








Если вы только начинаете ЭСТУН Е300 Программирование, вы попали по адресу. Многие новички стремятся раскрыть потенциал этой универсальной системы управления, и моя цель — дать вам необходимые советы для начинающих. В этой статье я проведу вас через начальные этапы и поделюсь ключевыми идеями, которые помогут упростить ваш путь в программировании. Программирование ESTUN E300 известно своей эффективностью и гибкостью, и к концу этого руководства вы получите базовые знания, которые позволят вам максимально эффективно программировать. Независимо от того, хотите ли вы повысить точность или просто понять основы, это руководство составлено с учётом ваших потребностей.
Структура страницы
При работе с программированием ESTUN E300 понимание структуры страницы крайне важно для эффективной навигации. Включите устройство и подождите некоторое время; на экране автоматически отобразится начальная страница (пошаговая), как показано на рисунке 2-1.
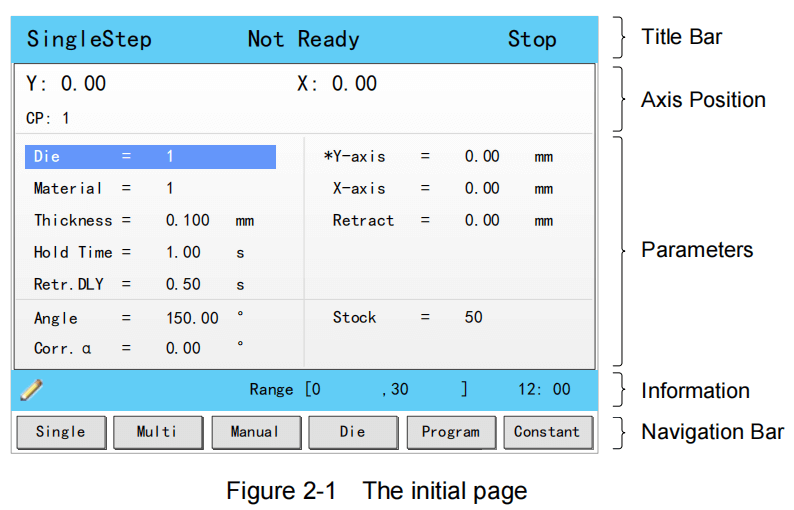
Строка заголовка
Эта область отображается на каждой странице, слева направо Название страницы, Состояние системы, и Режим работы по очереди.
- Имя страницы: отображается имя текущей страницы, например SingleStep, Мульти, Программа.
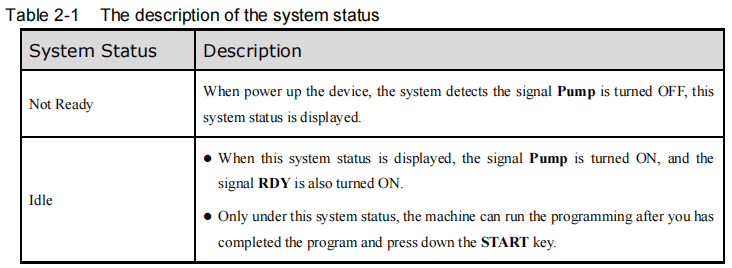
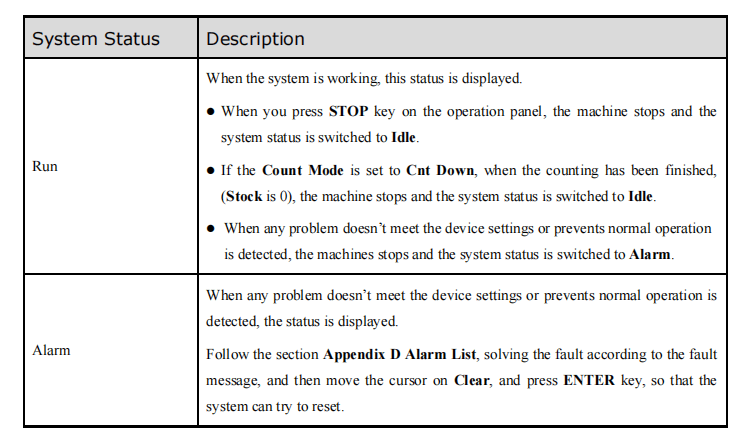
- Состояние системы: отображает текущее состояние системы. Существует шесть состояний системы, показанных в таблице 2-1.
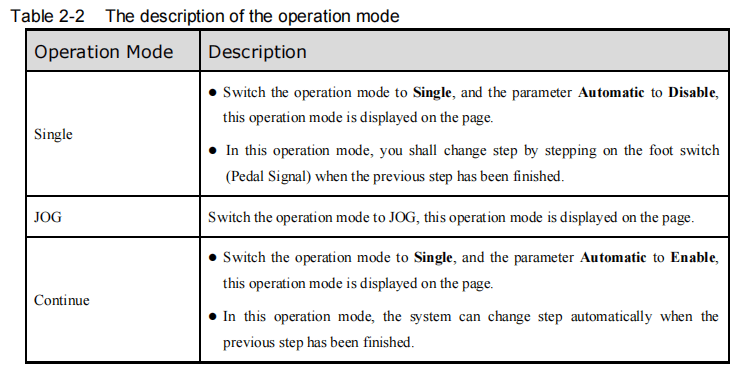
Режим работы: отображает текущий режим работы. Существует три режима работы, как показано в таблице 2-2.
Положение оси
При освоении программирования ESTUN E300 крайне важно понимать положение осей. Этот дисплей отображает текущие значения положения осей, что крайне важно для точного управления. Как правило, устройство E300 по умолчанию поддерживает стандартное управление осями X и Y. Для получения более расширенных функций рекомендуется обратиться в ESTUN.
Параметры
В этой области отображается информация о параметрах. Каждая страница имеет соответствующие параметры.
Информация
В этом разделе интерфейса программирования ESTUN E300 представлена подробная информация о каждом параметре, включая изменение значений и диапазонов. Справа также отображается системное время для удобства.
Панель навигации
Приступая к программированию ESTUN E300, важно ознакомиться с основами, такими как панель навигации. Этот раздел соответствует Ф1 к Ф6 Клавиши на панели управления позволяют легко переключаться между главными страницами. Для быстрого понимания обратитесь к описаниям в таблице 2-3 руководства пользователя. Эти основополагающие элементы помогут вам в освоении программирования ESTUN E300.
В таблице 2-3 приведены описания каждой главной страницы.

Ознакомившись со структурой этой страницы, вы лучше поймете, как работать с различными функциями и настройками в разделе «Программирование ESTUN E300», что обеспечит более удобный процесс программирования.
Одношаговый
Приступая к программированию ESTUN E300, вы можете запрограммировать этапы гибки с теми же настройками на начальной странице, которые обычно используются для быстрой гибки. Эта страница появляется сразу после включения устройства. Просто нажмите кнопку Ф1 ключ для входа в Одношаговый страницу, как показано на рисунке 2-3.
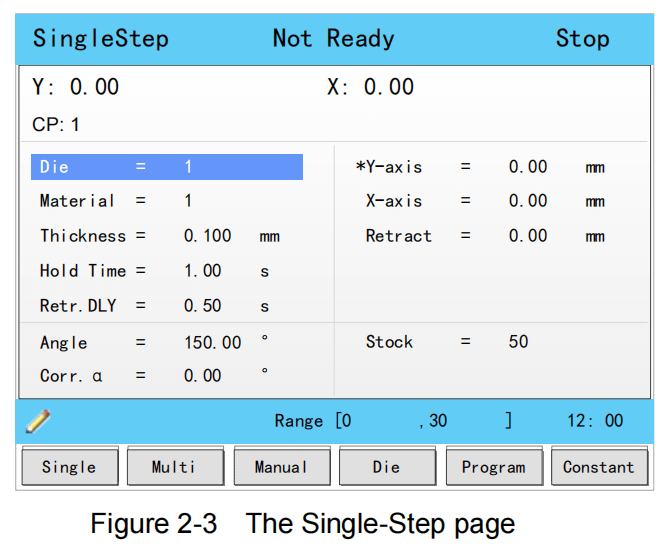
Для удобства использования в таблице 2-4 приведено описание параметров на этой странице, которое служит удобным справочником при редактировании этих параметров.


Пример
В контексте программирования ESTUN E300 давайте воспользуемся простым примером для иллюстрации процесса.
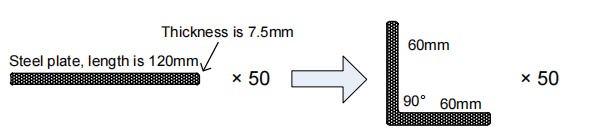
Рассмотрим программирование стальной пластины длиной 120 мм. Разобьём её следующим образом: ось X — 60 мм, угол изгиба 90° и толщина 7,5 мм. Угол загиба установлен на 50°. Выбираем программирование по указанному углу, предполагая, что ID штампа — 1.
Основываясь на опыте, мы включим дополнительные параметры, такие как время удержания 3, задержка отвода 2 и расстояние отвода 5. Выполните следующие краткие шаги для выполнения программы ESTUN E300:
- Перейдите к Die и введите 1.
- Перейти к Материал и введите 1.
- Перейти к Толщина и вход 7.5.
- Перейти к Время удержания и введите 3.
- Перейти к Возврат DLY и вход 2.
- Перейти к Ось X и тип 60.
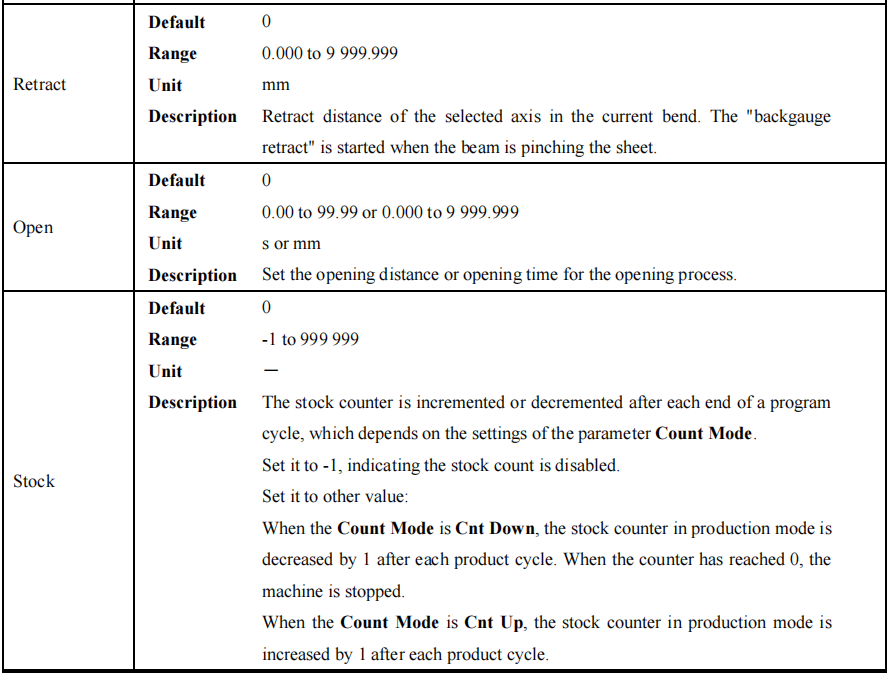
- Перейти к Отозвать и введите 5.
- Перейти к Угол и тип 90.
- Перейти к Запас и введите 50.
Предварительно убедитесь, что на странице «Константы» для параметра «Режим счёта» установлено значение «Счётчик вниз». Затем нажмите кнопку «ПУСК» на панели управления. Сервопривод начнёт позиционирование, что позволит вам начать производство, когда станок будет готов.
Многоступенчатый
Вы можете использовать ESTUN E300 Programming для настройки этапов гибки с различными параметрами, представленными на этой странице. Для сложных операций гибки, включающих несколько этапов, часто используется многоэтапное программирование. Чтобы получить доступ к Многоступенчатый страницу, просто нажмите кнопку Ф2 ключ, как показано на рисунке 2-4.
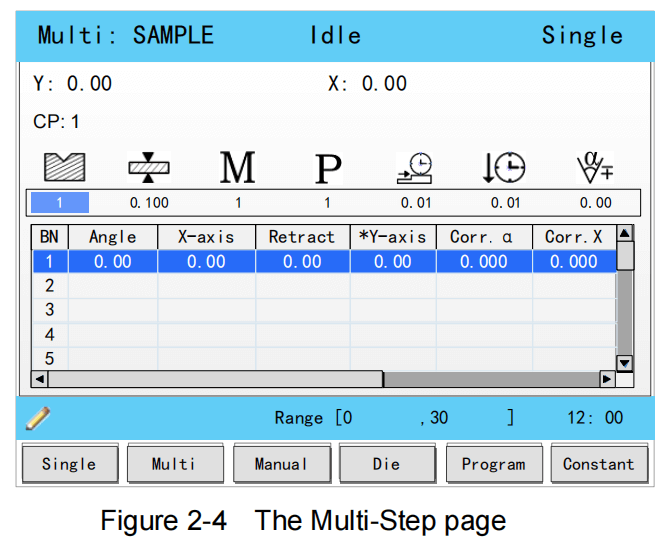
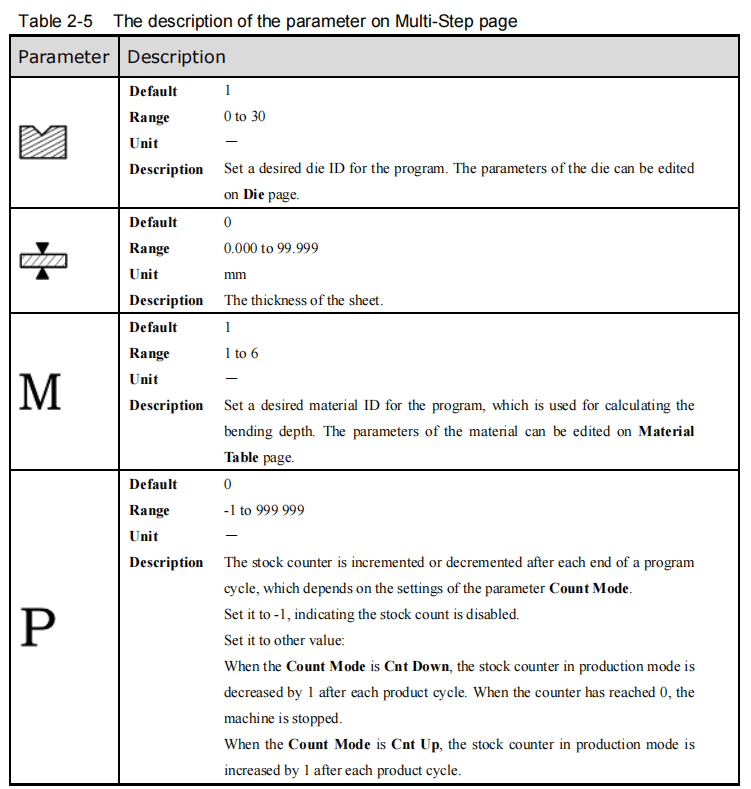
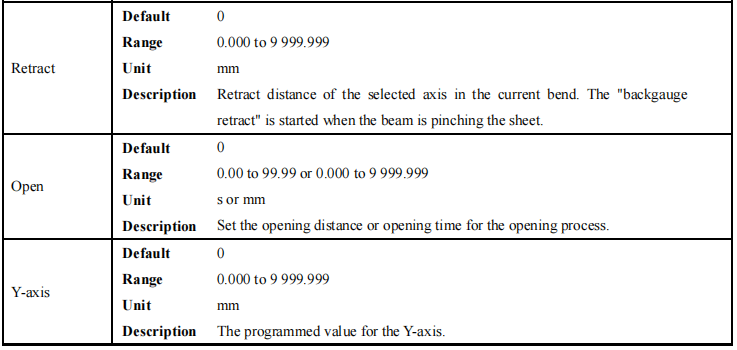
Описание параметров на этой странице приведено в таблице 2-5. Вы можете обращаться к этой таблице при редактировании параметров на этой странице.

Пример
Для описания программирования в качестве примера мы возьмем следующий процесс.

Предположим, вы работаете со стальной пластиной длиной 180 мм, разделенной на уголки 120 мм и 30 мм под углом 90°, и толщиной 7,5 мм. Процесс гибки включает два этапа: сталь, один угол гибки по оси X 30°, другой — 120°, постоянный угол гибки 90°, толщина 7,5 мм, запас 50 мм.
Мы решили запрограммировать процесс по заданному углу, и предположим, что матрица ИДЕНТИФИКАТОР равно 1.
Можно настроить дополнительные параметры, например, установить время удержания на 3 секунды, задержку отвода на 2 секунды и расстояние отвода на 5 мм.
Вот упрощенный процесс настройки вашей программы:
- Переместите курсор на Die и введите 1.
- Для Толщина, вход 7.5.
- Под Материал, вход 1.
- Набор Запас до 5.
- Вход 2 для Возврат DLY.
- Используйте 3 для Время удержания.
- В Угол раздел, где BN равен 1, введите 90.
- Для Ось X где BN равно 1, тип 30.
- В разделе «Откат» где БН 1, тип 5.
- Подтвердите, нажав кнопку ВХОДИТЬ ключ.
- Диалоговое окно предложит вам создать новый шаг гибки; нажмите ХОРОШО.
- Для БН 2, введите 120 на Ось X.
- Набор Отозвать для БН 2–5.
- Начните процесс, нажав кнопку НАЧИНАТЬ клавишу на панели управления.
Используя этот базовый обзор программирования ESTUN E300, сервоось сама позиционируется, и как только она будет готова, можно начинать производство.
Ручное движение
Приступая к программированию ESTUN E300, крайне важно понимать принципы ручного управления. Сервооси, управляемые серводвигателем, можно перемещать вручную с помощью клавиш со стрелками на панели. Руководство Эта операция не требует запуска устройства, что делает её идеальной для настройки или ввода в эксплуатацию.
Чтобы получить доступ к Руководство страницу, просто включите устройство и позвольте ему отобразить экран по умолчанию, затем нажмите кнопку Ф3 ключ, как показано на рисунке 2-5.

- Нажмите клавиши со стрелками ВВЕРХ и ВНИЗ для выбора желаемой оси сервопривода.
- Нажмите клавиши со стрелками ЛЕВЫЙ и ВЕРНО выбрать правильное направление движения.
Эти основополагающие знания в программировании ESTUN E300 помогают обеспечить точную настройку с самого начала.
Настройки штампа
Для программирования процесса по заданному углу необходимо задать параметры штампа. Нажмите кнопку Ф4 ключ для входа в Умереть страницу, как показано на рисунке 2-6.
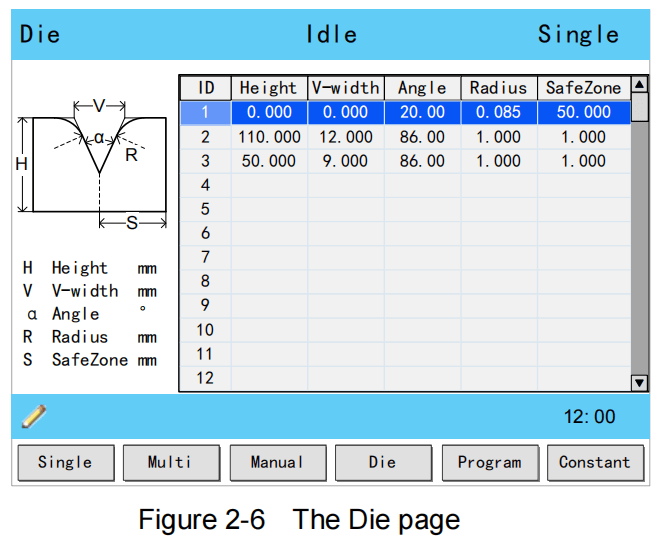
- Нажмите клавиши со стрелками ВВЕРХ и ВНИЗ чтобы выбрать нужный кубик ИДЕНТИФИКАТОР.
- Нажмите клавиши со стрелками ЛЕВЫЙ и ВЕРНО для выбора необходимого параметра штампа.
- Нажмите ЧИСЛОВОЙ клавиши для ввода правильного значения.
Схема технических параметров штампа представлена на рисунке 2-7.

- H: Высота штампа, используемая при расчете глубины гиба.
- V: Длина V-образного раскрытия, то есть расстояние между соприкасающимися пересекающимися линиями.
- α: Угол наклона игральной кости.
- R: Радиус кромок V-образного выреза.
- S: Безопасное расстояние, которое будет использоваться при установке оси R. Это необходимо для предотвращения столкновения пальца с матрицей. Указанное минимальное значение автоматически рассчитывается на основе размеров матрицы следующим образом: S = FS + V/2, где: FS = плоская часть на задней стороне V-образной канавки, V = величина раскрытия.
Коррекция изгиба
При программировании ESTUN E300 правильное управление коррекцией гибки имеет решающее значение для достижения точных результатов гибки. Перед началом обработки необходимо правильно настроить станок. Запрограммировав процесс гибки на странице «Пошаговый» и выполнив один цикл, вы можете измерить фактический угол гибки, глубину гибки и расстояние до заднего упора. Это поможет вам определить, соответствуют ли результаты гибки вашим требованиям.
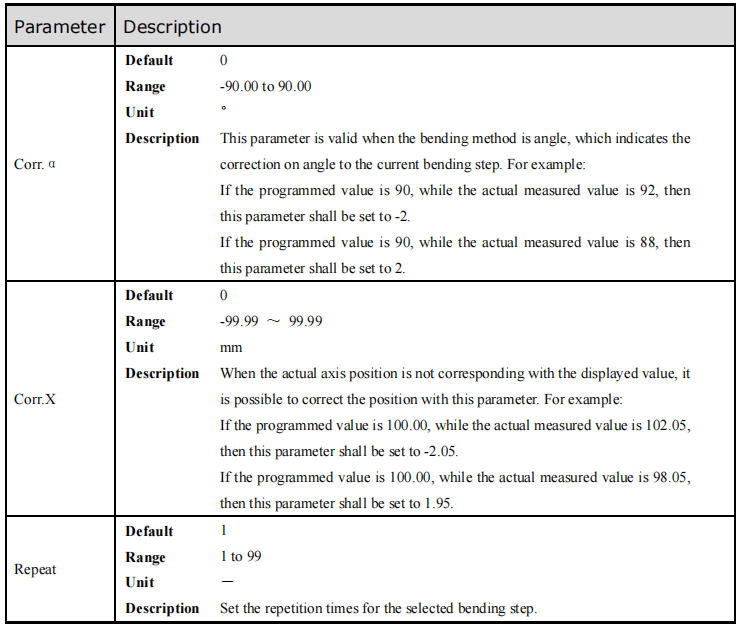
Коррекция угла
Диапазон параметров коррекции угла в программировании ESTUN E300 составляет от -90 до 90. Если фактическое положение оси не соответствует отображаемому значению, можно внести исправления. Например, если запрограммированное и отображаемое значение равно 90, а фактическое положение равно 92, установите значение коррекции α равным -2. И наоборот, при положении 88 установите значение коррекции α равным 2 для корректировки.
Коррекция по оси Y
Коррекция по оси Y в программировании ESTUN E300 также включает тонкую настройку с диапазоном параметров от -99,999 до 99,999. Повторяя настройку коррекции по оси Y, накапливая опыт и измеряя глубину на градус, вы сможете программировать по глубине и корректировать коррекцию по оси Y по мере необходимости. Этот итеративный процесс гарантирует, что результат гибки будет соответствовать вашим требованиям.
Коррекция по оси X
Аналогично, коррекция по оси X тесно связана с угловой коррекцией. Диапазон коррекции в ESTUN E300 составляет от -99,999 до 99,999, что упрощает настройку. Например, если запрограммированное значение 100,00 даёт фактическое положение 102,05, установите значение коррекции по оси X на -2,05. В качестве альтернативы, для фактического положения 98,05 необходимо установить значение коррекции по оси X на 1,95. Выполнение этих шагов обеспечит точность программирования.
Машина может остановиться в любой момент при одношаговой гибке, и затем вы можете изменить запрограммированное значение оси X, таким образом Корр. X В одношаговом программировании это не обязательно. Однако в многошаговом программировании есть несколько этапов гибки, и Корр. X назначается каждому шагу.
Часто задаваемые вопросы (FAQ)
Как устранить распространенные ошибки при программировании ESTUN E300?
Для устранения ошибок при программировании ESTUN E300 обратитесь к кодам ошибок и описаниям, представленным в руководстве. Убедитесь, что все соединения надежны и настройки заданы правильно. Раздел руководства, посвященный устранению неполадок, также может помочь в решении часто возникающих проблем.
Как можно повысить точность выходных данных программирования ESTUN E300?
Повысить точность программирования ESTUN E300 можно путём регулярной калибровки оборудования. Убедитесь, что все параметры установлены правильно, и отрегулируйте их в соответствии с вашими конкретными требованиями. Регулярное техническое обслуживание и обновление программного обеспечения также помогут поддерживать точность.
Заключение
Освоение основ программирования ESTUN E300 может значительно повысить эффективность и точность использования этой системы управления. Мы рассмотрели важные советы для начинающих, включая понимание интерфейса, упрощение сложных задач и устранение распространённых неполадок. Сосредоточившись на этих ключевых аспектах, вы заложите прочную основу для более продвинутых методов программирования.
Чтобы расширить свои навыки или решить конкретные задачи, рекомендую ознакомиться с нашими обширными ресурсами или обратиться к нашей команде экспертов. Для получения более подробных рекомендаций или персональной помощи свяжитесь с нами или изучите нашу дополнительную документацию для дальнейшего обучения.



