








Программирование ESA S630 играет ключевую роль в повышении эффективности гибки металла. Если вам интересно узнать, как это программирование может оптимизировать процессы гибки и повысить общую производительность, вы попали по адресу.
В этой статье я расскажу, как программирование ESA S630 может значительно повысить эффективность гибки, подробно рассмотрев его функции и преимущества. Независимо от того, являетесь ли вы опытным профессионалом или новичком в программировании ЧПУ, это руководство предоставит вам всю необходимую информацию для максимального повышения эффективности гибки с помощью ESA S630.
Полный список программ гибки
Модуль программирования ESA S630 предлагает широкий спектр программ, разработанных для оптимизации гибочных операций в различных условиях. Ниже представлен обзор различных типов программ и их областей применения:
- Управление списком программ:
Доступ к списку программ осуществляется через специальное меню. Этот список представляет собой упорядоченный список доступных программ, а подробные данные о них доступны с помощью курсора.
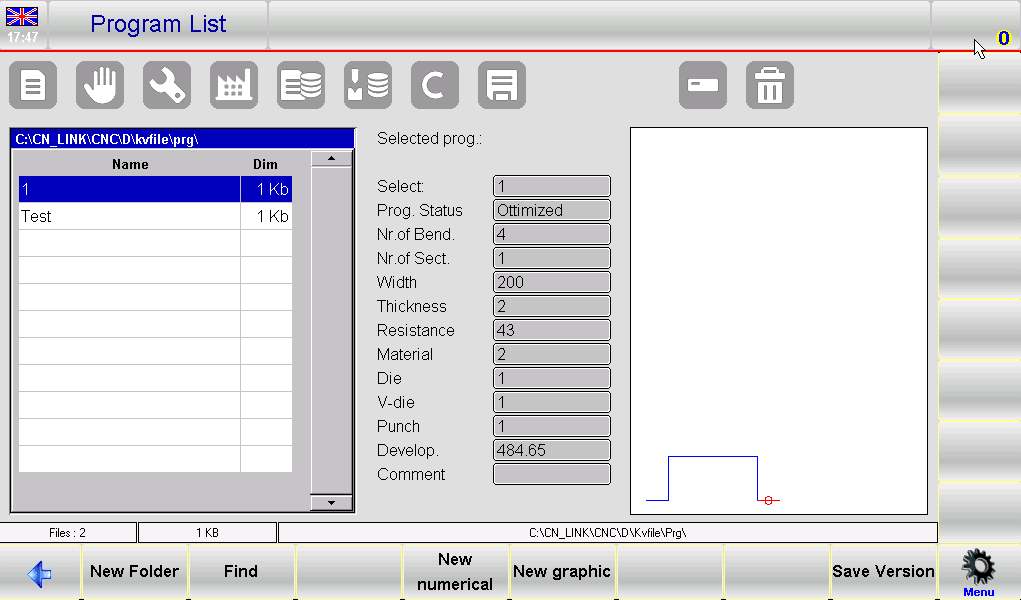
Для эффективной навигации по списку используйте полосу прокрутки.
2. Создание и настройка программы:
- Новая папка: Организуйте свои программы, создав новые папки для удобства управления.
- Новые числовые и новые графические программы: Создавайте новые программы на основе числовых данных или визуальной графики, повышая точность и наглядность сложных операций.
- Функции копирования и переименования: Быстрое дублирование программ с новыми именами, что позволяет легко вносить изменения и адаптировать их к конкретным требованиям гибки.
- Предварительный просмотр и редактирование программы:
Включите предварительный просмотр программ для визуализации графических программ. Эту функцию можно отключить, если вы предпочитаете упрощённый вид. Выполняйте редактирование, например переименование или копирование, прямо из меню, что упрощает процесс управления.
3. Резервное копирование и передача данных:
Сохраняйте программы на USB-устройстве для переноса между различными станками или для резервного копирования. Эта функция обеспечивает стабильную поддержку гибочных операций независимо от местоположения.
Сохраняйте или удаляйте несколько программ одновременно с помощью специальных опций, обеспечивая эффективное управление данными.
Чтобы изменить рабочую единицу с помощью программирования ESA S630, выполните следующие действия:
- Нажмите кнопку, чтобы получить доступ к Список программ.
- Перейдите к Меню нажав соответствующую кнопку.
- Выберите вариант 5, чтобы Изменение рабочего драйва.
- Пальцем выберите рабочий диск из отображаемого списка.
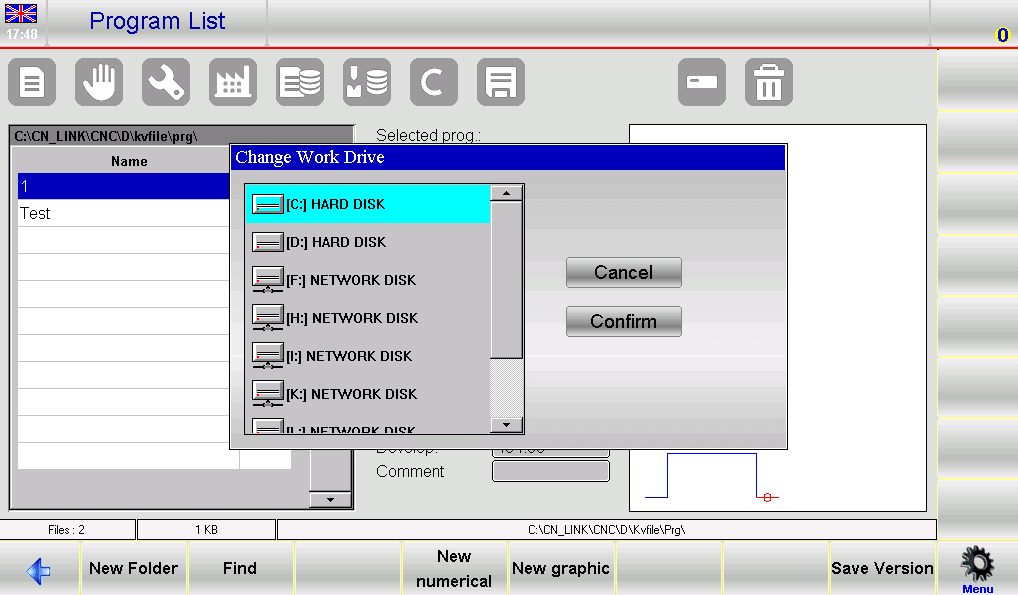
Такая последовательность обеспечивает эффективное использование программирования ESA S630, улучшает процесс настройки и поддерживает оптимальную производительность машины.
Числовой и графический ввод программы
Ввод числовой программы
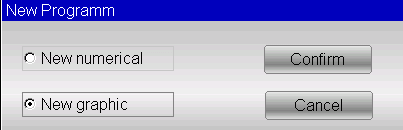
Чтобы ввести новую числовую программу, нажмите [Новая программа] на странице редактора числовой программы и выберите [Новый числовой]:
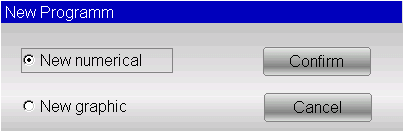
Или его можно создать из списка программ, нажав и [Новый числовой] .
Программирование ESA S630 значительно оптимизирует операции гибки, упрощая выполнение ключевых задач. Вот краткое руководство:
- Установка данных детали
Откроется окно для ввода данных программы:
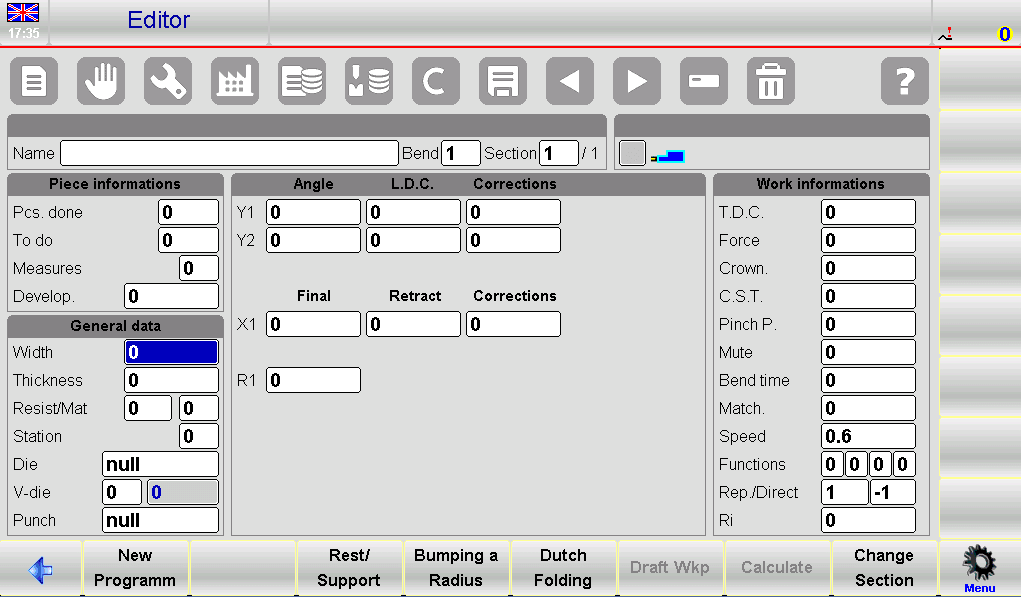
- Ширина металлического листа: Нажмите на поле, введите ширину и выберите [Ok].
- Толщина металлического листа: Аналогично введите толщину.
- Значения сопротивления:
- Алюминий: 0-30
- Железо: 31-50
- Нержавеющая сталь: >50
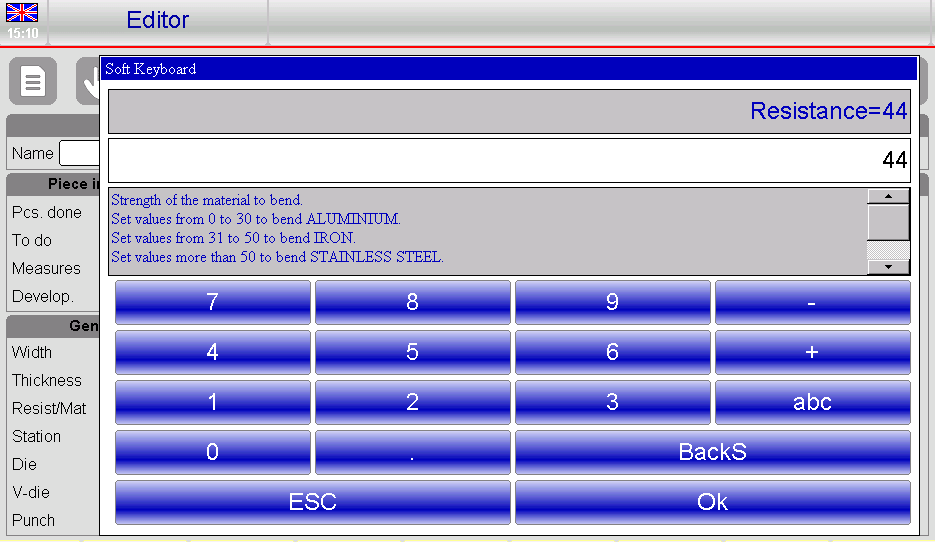
- Автоматический расчет материалов: Система рассчитывает материал на основе сопротивления, сокращая ручной ввод.
- Настройка рабочей станции: Введите номер станции, если применимо; в противном случае оставьте 0.
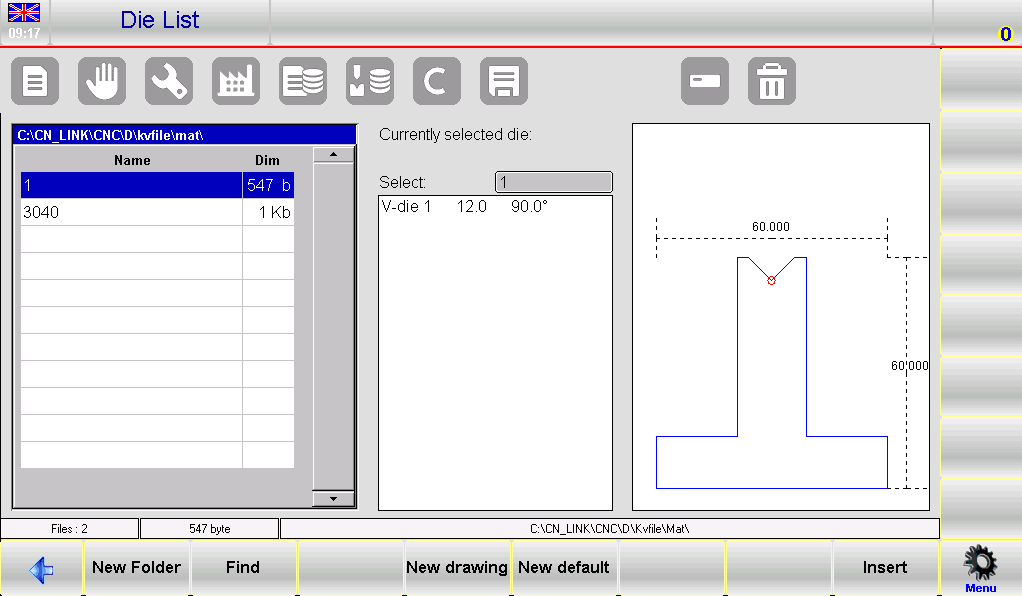
- Выбор штампа и V-образного штампа:
- Выберите кубик из списка, коснувшись поля, прокрутив и нажав [Вставить].
- Выберите соответствующий V-образный штамп, если их несколько; если только один, введите 1.
- Выбор пуансона: Аналогичным образом выберите пуансон, открыв список, прокрутив его и нажав [Вставить].
2. Установка и регулировка изгибов
- Введите желаемый угол изгиба в поле Угол Y1 поле.
- Установите длину изгиба в поле Финал X1.
- Данные рассчитываются автоматически, но их можно настраивать.
3. Управление рабочими данными
- Доступ 7>>Информация о работе для обзора ВМТ, отключение звука, и Точка защемления данные.
- Выйти, выбрав [Ok].
4. Операции по изгибу
- Копировать изгиб: Перейдите к целевому изгибу, откройте меню и выберите5>> Копировать шаг.
- Вставить изгиб: Позицию после точки входа выберите4>> вставить шаг.
- Введите скопированный изгиб: Поместите его перед целевым изгибом, выполнив аналогичные действия.
5. Радиусные и специальные изгибы
- Используйте [Удар по радиусу] для ввода углов и радиусов прокатки, подтверждая нажатием [Подтверждать].
- Регулировать Голландская складчатость и конусность путем изменения LDC и нижних мертвых точек в Y1 и Y2.
6. Обработка специализированных приложений
- Конические изгибы: Введите конические углы через [Конический] функция.
- Изгибы вне V-образной формы: Введите конечные значения в LDC Y1/Y2 и обеспечьте более высокие точки сжатия и отключения звука.
7. Управление программой
- Сохраняйте программы с помощью 2>> Сохранить как…. для новых вариантов существующих программ.
При изменении инструмента в проекте программирования ESA S630 выполните следующие действия для обновления программы:
- Скачать: Получите доступ к программе из вашего списка и загрузите ее.
- Открытый редактор: Перейдите на страницу редактора и откройте меню.
- Программа обновления: Выбирать 3>> Обновление программы чтобы открыть окно обновления.
- Пересчитать: Щелкните [Ok] пересчитать все данные, обеспечив внесение исправлений.
- Сохранять: При необходимости сохраните обновленную программу.

Эти эффективные методы с использованием программирования ESA S630 позволяют повысить точность и сократить количество ошибок, оптимизируя операции гибки.
Ввод графической программы (опционально в модели S630)
Чтобы войти в новую графическую программу, нажмите [Новая программа] на странице редактора числовой программы и выберите [Новый графика]:
Или его можно создать из списка программ, нажав и [Новая графика] .
- Настройка общих данных
При использовании ESA S630 Programming ввод правильных общих данных необходим для доступа к функции рисования. Выполните следующие действия:
- Детали металлического листа:
- Введите ширина и толщина, выбрав каждое поле и подтвердив нажатием [Ok].
- Входной материал сопротивление; система рассчитывает свойства на основе этого.
- Настройка инструмента и станции:
- Введите номер рабочей станции или оставьте 0, если вы одна.
- Выберите и вставьте кубик из списка.
- Укажите V-образный штамп (введите 1, если только один).
- Установка ориентации матрицы и пуансона (0 = стандартный, 1 = повернутый на 180°).
- Выберите и вставьте пуансон из списка.
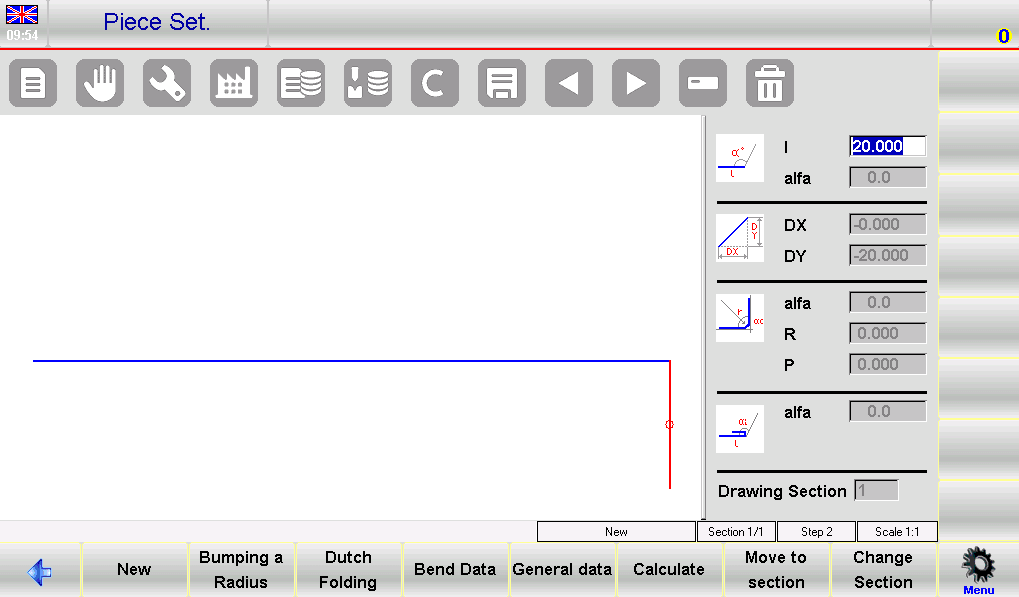
2. Окно рисования
Откроется страница окна чертежа.
- Левый: Главное окно чертежа.
- Верно: Четыре окна ввода данных для:
- Данные полярного чертежа
- Данные чертежей в декартовой системе координат (обычно не используются)
- Радиусные изгибы
- Голландские фальцевые сгибы (подгибка)
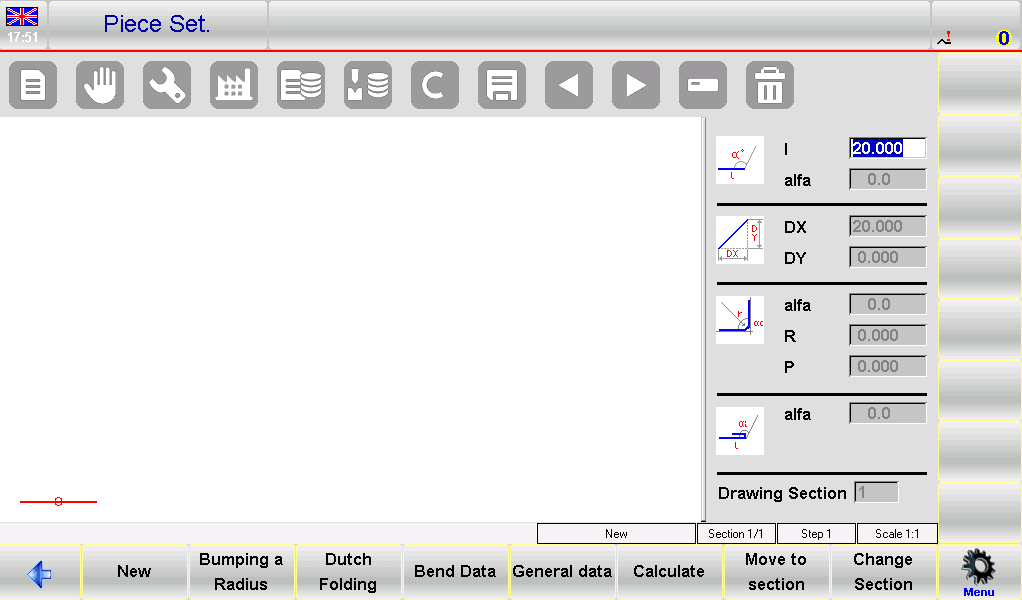
3. Процесс ввода:
- Начало в Набор деталей страница, где первый сегмент по умолчанию равен 20,0 мм.

- Измените это, выбрав поле «l», чтобы открыть «программную клавиатуру».
- После подтверждения изменений приступайте к настройке полярного рисунка «альфа» с помощью углов «Виртуальной клавиатуры».

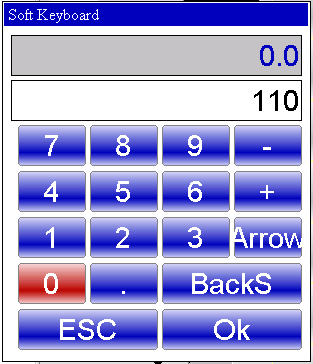
- Установите предопределенные углы или введите пользовательские, затем перейдите к следующему полю длины, чтобы продолжить проектирование.
4. Последовательность изгибов
- Доступ к АВТОМАТИЧЕСКОЙ графической странице.
- Выбирать0>> Последовательность изгиба эффективно преодолевать различные повороты и маневрировать.
5. Изменить цвет фона
- Откройте меню со страницы АВТОМАТИКА.
- Выбирать 1>> Изменить цвет для визуальной настройки.
6. 3D-просмотрщик (опционально)
- Доступ к 3D-виду со страницы АВТОМАТИЧЕСКИЙ. Выберите элемент 3>> 3D-просмотрщик.
- Переключение между 3D и 2D-виды по мере необходимости.
7. Реализовать рисунок детали
Предположим, нам нужно нарисовать деталь, показанную на рисунке ниже:

- Настраивать: В окне чертежа введите начальную длину отрезка (например, 20,0) в поле «l» и нажмите [Ok].
- Ввод угла и длины:
- Введите первый угол (120,0°) в поле «альфа» и подтвердите, нажав [Ok].
- Продолжайте автоматическое рисование следующей длины. Убедитесь, что она выделена.
- Введите вторую длину (47,11) в поле «l» и подтвердите.
- Последовательные записи:
- Введите следующий угол (-120,0°) в поле «альфа«поле и пресса» [Ok].
- Продолжайте вводить третью длину (70,0) в поле «l».
- Установите третий угол (-90,0°) с помощью программирования ESA S630 и подтвердите ввод.
- Завершение:
- Введите четвертую длину (40,0), а затем ее угол (90,0°) с помощью «альфа" поле.
- Добавьте пятую и последнюю длину (30,0), чтобы завершить процесс рисования.
8. Реализовать радиусный изгиб
Чтобы выполнить радиусный изгиб, необходимо учитывать, что согласно соглашению до и после радиуса должна быть определенная длина металлического листа.
Предположим, нам нужно нарисовать деталь, показанную на рисунке ниже:
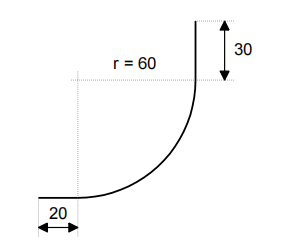
Чтобы эффективно создать радиусный изгиб с помощью программирования ESA S630, выполните следующие краткие шаги:
- Длина инициализации: Введите начальную длину детали (например, 20,0) в поле «I» и нажмите [Ok].
- Установить параметры радиуса:
- Выбирать [Удар по радиусу] чтобы открыть настройки радиуса.
- Введите угол наклона (например, 90,0°) в поле «альфа» и нажмите [Ok].
- Введите радиус качения (например, 60,0) в поле «R» и подтвердите.
- Определить шаг: Укажите шаг качения в поле «P» и нажмите [Ok]. Система продолжит работу автоматически.
- Длина финализации: Введите окончательную длину детали (например, 30,0) в поле «I» и подтвердите нажатием [Ok].
9. выполнить голландскую фальцовку (подгибку)
Предположим, нам нужно нарисовать деталь, показанную на рисунке:

- Первоначальная запись: Введите длину подшитой стороны (30,0) в поле «l».
- Голландское складывание:
- Нажмите [Ok] и выберите [Голландское складывание].
- Установите угол сгиба (45,0°) в поле «альфа" поле.
- Автоматизированное рисование: Подтвердите, нажав [Ok], чтобы автоматически нарисовать и выделить следующую длину.
- Дополнительные длины и углы: Введите последующие длины (100,0) в «I» и задайте углы (-90,0°) в «альфа”.
- Заключительные шаги: Введите длину последней стороны (22,0) в поле «I» и дополните [Ok].
Расчеты последовательности гибки: автоматические и ручные
Выбор подходящего метода расчёта последовательности гибки на листогибочных прессах с ЧПУ может существенно повлиять на эффективность. Ниже представлено краткое сравнение автоматических и ручных методов с пояснениями того, как программирование ESA S630 оптимизирует этот процесс.
Автоматический расчет
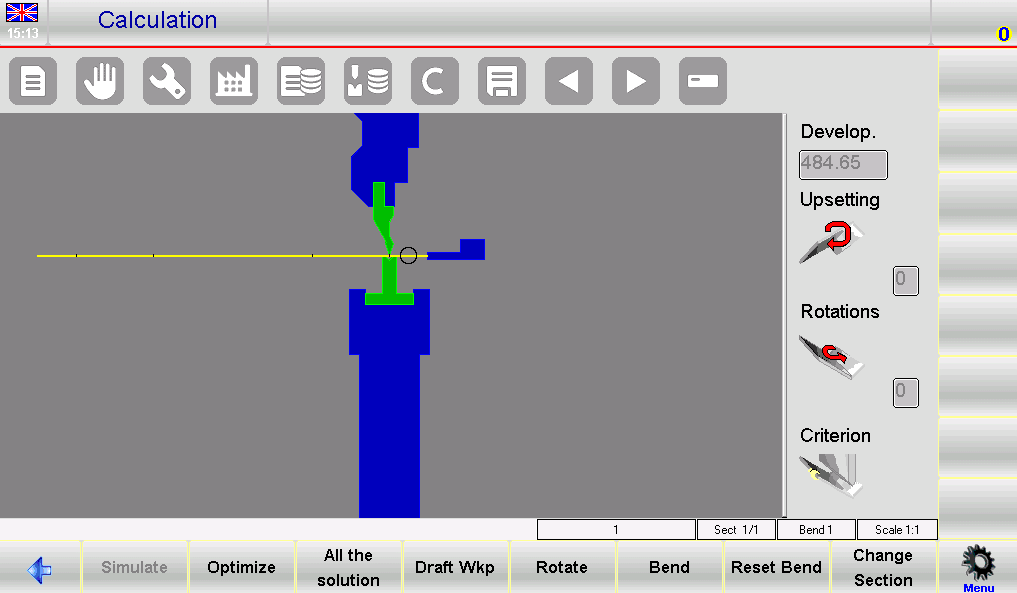
- Процесс: Инициируйте через страницу рисования, нажав [Рассчитать]. Симуляция отображает настройку для гибки.
- Оптимизация: Программирование ESA S630 автоматически определяет оптимальную последовательность нажатия [Оптимизировать].
- Преимущества:
- Эффективность: Сокращение количества ошибок и времени цикла за счет оптимальной последовательности.
- Безопасность: Уделяет первостепенное внимание безопасности оператора, выбирая последовательности, которые позволяют удерживать больше материала в безопасных зонах обработки.
Ручной расчет
- Процесс: Операторы вручную задают последовательности со страницы чертежа.
- Гибкость: Позволяет полностью или частично контролировать последовательность, подходит для сложных изгибов.
- Преимущества:
- Контроль: Обеспечивает большее прямое влияние на процесс выполнения индивидуальных операций.
- Решение проблем: Обеспечивает точную регулировку при прохождении сложных поворотов.
Когда использовать каждый метод
- Автоматический: Лучше всего подходит для последовательных и простых задач, где эффективность имеет решающее значение.
- Руководство: Идеально подходит для сложных или нестандартных задач, требующих детального контроля и решения проблем.
Программирование ESA S630 превосходно работает в обоих методах, предлагая улучшенную автоматическую оптимизацию по сравнению со старыми моделями, такими как S540, тем самым повышая эффективность гибки и адаптивность.
Эффективное изгибание коробок
Чтобы точно согнуть коробку с помощью программирования ESA S630, выполните следующие упрощенные действия:
- Настройка секции гибки:
- Создайте две программы: Используйте ESA S630 Programming для создания отдельных программ для горизонтальных и вертикальных гибов. Выполняйте их последовательно, начиная с участка с наименьшей шириной листа.
- Управление разделом:
- Добавить разделы: Нажмите [Изменить раздел] чтобы добавить новый раздел.
- Удалить разделы: Перейдите в раздел, откройте меню и выберите 6>> Удалить раздел чтобы снять его и вернуться к изгибу 1 секции 1.
- Решение общих проблем:
- Несоосность: Используйте функцию моделирования ESA S630 для проверки последовательности изгибов и правильного выравнивания.
- Время цикла: Оптимизируйте порядок операций в программировании ESA S630, чтобы свести к минимуму необходимость повторного позиционирования и сократить время цикла.
Благодаря этим кратким шагам программирование ESA S630 обеспечивает точную и эффективную гибку коробок.
Часто задаваемые вопросы (FAQ)
Каким образом программирование ESA S630 позволяет сократить отходы материалов во время эксплуатации?
Используя программирование ESA S630, операторы могут моделировать процесс гибки перед началом работы. Это позволяет вносить коррективы и выполнять тонкую настройку, минимизируя ошибки и тем самым уменьшая количество образующегося брака.
Можно ли интегрировать программирование ESA S630 с существующим оборудованием ЧПУ?
Да, система программирования ESA S630 совместима с различными станками с ЧПУ. Убедитесь, что ваш станок соответствует системным требованиям для полной интеграции. Ознакомьтесь с руководством по программному обеспечению или обратитесь в службу поддержки за рекомендациями.
Каковы некоторые общие советы по устранению неполадок программирования ESA S630?
Если у вас возникли проблемы с программированием ESA S630, сначала убедитесь, что установлены все обновления программного обеспечения. Проверьте соединение между станком с ЧПУ и программным обеспечением. Перезагрузите компоненты и обратитесь к разделу по устранению неполадок в руководстве пользователя. Если проблема не устранена, обратитесь в службу технической поддержки за помощью.
Заключение
Подводя итог, можно сказать, что освоение программирования ESA S630 может значительно повысить эффективность гибки, обеспечивая точность и стабильность результатов. Важнейшие этапы включают в себя правильную подготовку рабочей среды, точную настройку и калибровку станка, а также соблюдение рекомендаций производителя по инструментам и эксплуатации. Соблюдение этих рекомендаций позволит вашей производственной линии повысить эффективность и сократить количество отходов, что в конечном итоге повысит общую производительность.
Для получения более подробной информации или индивидуальной поддержки обращайтесь к нашей команде HARSLE. Мы готовы ответить на любые вопросы и предоставить дополнительные ресурсы для дальнейшего повышения эффективности ваших гибочных операций. Ознакомьтесь с другими нашими документами, чтобы продолжить оптимизировать работу вашего листогибочного пресса.



