








3 Types of Bending Basic knowledge

As I delve into the world of press brakes, I find it fascinating to explore the fundamentals of bending. Understanding the three types of bending—air bending, bottom bending, and coining—has transformed my approach to metal fabrication. Each method offers unique advantages, allowing for precise control and flexibility in shaping sheet metal. Whether you’re a seasoned professional or just starting, mastering these techniques can significantly enhance your skills and efficiency. Join me as we uncover the essential principles behind press brake operations and elevate our bending expertise together!
Can you easily rattle off the difference between air bending, bottom bending, and coining? If so, this article isn’t for you. If you’re a newbie to metal fabrication or are simply looking for a refresher on the essentials of bending, read on.
Air bending, bottom bending, and coining are the three types of bending most often employed by precision metal fabricators. This article covers the basic definitions of each and the differences between the three.
Types of Bending-Coining
The term “coining” comes from coin making. In order to put the Lincoln profile on a penny, machines using extremely high tonnage compress a metal disc with enough force to make the metal conform to the image inscribed on the die set.
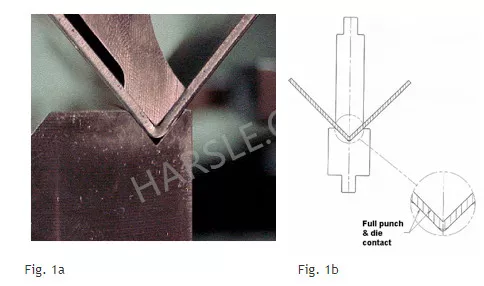
In the same vein, “coining” with a press brake (Fig. 1a) involves using enough tonnage to conform the sheet metal to the exact angle of the punch and die being used. In coining, the sheet metal is more than just bent, it is actually thinned by the impact of the punch and die, as it is compressed between them along the bending surfaces (Fig. 1b).
The theory behind coining is that with enough tonnage, your sheet metal will bend to the precise angle of your tooling, so your tooling should be an equal match to the angle you want.
Types of Bending-Bottom Bending
In bottom bending or “bottoming”(Fig. 2a) the punch and die are brought together so that the material makes contact with the punch tip and the sidewalls of the V-opening (Fig. 2b).
It differs from coining in that the punch and die don’t make full contact with the metal, and there isn’t enough tonnage used to actually imprint, or thin the metal.
Because bottom bending uses less tonnage than coining, the material doesn’t entirely conform to the bend angle of the tooling. In fact, with bottoming, the metal experiences what’s referred to as “springback,” which is what happens when it relaxes to a wider angle after being bent. So, with bottom bending, in order to get a certain angle, you need to use tooling that has a slightly more acute angle in order to account for the springback that will naturally occur once the sheet metal is released. For example, you may need your punch and die to be at 88° to achieve a 90° finished form. Different materials and thicknesses result in different amounts of springback.

Types of Bending-Air Bending
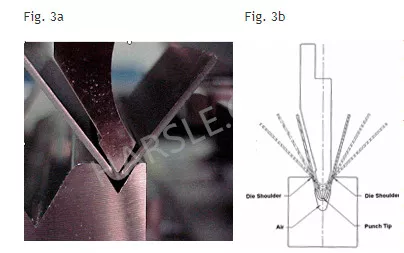
In air bending (see Fig. 3a), there is minimal contact between the tooling and the metal compared to bottom bending. The material touches the tooling at just three specific points—the punch tip and both die shoulders (Fig. 3b). As a result, the tooling’s actual angle has minimal influence on the final bend angle. Instead, the bend angle is primarily determined by the depth to which the punch descends into the die; greater punch depth creates a sharper angle. Thus, by adjusting stroke depth, operators can achieve multiple bend angles using a single tool set, limited only by the angles of the punch and die.
Since tonnage doesn’t produce the bend in air bending, you don’t need as much as with coining. And as with bottom bending, there will be a certain amount of springback expected in air bending, so you will likely need to bend to a slightly more acute angle in order to get the final bend you are looking for.
Conclusion
Understanding the differences between Coining, Bottom Bending, and Air Bending is key to selecting the best bending technique for your project. Each method offers unique advantages depending on precision needs, material type, production volume, and available tonnage. Mastering these bending basics will help you improve efficiency, reduce material waste, and achieve high-quality bending results in every operation.











