








Learn how roll alignment solves uneven closing gaps on a four-roll plate rolling machine. This application guide explains when and how to align lower and side rolls to restore rolling accuracy and consistency.
Introduction
In the daily operation of a four-roll plate rolling machine, uneven closing gaps after rolling are a common but often misunderstood issue. Many operators instinctively attribute this problem to material rebound, parameter settings, or operator technique. However, in real industrial applications, a large proportion of uneven closing gap problems are directly related to roll alignment errors, especially involving the lower roll and side rolls.
Roll alignment plays a critical role in ensuring symmetrical force distribution during the rolling process. When the geometric relationship between rolls becomes unbalanced, the plate will experience uneven deformation, leading to incomplete closing or visible gap differences at both ends of the rolled workpiece. This article provides a systematic explanation of when roll alignment is required, why alignment errors occur, and how to correctly perform roll alignment compensation on a four-roll plate rolling machine.
Understanding Roll Alignment in a Four-Roll Plate Rolling Machine
Roll alignment refers to the geometric and positional consistency among the rolls in a rolling machine, ensuring that all movable rolls operate symmetrically relative to the fixed reference roll.
In a standard four-roll plate rolling machine configuration:
- The upper roll acts as the primary forming roll
- The lower roll provides vertical support and clamping force
- The left and right side rolls control the bending radius and assist in pre-bending
It is important to clarify a critical professional premise:
The upper roll is not designed for positional compensation. It can rotate and move vertically during operation, but does not participate in alignment correction. Therefore, all roll alignment adjustments are carried out by compensating the lower roll and side rolls only.
When Roll Alignment Becomes Necessary
Roll alignment should never be treated as a routine adjustment or a trial-and-error operation. In four-roll plate rolling machines, alignment compensation is only required when specific mechanical symptoms clearly indicate that the geometric relationship among the rolls has deviated from its designed equilibrium. Based on extensive field service experience, roll alignment becomes necessary under the following well-defined conditions.
Uneven Closing Gaps After Rolling
One of the most direct and reliable indicators for roll alignment correction is an uneven closing gap observed on the rolled workpiece. When the plate cannot close properly at the final rolling stage, and especially when the gap width at the two ends is visibly different, the issue should not be misinterpreted as a simple rolling parameter error or material springback.
Such asymmetrical gaps reflect a directional deviation in roll positioning, meaning that the lower or side rolls are no longer applying uniform pressure along the width of the plate. In these cases, roll alignment adjustment is required to reestablish parallelism and synchronized force transmission.
Asymmetrical Force Distribution During Rolling
Another common scenario requiring roll alignment is uneven force behavior during the rolling process. If the plate consistently shifts toward one side, if one edge begins to form earlier than the other, or if rolling resistance differs noticeably across the width, these symptoms indicate that the rolling force is being distributed asymmetrically.
This condition typically results from slight positional deviations in the lower or side rolls, causing mechanical imbalance rather than control system errors. Correct roll alignment ensures that rolling forces are applied evenly, restoring mechanical symmetry and improving forming consistency.
After Mechanical Maintenance or Long-Term Operation
Roll alignment compensation may also become necessary after extended machine operation or following mechanical maintenance activities. Over time, factors such as bearing wear, hydraulic drift, thermal expansion, or previous adjustment interventions can subtly alter the relative positions of the rolls.
Even minor deviations, when accumulated, can compromise rolling accuracy and closing quality. Performing roll alignment checks and compensation under these circumstances helps maintain stable machine geometry, prevents progressive misalignment, and ensures long-term rolling precision.
Why Roll Alignment Errors Cause Uneven Closing Gaps
From a mechanical perspective, a four-roll plate rolling machine relies on balanced force vectors acting along the longitudinal axis of the plate. When roll alignment is compromised:
- One side of the lower roll may sit farther from the upper roll
- Side rolls may not mirror each other symmetrically
- The rolling centerline shifts
As a result, the plate experiences uneven plastic deformation. This explains why uneven closing gaps are directional and repeatable, rather than random defects. Correcting roll alignment restores the intended geometric relationship between rolls, allowing the plate to deform evenly across its width.
Roll Alignment Compensation Principle
Roll alignment compensation works by digitally correcting the reference position of each movable roll through the control system. Instead of physically repositioning the rolls, the system recalibrates their zero points to ensure synchronized movement.
The core principle is simple but critical:
Compensation must always be applied to the roll side that is farther away from the upper roll, not the closer side.
This ensures that alignment correction brings all rolls back into a common geometric plane.
Step-by-Step Roll Alignment Procedure (Lower Roll Example)
The following procedure uses the lower roll as an example to illustrate the roll alignment process. In a four-roll plate rolling machine, the upper roll serves as a fixed geometric reference and does not participate in alignment movement. The same compensation logic applies to both the left and right side rolls.
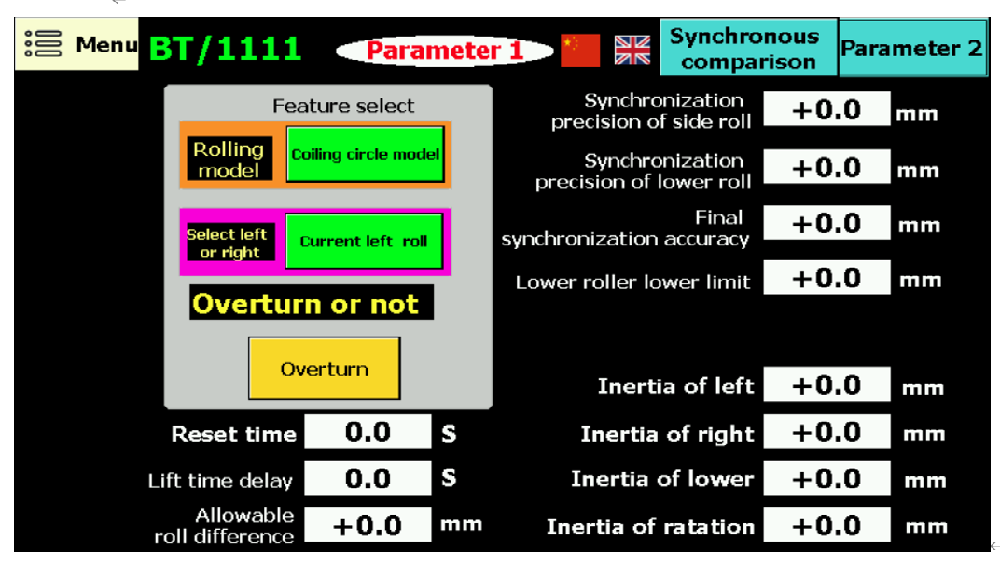
Step 1: Enter the Parameter Interface
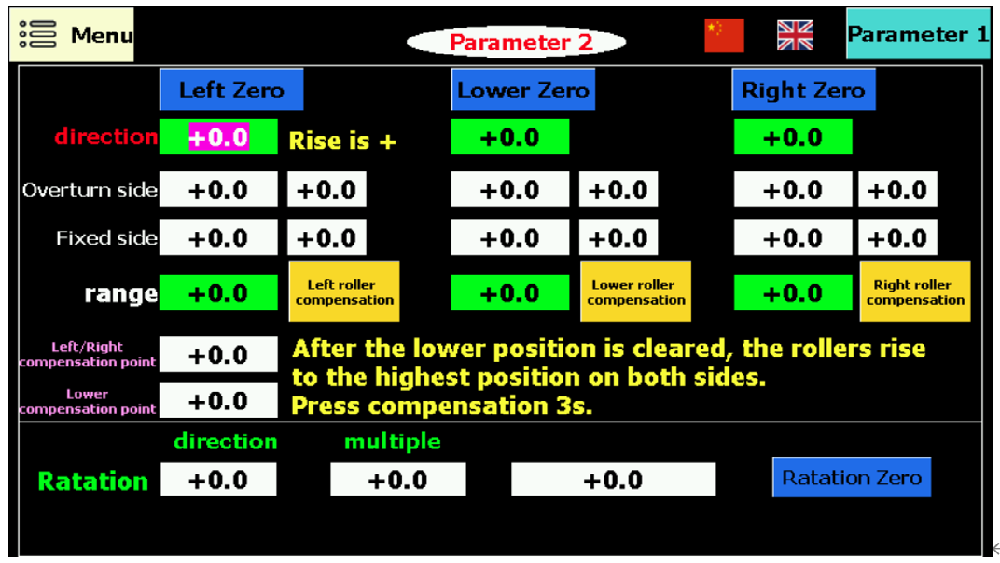
Access the machine’s system parameter interface through the control panel and navigate to Parameter Page 2.
Authorized login credentials are required to enter the roll compensation menu, as these parameters directly affect the mechanical alignment of the rolling system.

Step 2: Move the Lower Roll to Its Lowest Position
Lower the lower roll completely to its mechanical minimum position.
This establishes a stable and repeatable initial condition, eliminating residual preload and ensuring sufficient clearance for accurate alignment calibration.
Step 3: Zero the Lower Roll Reference
On the control panel, press the blue lower roll zeroing button.
This operation resets the positional reference of the lower roll, using the upper roll as the fixed geometric datum. Since the upper roll cannot move vertically, all alignment calculations are performed relative to this stable reference.
Step 4: Raise the Lower Roll to the Maximum Position
Slowly raise the lower roll toward its maximum working position while observing the distance between the lower roll and the upper roll at both ends.
In many cases, one side of the lower roll will approach the upper roll earlier than the other, clearly revealing an asymmetrical positional relationship. This confirms that roll alignment deviation exists and that compensation is required.
Step 5: Identify the Compensation Side
Compare the distances or numerical feedback values at both ends of the lower roll.
The side showing the smaller numerical value or the larger physical gap indicates insufficient upward positioning and is therefore the side that requires compensation. Accurate identification at this stage is essential to avoid overcorrection.
Step 6: Apply Lower Roll Compensation
Press and hold the yellow lower roll compensation button for approximately three seconds.
The control system will automatically calculate and store the compensation value for the selected side, completing the lower roll alignment process and restoring symmetrical roll positioning.
Side Roll Alignment Using the Same Method
After completing lower roll alignment, repeat the same procedure for:
- Left side roll
- Right side roll
Each roll must be compensated independently to ensure full roll alignment across the entire rolling system. Consistency among all three movable rolls is essential for achieving uniform rolling results.
Verification After Roll Alignment
Once all roll alignment compensation steps are completed:
- Perform a rolling test using standard material
- Observe the closing condition of the rolled workpiece
- Confirm that the closing gap is uniform on both ends
If the test result shows symmetrical closure and stable rolling behavior, the roll alignment process is considered successful, and the machine can return to normal production.
Common Misconceptions About Roll Alignment
It is worth addressing a frequent misunderstanding:
uneven closing gaps are not primarily caused by material rebound.
While material properties do affect rolling results, rebound typically produces symmetrical gaps. Uneven gaps with directional differences almost always indicate roll alignment imbalance rather than parameter or material issues.
Conclusion
Roll alignment is a fundamental yet often overlooked factor in achieving consistent rolling quality on a four-roll plate rolling machine. When uneven closing gaps occur—especially when gap widths differ at both ends—correct roll alignment of the lower and side rolls becomes essential.
By understanding the mechanical logic behind roll alignment, recognizing the correct conditions for compensation, and following a standardized alignment procedure, operators and technicians can significantly improve rolling accuracy, reduce trial-and-error adjustments, and ensure stable long-term machine performance.
Proper roll alignment is not just a corrective action—it is a best practice for precision rolling operations.



