








Ручной режим DELEM DA-66S предоставляет пользователям гибкость для выполнения точных операций гибки независимо от автоматических настроек. В ручном режиме операторы могут полностью контролировать процесс гибки, настраивая параметры для каждого задания. Этот режим идеально подходит для задач, требующих особых настроек, которые могут быть недоступны при использовании автоматических настроек.
В этой статье мы подробно рассмотрим основные функции ручного режима DELEM DA-66S и предоставим вам комплексное руководство по повышению производительности и качества работы вашей машины.
Обзор ручного режима
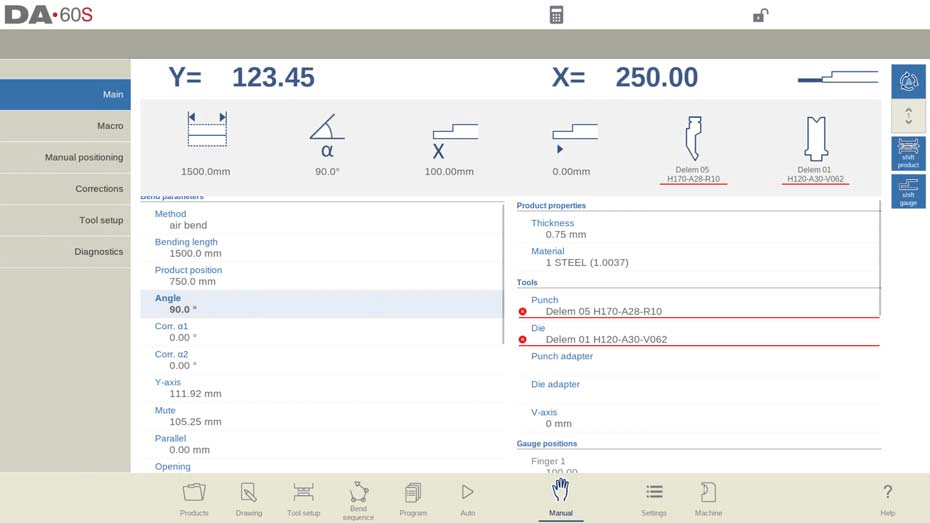
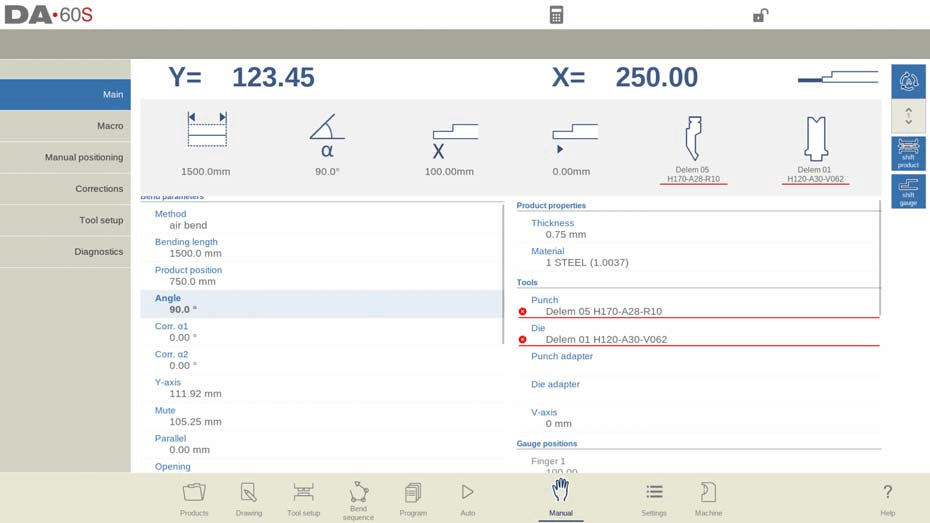
Ручной режим DELEM DA-66S предоставляет пользователям возможность вручную управлять листогибочный пресс, независимо от предустановленных программ. Перейдя в ручной режим, вы можете в режиме реального времени отслеживать положение ключевых осей, таких как ось Y и главная ось X, на экране. Эти индикаторы обеспечивают правильное совмещение контрольных маркеров с запрограммированными значениями для точной гибки.
В ручном режиме программируются параметры для одного гиба. Этот режим полезен для тестирования, калибровки и выполнения одиночных гибов.
Ручной режим независим от автоматического режима и может программироваться независимо от программ в памяти.
В верхней части экрана ручного режима отображается текущее положение оси Y и основной оси X. Все остальные оси и функции перечислены по одному в двух столбцах ниже. Подсветка значений осей Y и X означает, что контрольные маркеры этих осей найдены и установлены правильно относительно запрограммированных значений.
Над осями и функциями расположены крупные значки (плитки) с соответствующими значениями, отображающими наиболее используемые из них. Эти плитки можно выбирать и изменять значения.

Ниже приведен список доступных параметров в ручном режиме.
Параметры изгиба
Метод
Выберите необходимый метод гибки. Система управления поддерживает следующие стандартные методы:
• Воздушный изгиб
• Дно
• Подшивание
• Подгибка и подгибка

Более подробно методы изгиба описаны в режиме «Программа».
Метод отклонения
Динамика: Коррекция будет контролироваться автоматически в режиме реального времени во время гибки, при необходимости внося соответствующие коррективы.
Нединамичный: Прогибание будет вести себя как стандартное гидравлическое прогибание; коррекция в реальном времени осуществляться не будет.
Длина изгиба
Запрограммируйте длину гиба листа.
Позиция продукта
Абсолютное значение положения изделия по оси Z. Левая сторона станка — нулевая точка отсчёта.
Угол
Угол сгиба.
Корр.α 1, Корр.α 2
Коррекция угла изгиба.
Поправку угла следует вводить, как показано в следующих примерах:
Запрограммированное значение 90 градусов. Измеренное значение 92 градуса. Затем необходимо запрограммировать Corr.α на -2.
Запрограммированное значение 90 градусов. Измеренное значение 88 градусов. Затем необходимо запрограммировать Corr.α на +2.
Открытие подола
Загиб кромки можно выполнить с определённым расстоянием между двумя фланцами. Значение раскрытия кромки будет использовано для расчёта положения балки в процессе загибки.
По умолчанию этот параметр имеет значение параметра режима настроек «Отверстие подгиба по умолчанию».
Быстрая подшивка
При включении функции быстрого загибания кромки ось Y будет двигаться вниз с высокой скоростью, как только она окажется ниже верхней части штампа, до достижения отверстия для загрузки кромки. Это сократит время цикла, особенно при загибании кромки с помощью U-образного штампа.
Доступно только в том случае, если это разрешено производителем машины.
Корр.Ю.
Коррекция положения оси Y, в случае если выбрано дно.
Ось Y
Запрограммированное или рассчитанное значение оси Y для реализации определенного угла.
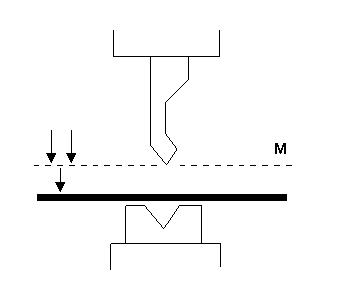
Немой
Точка последовательности, в которой ось Y переключается со скорости быстрого закрытия на скорость прессования. Она программируется здесь как значение положения оси Y. Запрограммированное значение — это точка оси Y над листом.
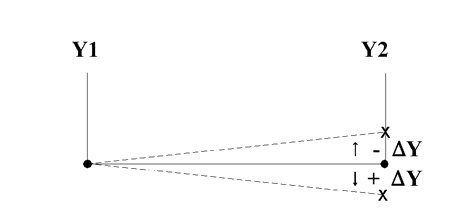
Параллельный
Разница между левым и правым цилиндрами (Y1 и Y2). При положительном значении правая сторона ниже. При отрицательном значении правая сторона выше. Запрограммированное значение действует ниже точки фиксации.
Открытие
Этот параметр определяет величину зазора между пуансоном и матрицей после гибки. Положительное значение соответствует зазору выше значения Mute, отрицательное — ниже значения Mute.
Если вы хотите ограничить время обработки продукта, вы можете запрограммировать небольшое положительное или отрицательное значение.
Сила
Сила
Запрограммированное усилие, прикладываемое во время нажатия.
Время выдержки
Время удержания пуансона в точке изгиба.
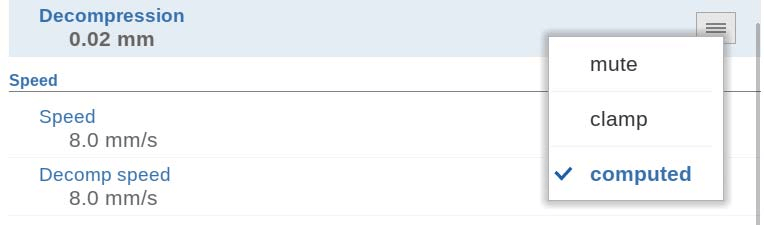
Декомпрессия
Расстояние декомпрессии после изгиба для сброса рабочего давления из системы. Расстояние декомпрессии можно задать в определённой точке цикла. Стандартно расстояние декомпрессии рассчитывается как минимально необходимое значение. Дополнительно можно выбрать Mute (расчётную точку отключения звука) или Clamp (расчётную точку фиксации). Оба варианта имеют большее расстояние, чем расчётное.
Скорость
Скорость
Скорость прессования, скорость оси Y во время гибки.
Скорость разложения
Скорость декомпрессии — это программируемая скорость луча на дистанции декомпрессии.
Функции
Ждать отзыва
В случае отвода позвольте оси Y подождать, пока отвод не будет завершен, да или нет.
Нет: отвод начинается, когда ось Y проходит точку зажима, ось Y не останавливается.
Да: когда ось Y достигает точки зажима, ось Y останавливается и начинается отвод. После завершения отвода ось Y продолжает движение.
Свойства продукта
Толщина
Запрограммируйте толщину листа.
Материал
Выбор одного из запрограммированных материалов, используемых для расчёта глубины гибки. В системе управления предусмотрено 4 предустановленных материала. Всего в системе можно запрограммировать 99 материалов. Выбор материалов осуществляется на странице «Материалы» в режиме настроек.

Инструменты
Ударить кулаком
Имя (ID) выбранного пуансона. Нажмите, чтобы изменить или выбрать из библиотеки пуансонов.
Умереть
Имя (ID) выбранного штампа. Нажмите, чтобы изменить или выбрать штамп из библиотеки.
Адаптер для пуансона
Имя (ID) выбранного адаптера пуансона. Коснитесь, чтобы изменить его или выбрать из библиотеки адаптеров пуансона. Возможность программирования адаптера зависит от параметра «Использовать адаптер пуансона» в режиме «Машина».
Адаптер для штампа
Имя (ID) выбранного адаптера для штампа. Коснитесь, чтобы изменить или выбрать из библиотеки адаптеров для штампа. Возможность программирования адаптера зависит от параметра «Использовать адаптер для штампа» в режиме «Машина».
Позиции датчиков
Палец (1/2/3/4)
Положение пальца (контакта), соответствующее положению оси X и положению наложения.
Вспомогательные оси
Вспомогательная ось
Если у вас есть одна или несколько вспомогательных осей (например, ось X, ось R или ось Z), параметры этих осей отображаются здесь. При наличии осей R1 и R2 запрограммированное значение оси R1 автоматически копируется в значение оси R2. При необходимости значение оси R2 можно впоследствии изменить.
Отозвать
Расстояние отвода оси во время гибки. Отвод заднего упора начинается в точке защемления.
Скорость
Скорость оси в текущем изгибе. Скорость можно запрограммировать в процентах от максимально возможной скорости.
Частичная поддержка
PST-ось
С помощью этого параметра можно включить или выключить опору детали. При выключении опора детали останется в нулевом положении во время гибки.
R-позиция
Высота опоры детали до и после гибки. По умолчанию высота устанавливается в верхней части штампа (позиция R = 0,00 мм). Доступно только при наличии разрешения производителя станка.
Метод
В ручном режиме DELEM DA-66S можно управлять тем, как и когда опора детали возвращается в исходное положение после завершения гибки. Доступны следующие варианты: возврат опоры детали при достижении оси Y точки UDP («Возврат в UDP») или запуск возврата сразу после начала открытия оси Y («Возврат при открытии»).
В качестве альтернативы можно использовать опцию «Наклон изделия», чтобы задать дополнительный наклон, предотвращая столкновение изделия с пуансоном при открытии по оси Y. Параметр «Статическая угловая опора» позволяет удерживать опору детали под фиксированным углом, превращая её в устойчивый опорный стол, а не следовать за перемещениями изделия. Каждая опция предлагает уникальные преимущества для оптимизации работы станка в ручном режиме DELEM DA-66S.
Угол наклона
Угол наклона определяет, насколько будет смещаться опора детали. В передней части станка опора перемещается в более высокое положение (больший угол), а в задней — в более низкое положение (меньший угол). Эта функция применима при использовании метода «Наклон изделия».
Скорость наклона
Задаёт скорость, с которой деталь перемещается под углом наклона, выраженную в процентах от максимальной рабочей скорости. Имеет значение только при выборе параметра «Наклон изделия» в ручном режиме DELEM DA-66S.
Зазор наклона
Если декомпрессионного расстояния недостаточно для движения под наклоном, можно запрограммировать дополнительный «зазор наклона». Это дополнительное расстояние включается в запрограммированное декомпрессионное расстояние, обеспечивая плавность работы. Настройка зазора используется исключительно при использовании метода «Наклон изделия» в ручном режиме DELEM DA-66S.
Угол
Статический угол, на который будет перемещаться опора детали перед изгибом. Доступно только при выборе метода «Статическая угловая опора».
Скорость
Скорость, в процентах от максимальной скорости, с которой опора детали перемещается в положение статического угла. Доступно только при выборе метода «Статическая угловая опора».
Скорость возврата
Скорость возврата суппорта детали после изгиба. Значение скорости программируется в процентах от максимальной скорости.
Угол остановки безопасности
Угол, под которым суппорт остановится при обратном движении; элемент управления переключится в режим остановки. Дополнительное пусковое воздействие на элемент управления возвращает суппорт детали в нулевое положение.
Начальный угол
Начальный угол (обычно угол предварительного изгиба при двухступенчатой гибке), на который будет перемещена опора детали при смене шага. Опора детали будет перемещаться, как только угол изделия превысит начальный угол опоры детали. Действительно только для осей опоры детали, расположенных перед станком.
Начальная угловая скорость
Скорость перемещения опоры детали в исходное положение. Действительно только для осей опоры детали, расположенных перед станком.
Исправление
Коррекция по осям опоры детали в ручном режиме DELEM DA-66S применяется постепенно в процессе гибки, начиная с точки защемления. К конечному положению гибки коррекция корректируется в соответствии с запрограммированным значением. Эти параметры в ручном режиме DELEM DA-66S можно легко запрограммировать и изменить по мере необходимости. После нажатия кнопки «Старт» запрограммированные настройки активируются.
Параметры ручного режима DELEM DA-66S можно программировать и настраивать по мере необходимости. После нажатия кнопки «Старт» заданные параметры активируются.
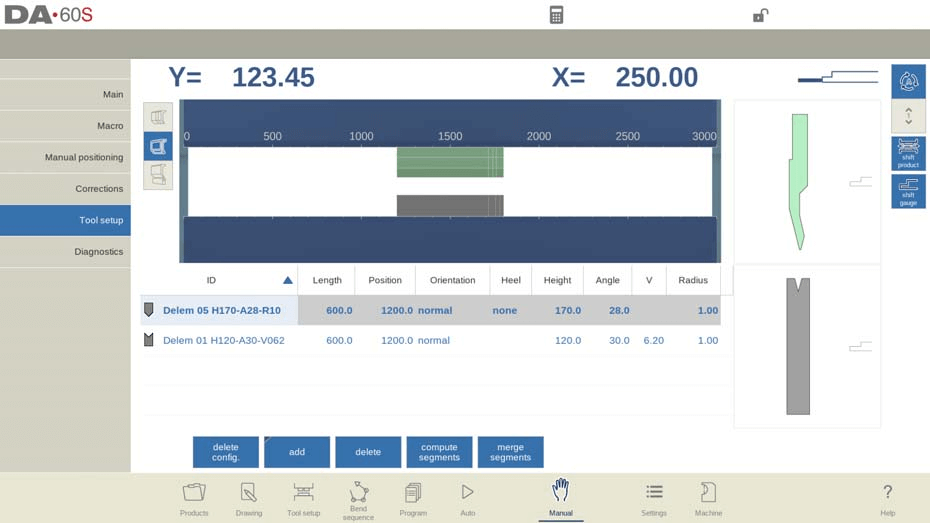
Настройка инструмента
Настройка инструмента в ручном режиме DELEM DA-66S практически идентична настройке в автоматическом режиме. Хотя каждый режим допускает различные конфигурации, вы можете использовать настройку инструмента из автоматического режима в ручном режиме, но будьте осторожны с настройками, отличающимися от этих.
В меню настройки инструмента ручного режима DELEM DA-66S можно легко добавлять, удалять или переставлять инструменты, такие как пуансоны, матрицы и адаптеры. Этот процесс аналогичен основным функциям настройки инструмента, позволяя вносить индивидуальные изменения для повышения эффективности гибки. Кроме того, при добавлении инструментов возможна сегментация в зависимости от ваших конкретных требований.
Сдвиг продукта

В ручном режиме DELEM DA-66S перемещение изделия упрощается благодаря функции «Сдвиг изделия». Точки привязки помогают точно перемещать изделие, легко выравнивая его по краю инструмента или по центру станции.
Ключевые функции позиционирования продукта:
- Прыжок влево: Переместите продукт в другую комбинацию набора инструментов слева.
- Прыжок вправо: Переместите продукт в другую комбинацию набора инструментов справа.
- Сдвиг влево: Переместите изделие на 1 миллиметр влево в пределах того же набора инструментов.
- Сдвиг вправо: Переместите изделие на 1 миллиметр вправо в пределах того же набора инструментов.
Использование этих функций в ручном режиме DELEM DA-66S обеспечивает точный контроль над позиционированием продукта, повышая как гибкость, так и точность операций.
Параметры программирования и представления
В ручном режиме DELEM DA-66S вы можете программировать параметры индивидуально, при этом каждый из них будет отображаться вместе с символами и цветами фона для легкой идентификации.

Информационный символ указывает на изменение, вызванное недавним вводом данных, выделяя внесенные корректировки.

Символ звездочки предупреждает, когда значение параметра отличается от расчетов элемента управления, что полезно для преднамеренных или ограниченных ограничениями настроек.

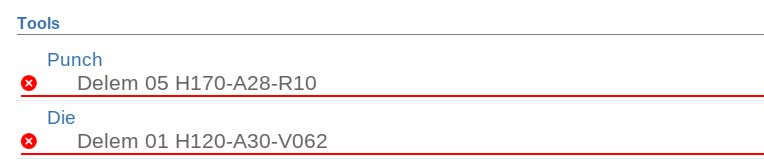
Ошибки помечаются символом ошибки, если значение несовместимо с текущей программой, например, загиб кромки, установленный без соответствующих инструментов.
Правая сторона экрана обеспечивает доступ к нескольким представлениям, включая «Основной», «Макрос», «Ручное позиционирование», «Коррекция» и «Диагностика», что расширяет возможности управления и мониторинга для пользователя в ручном режиме DELEM DA-66S.
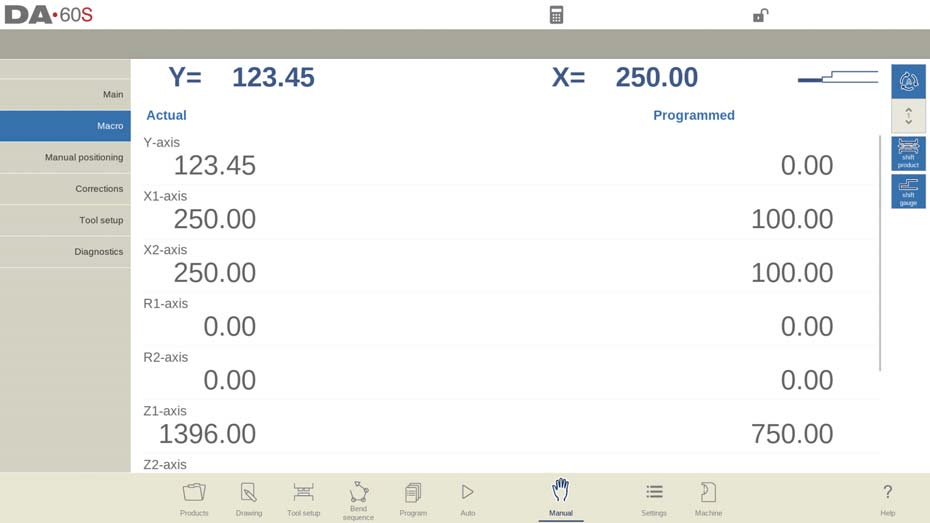
Макрос
В ручном режиме DELEM DA-66S макрос выводит на экран крупные значения осей, что облегчает их считывание на расстоянии. Эта функция особенно полезна при удалённой работе с панели управления.
Выполнение безопасной и эффективной операции гибки
Процедуры ручного перемещения осей
Для безопасного ручного перемещения осей используйте маховик DELEM DA-66S. Убедитесь, что станок остановлен при изменении положения вспомогательных осей, в то время как для оси Y требуется активация системы и выполнение определённых условий, например, активация функции «регулировка».
После нажатия кнопки «Ручное позиционирование» на главном экране ручного режима появляется следующий экран:

В ручном режиме DELEM DA-66S вы можете вручную перемещать оси с помощью маховика. Последовательность действий зависит от типа настраиваемой оси.
Для вспомогательные осиУбедитесь, что станок остановлен (светодиод кнопки «Стоп» горит). Выберите ось заднего упора, которую необходимо переместить, и с помощью колеса измените её положение.
С Ось YРучное позиционирование аналогично, но требует запуска станка (светодиод кнопки «Пуск» горит). Кроме того, должна быть активирована функция «Настройка» (если она не активирована, проверьте наличие сообщений в правом верхнем углу). Убедитесь, что ось Y находится ниже точки отключения звука, и что в ЧПУ введена команда нажатия.
Выполняя эти процедуры в ручном режиме DELEM DA-66S, вы сможете безопасно и эффективно управлять осями станка.
Использование режима обучения
Для эффективного обучения DELEM DA-66S ручному режиму управления положению, полученному при ручной регулировке оси, выполните следующую простую процедуру. Используйте маховик для перемещения оси в нужное положение. Чтобы сохранить это положение, коснитесь имени оси в столбце «Запрограммировано»; фактическое значение оси слева появится в поле запрограммированной оси справа.

Вернувшись на стандартный экран ручного режима DELEM DA-66S, вы увидите, что параметр оси обновлен с учетом этого нового обученного значения.
Мониторинг и диагностика для безопасной эксплуатации
Исправления
В ручном режиме DELEM DA-66S вы можете просматривать и проверять поправки для гибов в виде одной линии, аналогично тому, как это делается в автоматическом режиме. Эти поправки и записи в базе данных поправок имеют решающее значение для точных результатов гибки. Доступ к базе данных позволяет изменять и оптимизировать эти поправки, что также может помочь в процессе испытаний гибки.

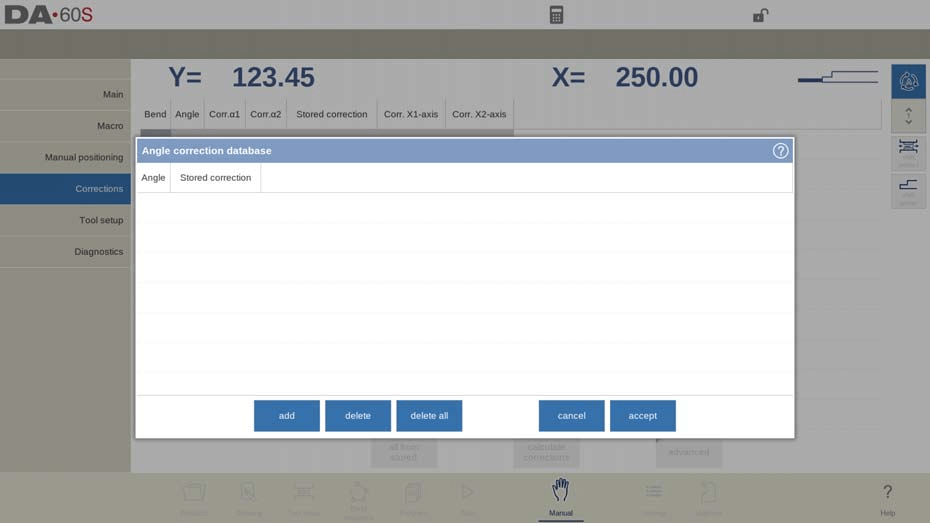
Сайт Допуск на изгиб Функция ручного режима DELEM DA-66S позволяет пользователям вводить данные в таблицу допусков на изгиб. Добавляя только необходимые поправки на допуск на изгиб, основанные на активных параметрах гибки, можно рассчитать допуск на изгиб, исходя из разницы между запрограммированными и измеренными значениями. Чтобы активировать эту функцию, перейдите в режим настроек.
Диагностика и мониторинг в реальном времени
В ручном режиме DELEM DA-66S функция диагностики обеспечивает комплексное представление состояния осей станка. Эта функция позволяет операторам отслеживать состояние каждой оси в режиме реального времени во время цикла гибки. Доступ к диагностике позволяет отслеживать работу органов управления, что способствует эффективной и безопасной работе.
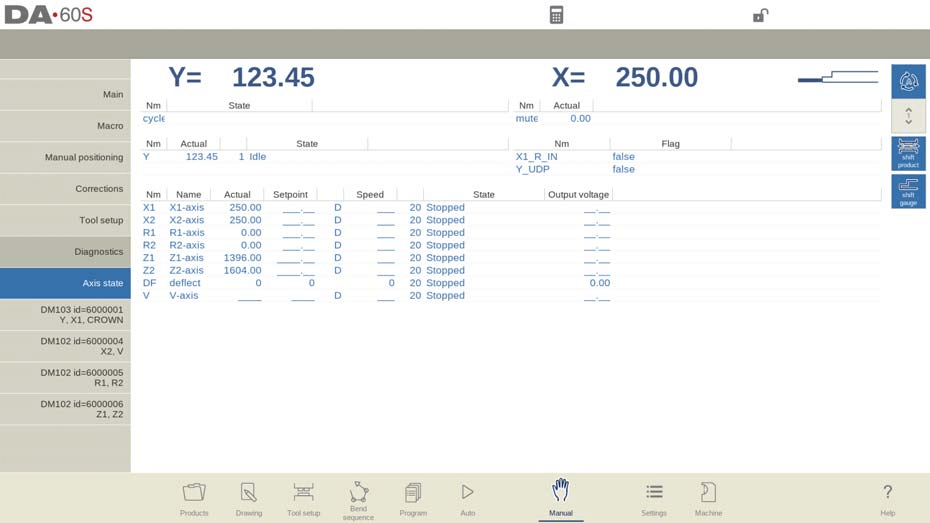
Мониторинг статуса ввода-вывода
Ручной режим DELEM DA-66S включает в себя функцию подробного отображения состояния ввода-вывода, предоставляющую информацию о текущем состоянии всех входов и выходов. Этот мониторинг в режиме реального времени критически важен для оценки производительности машины и оперативного устранения любых потенциальных проблем во время работы.

Увеличенный вид ввода-вывода
Для улучшенного наблюдения функция Zoomed IO в ручном режиме DELEM DA-66S позволяет выбрать до восьми контактов для увеличенного изображения. Эта возможность облегчает удалённый мониторинг, позволяя легко отслеживать критически важные входы и выходы.
Тестовый режим изгиба для точности
Ручной режим DELEM DA-66S включает функцию тестового изгиба, предназначенную для точной настройки операций гибки.

После активации оси остаются в положениях отвода после начального цикла гибки, при этом опора детали сохраняет свой угол, если она включена. Этот режим останавливает любые изменения шага.
После завершения тестового гибки ось Y останавливается в точке UDP, что позволяет операторам точно измерить углы и внести необходимые корректировки. После корректировки гибку можно выполнить повторно. Опора детали возобновляет движение по оси Y после возвращения детали в исходное положение. Это обеспечивает точную корректировку и повышенную точность гибки.
Часто задаваемые вопросы (FAQ)
Как обеспечить безопасность при работе в ручном режиме DELEM DA-66S?
Всегда соблюдайте правила техники безопасности производителя, убедитесь, что станок правильно откалиброван, и дважды проверьте положение всех осей перед началом работы. Использование надлежащих средств защиты и прохождение обучения имеют решающее значение.
Как поддерживать оптимальную производительность DELEM DA-66S в ручном режиме?
Регулярное техническое обслуживание имеет решающее значение. Проверяйте машину каждые 500 часов, осматривайте основные компоненты, очищайте систему и смазывайте движущиеся части в соответствии с инструкциями производителя.
Как применить поправки к углу изгиба в ручном режиме DELEM DA-66S?
Измерьте текущий угол после изгиба, а затем отрегулируйте параметры Corr.α в ручном режиме. Это позволит вам запрограммировать необходимые коррекции и точно достичь желаемых углов.
Что делать, если после тестового изгиба оси не возвращаются в исходное положение?
После тестового изгиба убедитесь, что ось Y находится в точке UDP. Если опора детали не перемещается, проверьте, включена ли она, и проверьте наличие препятствий или несоосности в настройке.
Заключение
Безопасная и эффективная эксплуатация DELEM DA-66S в ручном режиме требует понимания его функций и регулярного технического обслуживания. Соблюдение приведенных выше рекомендаций и устранение распространенных проблем может повысить производительность и долговечность машины. Для получения подробной поддержки или дополнительной информации свяжитесь с нашей командой или ознакомьтесь с дополнительной документацией на нашем веб-сайте.



