








How To Change The Power Press Stroke And Die

What is Power Press Stroke
A power press stroke refers to the maximum and minimum distance that the slider travels during each cycle. It essentially defines how far the ram moves between its top and bottom positions. In a normal mechanical punch machine, this stroke length is fixed by design and cannot be adjusted during operation. Operators can only change the clearance or distance between the slider and the worktable, usually by altering the shut height or using different dies. This limitation makes mechanical punch presses excellent for high-speed repetitive tasks but less flexible for processes requiring variable stroke depths.

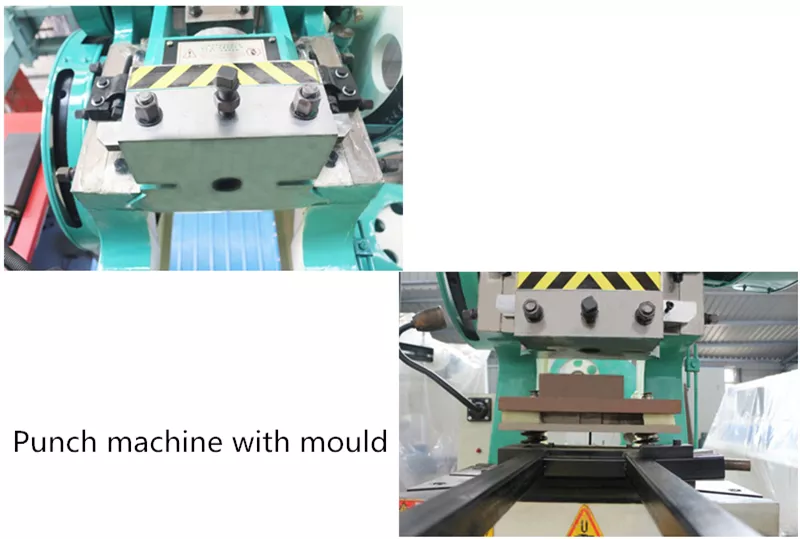
About the mechanical punch machine, when we change the head of the punch die, firstly we should stop the punch slider at the bottom death center, then loosen the screws that secure the handle, lift the slider up. And discharge the die, down the slider to the bottom death point again, measure the height of the new die which one will install.
Then adjust the distance between the punch slider and the worktable to the same size, lift the slider, put the new die. After that, down the slider slowly, Insert the template into the mounting hole of the slider and press it into the mold.
Tighten the slider’s fastening screw securely, then raise the slider slightly. Press the slider down until it reaches the bottom dead point. Once positioned, tighten the lower die firmly. After these adjustments are complete and everything is locked in place, the punch die can be installed and the operation started.
After positioning the punch die, you can then carefully adjust the feeding depth of the upper mold to the correct distance required for the material and operation. Setting the depth properly helps ensure consistent accuracy, prevents over-penetration, and reduces the risk of damage or defects during punching or forming.
After completing all adjustments and tightening steps, the power press die change process is finished. At this point, operators should verify that both the upper and lower dies are securely fixed and aligned. Once everything is confirmed safe and stable, the machine can be restarted and normal production resumed.

The pneumatic punch machine features an adjustable stroke, allowing operators to fine-tune the ram travel for different jobs. To adjust it safely, first turn the mode selector key to the “non-continuous” or “inch move” position (as indicated by the red arrow in the picture). Then lower the slider to the bottom dead point. Next, rotate the controller panel key to the “down” position. Once the slider is at the correct point, press the “adjust die height” button and observe the change in die height on the indicator until the required setting is reached before resuming operation.



The pneumatic Power Press Stroke can realize the function of stopping the slider at any position, and the inching or jogging function will let the slider to the bottom death center (the mold is closed), Loosen the fastening screws and bolts of the mold.

Use the mold adjustment function to raise the slider to a certain height, and then turn the slider back to the top death center. Then use a forklift to take the mold, and keep the mold balanced to prevent tipping when it is forked.
The action of assembling the mold is opposite to the front. In order to prevent the large height error of the two molds, occur the mold crushing failure, you need raise the slider upwards by a certain distance after the initial measurement of the mold closing height. When installed the mold, downward the slider gradually, and pressed in the mold.
Lock the screws and bolts, when testing the mold, one adjustment should not be too large to prevent the Stuck occurring.










