Problems of Rotary Station Die For CNC Turret Punch

In my experience working with CNC turret punches, I’ve encountered various common problems of rotary station die that can affect performance and efficiency. These issues, ranging from misalignment to wear and tear, can lead to increased downtime and costly repairs. Understanding these challenges is crucial for maintaining optimal operation and ensuring high-quality outputs. In this article, I will share insights into the most frequent problems associated with rotary station dies, along with practical solutions and preventive measures that can help fellow technicians minimize disruptions and enhance productivity in their operations.

Introduction
The CNC turret punch press (NCT) consists of computer control system, mechanical or hydraulic power system, servo feed mechanism, die library, die selection system, and peripheral programming system. CNC turret punch press (NCT) is a machining program programmed by programming software (or manual). Through the servo feeding mechanism transport the sheet to the position to be processed. At the same time, the mold selection system selects the corresponding mold in the mold library, hydraulic power system pressing according to the program automatically and completes the process of the work piece.
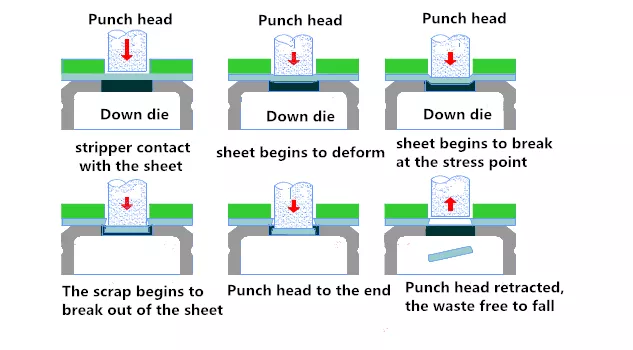
Stamping process of CNC turret punch
Common problems in the use of Rotary Station Die
(1)Convex mold wear too fast
(2)Mold Strip feeding problem
(3)Die neutrality alignment Problem
(4)Extraordinary forming mold use
The reason of the CNC turret punch rotary station mold wears very fast
1 CNC turret punching station rotates frequently
2 Easy to collide, the machine will be affected by the surrounding vibration
3 Rotor own quality problem
The factors that affect the life of the mold are as follows
1 Material type and thickness
2 whether choose the right down die gap or not
3 Mold structure
4 Have a good lubrication when the material is stamped or not
5 Whether the mold has been specially space treated or not
6 Alignment of the up and down turret
7 Adjust the rational use of the gasket
8 Appropriate to use the oblique edge die or not
9 Machine tool holde is worn or not
Mold Gap
Mold gap means the working part distance between the convex die and concave die.
When the convex die press into the concave die, the distance of the two type dies, it is the whole gap.
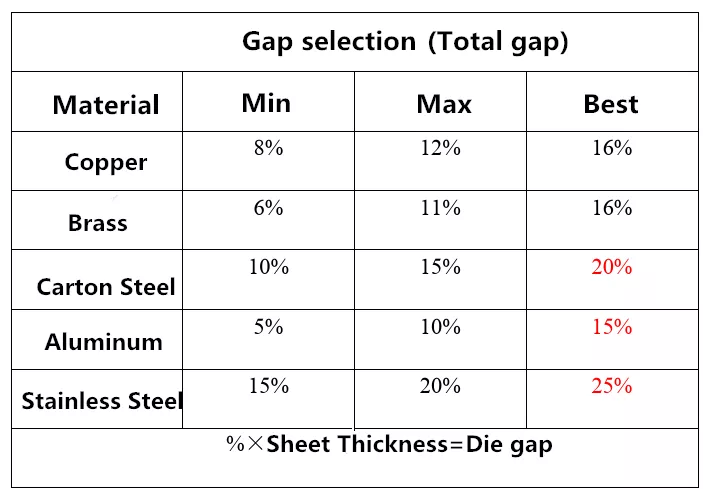
Why need use the correct down die gap?
Optimum gap: better shear crack combination, equalizing punch force, work piece quality and die life
Small gap: inferior shear cracks, stamping pressure increased, then shortened die life
The advantages of using the mold gap correctly:
1 Extend mold life
2 Return material effect is good
3 Reduce burrs and collapse zones
4 High punch hole quality
5 Reduce the possibility of mold strips material
6 Need min punch and cut force for the hole
7 Reduce tear band width