości produktu:
- Grubość: Zaprogramuj grubość arkusza.
- Tworzywo:Wybierz spośród wstępnie zaprogramowanych materiałów do obliczeń głębokości gięcia.
- Zaprogramowano wstępnie 4 materiały.
- Można skonfigurować do 99 materiałów.
- Materiały można programować na stronie Materiały w trybie Ustawienia.

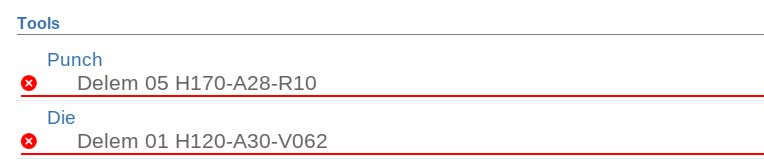
Narzędzia:
- Dziurkacz: Wybierz lub zmodyfikuj identyfikator dziurkacza z biblioteki dziurkaczy.
- Umierać: Wybierz lub zmodyfikuj ID matrycy z biblioteki matryc.
- Adapter dziurkacza: Wybierz lub zaktualizuj identyfikator adaptera dziurkacza z biblioteki. Użycie zależy od ustawienia „Użyj adaptera dziurkacza” w trybie maszynowym.
- Adapter matrycy: Wybierz lub zaktualizuj identyfikator adaptera matrycy z biblioteki. Użycie zależy od ustawienia „Użyj adaptera matrycy” w trybie maszynowym.
Pozycje wskaźników:
- Pozycja palców: Pozycja palca (kontaktu) odpowiada pozycji osi X i leży wzdłuż tej pozycji.
- Osie pomocnicze: Jeśli są obecne (np. oś X, oś R, oś Z), ich parametry pojawiają się tutaj. W przypadku osi R1 i R2 wartość R1 jest automatycznie kopiowana do R2, którą można w razie potrzeby dostosować.
- Odległość cofania: Odnosi się do odległości wycofania osi podczas gięcia, zapoczątkowanej w punkcie zaciskania.
- Prędkość: Prędkość osi podczas gięcia jest programowalna jako procent prędkości maksymalnej.
Wsparcie częściowe:
- Oś PST: Kontroluje, czy podparcie części jest aktywne. Po wyłączeniu pozostaje w pozycji zerowej podczas gięcia.
- Pozycja R: Ustawia wysokość podparcia elementu przed i po gięciu, domyślnie na szczycie matrycy (0,00 mm). Dostępność zależy od producenta maszyny.
- Opcje metody:
- Powrót w UDP:Obsługa części powraca, gdy oś Y znajduje się w położeniu UDP.
- Powrót przy otwieraniu: Zwraca wartość, gdy oś Y jest otwarta.
- Pochylenie produktu:Dodaje pochylenie w celu uniknięcia kolizji podczas otwierania osi Y.
- Podparcie kąta statycznego: Utrzymuje podparcie części pod stałym kątem.
- Parametry pochylenia (tylko dla „Pochylenia produktu”):
- Kąt nachylenia:Dodatkowy kąt ruchu dla podparć części.
- Prędkość pochylenia:Prędkość jako procent prędkości maksymalnej.
- Prześwit pochylenia:Dodatkowa odległość w celu uniknięcia niewystarczającej dekompresji podczas przechylania.
- Parametry kąta statycznego (tylko dla 'Wsparcia kąta statycznego'):
- Kąt: Stały kąt przed zgięciem.
- Prędkość:Prędkość potrzebna do osiągnięcia kąta statycznego, jako procent prędkości maksymalnej.
- Prędkość powrotu: Prędkość, z jaką podparcie części powraca do pierwotnego położenia po zgięciu, jako procent maksymalnej prędkości.
- Kąt zatrzymania bezpieczeństwa: Kąt, pod którym podpora zatrzymuje się podczas powrotu; powrót do zera wymaga ręcznego ponownego uruchomienia.
- Początkowy kąt i prędkość:
- Ruch do początkowego kąta wstępnego zgięcia.
- Prędkość dotyczy podpór znajdujących się przed maszyną.
- Korekta:Stopniowa korekta stosowana w trakcie procesu gięcia, w pełni zastosowana w końcowej pozycji gięcia.
Powyższe parametry można programować i modyfikować w razie potrzeby. Po naciśnięciu przycisku Start zaprogramowane parametry stają się aktywne.
Konfiguracja narzędzia
Konfiguracja narzędzi w trybie ręcznym w urządzeniu DELEM DA-69S jest prosta i odzwierciedla proces w trybie automatycznym. Chociaż tryby ręczny i automatyczny obsługują różne konfiguracje, można przenieść konfigurację narzędzia z trybu automatycznego do ręcznego, co upraszcza przejście. Podczas przełączania trybów użytkownicy są proszeni o podjęcie decyzji, czy chcą zachować istniejącą konfigurację, informując jednocześnie o ewentualnych różnicach.
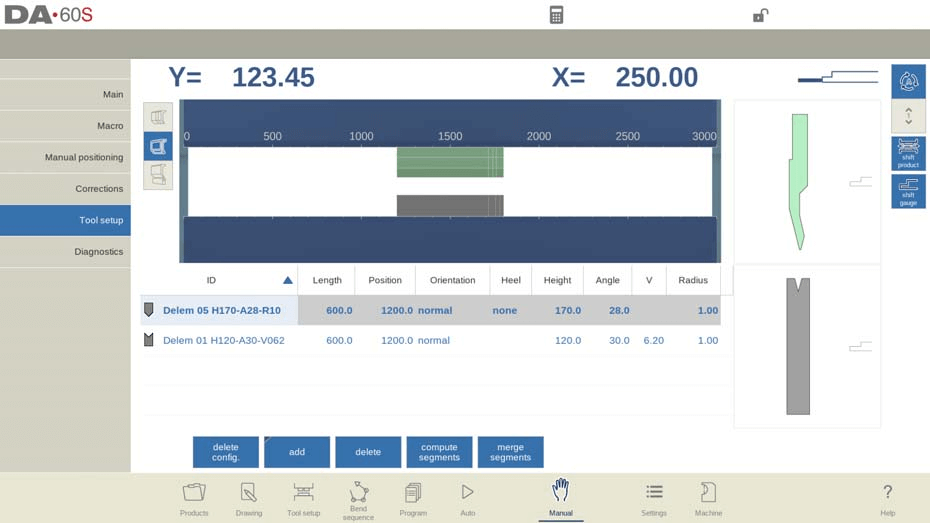
W menu konfiguracji narzędzi użytkownicy mogą łatwo dodawać, usuwać i zmieniać położenie narzędzi, takich jak stemple, matryce i adaptery. Dostępna jest również segmentacja, co zapewnia dodatkową elastyczność.
Przewodnik krok po kroku:
- Rozpocznij konfigurację narzędzia: Przejdź do menu konfiguracji narzędzi. Upewnij się, że w urządzeniu DELEM DA-69S pracujesz w trybie ręcznym, aby uzyskać precyzyjne konfiguracje.
- Dodaj narzędzia:Użyj funkcji „Dodaj”, aby dodać niezbędne narzędzia i adaptery, takie jak stemple i matryce, do zadań gięcia.
- Zmień położenie i usuń:Dostosuj położenie narzędzi w celu optymalnego wykorzystania lub usuń wszelkie niepotrzebne komponenty, aby usprawnić operacje.
- Opcje segmentacji: Jeśli jest to obsługiwane, zastosuj segmentację w celu uwzględnienia unikalnych specyfikacji narzędzi, zwiększając w ten sposób możliwości personalizacji.
Dzięki temu szczegółowemu podejściu użytkownicy mogą bez trudu skonfigurować tryb ręczny urządzenia DELEM DA-69S, skutecznie rozwiązując problemy związane z konfiguracją.
Przesunięcie produktu

Bezproblemowe pozycjonowanie produktów dzięki funkcji „Przesuń produkt” w trybie ręcznym DELEM DA-69S. Funkcja ta otwiera okno dialogowe umożliwiające łatwe przesuwanie narzędzi i między nimi, nawet pomiędzy stanowiskami narzędziowymi. Użytkownicy korzystają z punktów przyciągania, co zapewnia precyzyjne pozycjonowanie zarówno obok narzędzi, jak i centralnie w obrębie stanowiska.
Funkcje:
- Skok w lewo
Przenieś produkt do innej kombinacji zestawu narzędzi w kierunku po lewej stronie.
- Skocz w prawo
Przenieś produkt do innej kombinacji zestawów narzędzi we właściwym kierunku.
- Przesunięcie w lewo
Przesuń produkt o 1 milimetr w lewo w ramach tego samego zestawu narzędzi.
- Przesunięcie w prawo
Przesuń produkt o 1 milimetr w prawo w ramach tego samego zestawu narzędzi.
Parametry programowania i widoki
Parametry w trybie ręcznym można programować pojedynczo. Relacje między parametrami są wizualizowane za pomocą symbolu i koloru tła.

Podczas konfiguracji trybu ręcznego DELEM DA-69S, zrozumienie symboli parametrów jest kluczowe dla efektywnego programowania. Po edycji wartości, jeśli zmiana została dokonana na podstawie ostatnio wprowadzonej wartości, pojawia się symbol informacyjny.

Symbol gwiazdki oznacza, że wartość parametru różni się od obliczonej wartości kontrolnej. Jest to przydatne w przypadku wystąpienia celowych odchyleń lub limitów parametrów.

Symbol błędu sygnalizuje nieprawidłowe wartości w bieżącej konfiguracji programu, na przykład gdy gięcie krawędziowe zostanie określone bez użycia odpowiednich narzędzi. Ta dbałość o szczegóły w DELEM DA-69S zwiększa precyzję działania.
Pogląd
Aby efektywnie korzystać z trybu ręcznego DELEM DA-69S, zapoznaj się z jego wieloma widokami, do których dostęp można uzyskać za pomocą przycisków poleceń po prawej stronie ekranu. Oprócz widoku głównego, możesz skorzystać z widoków Makro, Pozycjonowanie ręczne, Korekty i Diagnostyka, aby uzyskać pełną kontrolę.
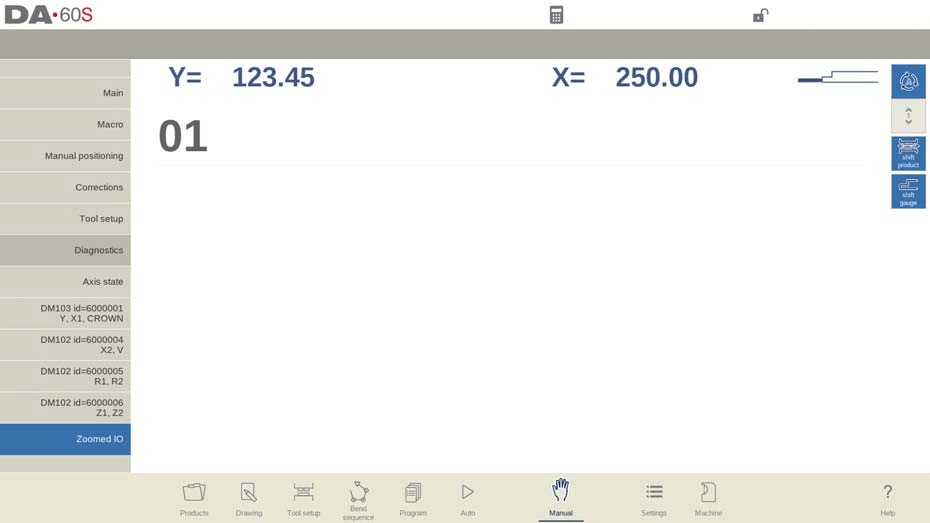
Makro
W trybie ręcznym DELEM DA-69S z funkcją Makro, sterowanie przełącza się na nowy widok, wyświetlający na ekranie tylko duże wartości osi. Widok ten można wykorzystać, pracując w pewnej odległości od sterowania, zachowując jednocześnie możliwość odczytu wartości osi.
Opanowanie ręcznego ruchu osi
Procedura ruchu
W trybie ręcznym DELEM DA-69S ręczne przesuwanie osi jest proste i odbywa się za pomocą pokrętła na panelu sterowania. Aby rozpocząć, wybierz opcję „Pozycjonowanie ręczne” na ekranie głównym.

Tutaj możesz przesuwać zaznaczone osie, obracając pokrętło.
W przypadku osi pomocniczych należy upewnić się, że sterowanie jest zatrzymane (dioda LED na przycisku Stop świeci się) i wybrać żądaną oś zderzaka tylnego; następnie dokonać regulacji za pomocą pokrętła.
W przypadku osi Y sterowanie musi być uruchomione (dioda LED na przycisku Start musi świecić), z aktywną funkcją „regulacji” i osią Y ustawioną poniżej punktu wyciszenia. Aby kontynuować, należy również wydać polecenie naciśnięcia do CNC.
Tryb nauczania, korekt i testowania
Uczyć
Aby bezproblemowo zaprogramować tryb ręczny DELEM DA-69S, dostępna jest prosta procedura. Podczas ręcznego przesuwania osi za pomocą pokrętła, można łatwo zapisać znalezioną pozycję. Dotknij nazwy osi w kolumnie „Zaprogramowane”, aby wyświetlić rzeczywistą wartość osi (po lewej stronie) w polu zaprogramowanej osi (po prawej stronie).

Po powrocie do ekranu standardowego w trybie ręcznym DELEM DA-69S parametr osi będzie odzwierciedlał ostatnio zapamiętaną wartość, skutecznie rozwiązując wszelkie wcześniejsze niepewności.
Poprawki
W trybie ręcznym DELEM DA-69S użytkownicy mogą przeglądać i korygować poprawki dla każdego zaprogramowanego gięcia. Ten tryb wyświetlania podświetla niezbędne korekty na jednym ekranie, umożliwiając szybką weryfikację równolegle z korektami w trybie automatycznym.
Użytkownicy mogą uzyskać dostęp do bazy danych korekcji i modyfikować ją, aby skutecznie wpływać na wyniki gięcia. Jest to szczególnie przydatne podczas prób gięcia, gdzie wyniki można zapisać do wykorzystania w przyszłości.
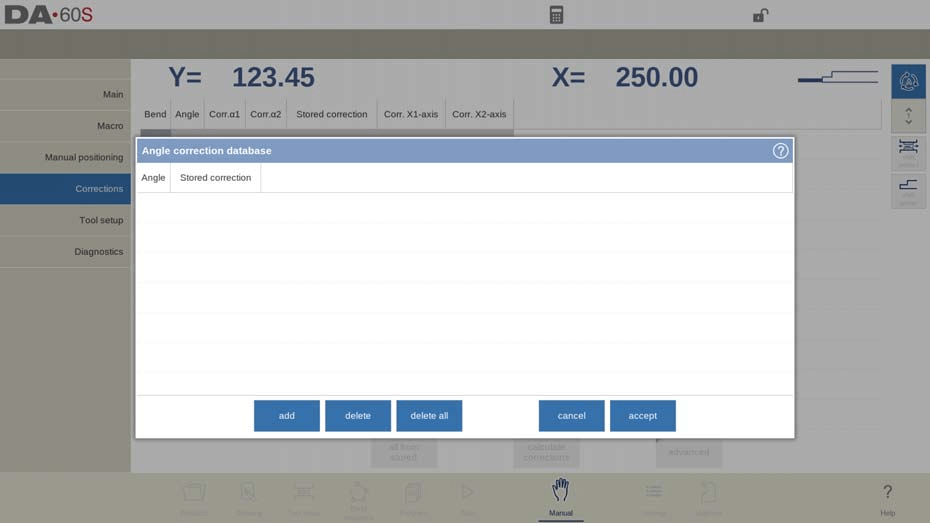
Co więcej, funkcja dodatku na gięcie pomaga w dodawaniu niezbędnych korekt do tabeli dodatku na gięcie poprzez obliczanie rozbieżności między wartościami zaprogramowanymi i zmierzonymi, gwarantując precyzję w każdym ustawieniu.
Tryb testowy Bend
W trybie ręcznym urządzenia DELEM DA-69S tryb Test Bend umożliwia operatorom wydajne dostrajanie gięcia.

Po aktywacji osie utrzymują pozycję wycofania po początkowym cyklu gięcia, podczas gdy podparcie części – jeśli jest włączone – utrzymuje kąt ER bez skokowej zmiany. Po zakończeniu gięcia testowego oś Y ustawia się w położeniu UDP, a sterowanie zatrzymuje się, umożliwiając pomiar kąta w celu korekcji gięcia. Gdy oś Y przekroczy zadaną pozycję, podparcie części wznawia swoją funkcję, zwiększając precyzję regulacji ręcznej.
Odblokuj doskonałą diagnostykę i wgląd w stan wejścia/wyjścia
Diagnostyka
W trybie ręcznym DELEM DA-69S, dostęp do funkcji diagnostyki pozwala użytkownikom na łatwe monitorowanie stanu osi. Ekran ten zapewnia przejrzysty podgląd aktualnego stanu wszystkich dostępnych osi w czasie rzeczywistym. Może on pozostać aktywny podczas pracy systemu sterowania, co jest nieocenione w obserwacji zachowania sterowania w całym cyklu gięcia. Dzięki efektywnemu wykorzystaniu narzędzia diagnostyki użytkownicy mogą szybko identyfikować i rozwiązywać potencjalne problemy, zapewniając płynną pracę w trybie ręcznym DELEM DA-69S.
Status wejścia/wyjścia
Po kliknięciu jednego z modułów w Diagnostyce, sterowanie przełącza się na widok stanu wejść i wyjść. W tym oknie można obserwować aktualny stan wejść i wyjść. Ekran ten może być również aktywny podczas uruchamiania sterowania. Dzięki temu można go wykorzystać do monitorowania zachowania sterowania podczas cyklu gięcia.

Funkcja ta jest szczególnie przydatna w trybie ręcznym giętarki DELEM DA-69S, umożliwiając operatorom dokładne monitorowanie i precyzyjną regulację procesu gięcia. Korzystając z trybu ręcznego giętarki DELEM DA-69S, użytkownicy mogą zapewnić optymalną wydajność i dokładność obróbki metali.
Powiększone IO
Po dotknięciu jednego lub więcej (do 8) pinów, tworzona jest dodatkowa strona Zoomed IO z powiększonym widokiem wybranych wejść/wyjść. Wybrane piny będą wyświetlane w dużym formacie, co umożliwia zdalny monitoring. W kontekście trybu ręcznego DELEM DA-69S, funkcja ta pozwala operatorom na efektywne zarządzanie i obserwowanie określonych sygnałów wejściowych i wyjściowych, kluczowych dla operacji manualnych.

Często zadawane pytania (FAQ)
Jak mogę zagwarantować prawidłową konfigurację trybu ręcznego urządzenia DELEM DA-69S dla różnych materiałów?
Aby zapewnić dokładność, zawsze należy korzystać z bazy danych materiałów dostępnej w sterowniku DELEM DA-69S, aby wybrać właściwy rodzaj materiału i odpowiednie ustawienia. Ułatwia to automatyczną regulację parametrów maszyny, gwarantując precyzję i powtarzalność operacji gięcia.
Jakie kroki należy podjąć, jeśli tryb ręczny urządzenia DELEM DA-69S nie reaguje prawidłowo?
Zacznij od sprawdzenia połączeń, aby upewnić się, że wszystko jest prawidłowo podłączone. Sprawdź, czy na interfejsie nie ma aktywnych komunikatów o błędach. Jeśli problem nadal występuje, zapoznaj się z sekcją rozwiązywania problemów w instrukcji obsługi urządzenia DELEM DA-69S lub skontaktuj się z pomocą techniczną.
W jaki sposób tryb ręczny DELEM DA-69S zwiększa wydajność operatora?
Tryb ręczny DELEM DA-69S zwiększa wydajność dzięki intuicyjnej konfiguracji sterowania, informacji zwrotnej w czasie rzeczywistym oraz możliwości zapisywania często używanych ustawień. Skraca to czas poświęcany na ręczne regulacje i minimalizuje ryzyko błędów podczas pracy.
Wniosek
Konfiguracja trybu ręcznego DELEM DA-69S obejmuje szereg precyzyjnych kroków, które zapewniają optymalną wydajność i bezpieczeństwo maszyny. Postępując zgodnie z tymi krokami, możesz zwiększyć wydajność i zagwarantować wysoką jakość rezultatów w swoich projektach obróbki metali.
W celu uzyskania dalszych wskazówek lub wsparcia, prosimy o kontakt z naszym zespołem HARSLE. Prawidłowa konfiguracja i konserwacja są niezbędne dla zapewnienia trwałości i wydajności prasy krawędziowej. Przestrzegając tych wytycznych i regularnie przeprowadzając konserwację, można zminimalizować przestoje i poprawić wydajność produkcji. W celu uzyskania bardziej szczegółowego wsparcia lub w razie pytań, prosimy o kontakt z naszym zespołem.



