








How To Solve Stamping And Bending Springback Problems(Analysis And Solution)
Understanding Springback
Springback occurs when the elastic recovery of the material surpasses the plastic deformation achieved during the stamping or bending process. This phenomenon can lead to dimensional errors, requiring adjustments and rework. Understanding the factors contributing to springback is essential for effective problem-solving.
Springback means that when the load is removed, the shape of the deformed body is partially restored. The shape and size of the part are not consistent with the shape and size of the working surface of the stamping die. The size of the part is not within the tolerance range, which affects the assembly accuracy of the product. It is urgent to solve the product error caused by the rebound phenomenon.
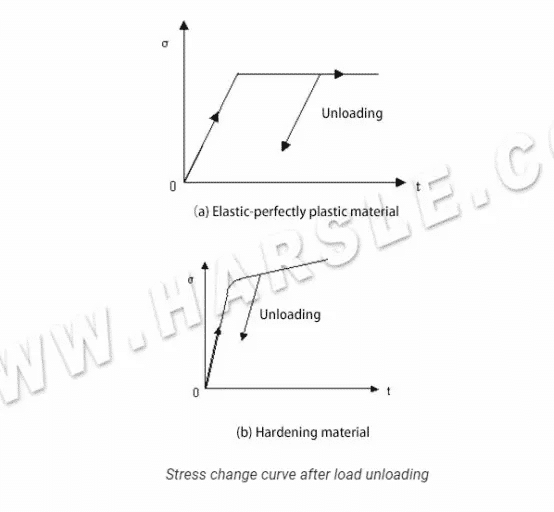
Plastic deformation occurs during stamping, but also elastic deformation occurs at the same time. After the forming load is unloaded, the parts will spring back to a certain extent. Springback is the deformation that must be generated after the sheet is formed and the formed part is taken out of the mold, which will affect the final shape of the part. The amount of springback directly affects the geometric accuracy of the workpiece, and it is also a forming defect that is difficult to overcome in the process.
Influencing factors of springback of stamping parts
⑴Material properties stamping parts with different strengths, from ordinary plates to high-strength plates, different plates have different yield strengths. The higher the yield strength of the plates, the easier it is to spring back. The material of thick plate parts generally adopts a hot-rolled carbon steel plate or hot-rolled low-alloy high-strength steel plate. Compared with cold-rolled thin sheets, hot-rolled thick sheets have poor surface quality, large thickness tolerances, unstable mechanical properties of materials, and lower elongation of materials.
⑵Material thickness During the forming process, the thickness of the sheet has a great influence on the bending performance. As the thickness of the sheet increases, the springback phenomenon will gradually decrease. This is because as the thickness of the sheet increases, the material involved in plastic deformation increases, and then the elasticity The recovery deformation also increases, and therefore, the springback becomes smaller.
With the continuous improvement of the material strength level of thick sheet metal parts, the problem of dimensional accuracy of parts caused by springback is becoming more and more serious. Mold design and later process debugging require an understanding of the nature and size of part springback to adopt Corresponding countermeasures and remedial plans.
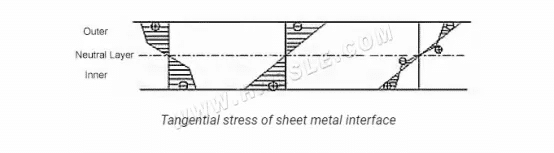
For thick sheet metal parts, the ratio of the bending radius to the sheet thickness is generally very small, and the stress in the thickness direction and its stress change cannot be ignored.
⑶Part shape The springback of parts with different shapes is very different. Generally, parts with complex shapes will be added with a sequence of shaping to prevent springback when forming is not in place, and some parts with special shapes are more prone to springback, such as U-shaped zeros. For components, in the analysis and forming process, springback compensation must be considered.
⑷Bending center angle The larger the value of the bending center angle, the greater the cumulative value of springback, which will cause serious springback. The length of the deformation of the stamping part increases with the increase of the bending center angle.

⑸Mold clearance fit During the design of the mold, it is necessary to leave a gap that is twice the thickness of the material in the opposite working part, and the product is accommodated in the gap. To achieve a better flow of materials, parts of the mold must be researched and matched after the mold is processed. Especially for bending molds, the greater the gap between the working parts, the greater the springback. If the allowable range of sheet thickness error is, the greater the springback will be, and the gap between the molds will not be well. determine.
⑹Relative bending radius The value of the relative bending radius is proportional to the rebound value, so the larger the curvature of the stamping part, the more difficult it is to bend into shape.
⑺Forming process The forming process is an important aspect that restricts its resilience value. Generally speaking, the resilience effect of corrected bending is better than that of free bending. If the same processing effect is to be achieved in the production of the same batch of stamping parts, the bending force required for corrective bending is much larger than that required for free bending. Therefore, if the same bending force is used in the two methods, the final effect will be different. The greater the correction force required to correct the bending, the smaller the springback of the stamping part. The correction bending force will stretch the fibers on the outside and outside of the deformation zone to achieve the forming effect. After the bending force is unloaded, the inner and outer fibers will be shortened, but the rebound direction of the inner and outer sides is opposite so that the outward rebound of the stamping can be relieved to a certain extent.
Solutions to stamping springback
⑴Product design. First of all, in terms of materials, on the premise of meeting the requirements of the product, materials with low yield should be selected or the thickness of the material can be appropriately increased. Secondly, the shape design of the stamping parts and the shape of the stamping parts have a very important impact on the springback. In a bending of complex stamping parts with curved shapes, due to the complex stress in all directions, there are other factors such as friction. It is very difficult to eliminate springs, so when designing the shape of the product, a combination of several parts can be used for complex stamping parts to solve the springback problem.
⑵Process design. First of all, the mold design pre-forming process, adding the pre-forming process can make the one-time forming stamping parts distributed in different processes, which can eliminate the internal stress during the forming process to a certain extent, to solve the springback defect. Secondly, to reduce the gap between the concave and convex molds, it can be adjusted to about double the thickness of the material to maximize the fit between the material and the mold. At the same time, the hardening of the mold can also effectively reduce the phenomenon of stamping parts Wear of the mold.
⑶Blank holder force. Blank holder force The stamping process is an important process measure. By continuously optimizing the blank holder force, the flow direction of the material can be adjusted and the internal stress distribution of the material can be improved. The increase of blank holder force can make the part drawing more fully, especially the part sidewall and the R angle position. If the forming is sufficient, the internal and external stress difference will be reduced, so that the springback will be reduced.
⑷Drawbeads. Drawbeads are widely used in today’s technology. A reasonable set of the drawing position can effectively change the material flow direction and effectively distribute the feed resistance on the pressing surface, thereby improving the material formability and making it easy to The setting of draw beads on the parts with springback will make the parts more fully formed, the stress distribution will be more uniform, and the springback will be reduced.
Spain-Customer-Feedback.jpg)


America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Australia-Customer-Feedback.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Brazil.png)
Russia-Customer-Feedback.jpg)
Serbia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)