








Bend Allowance Calculation Guide for Press Brakes

Calculating the correct flat pattern layout is crucial to getting a good quality finished part from your press brake. Yet, many CAD and CNC programmers have no idea how to calculate the required values. Years ago, the real experts created cheat sheets and tacked them to the wall. They only taught the new apprentice how to apply the results shown on the cheat sheet, not how to calculate the numbers. Well, now those experts have retired and it’s time for a new generation to learn the right way to calculate the correct flat pattern layout. You can also use our bend allowance calculator or bend deduction calculator to get the results easily.
Calculating the flat pattern length from the 3D part really isn’t that difficult. Although you may find several different formulas that claim to calculate the Bend Allowance (See Bending Definitions), they usually are the same formula, only simplified by filling in the angle or a K-factor. Oh, and yes, you do need to know the K-factor to calculate the Bend Allowance.
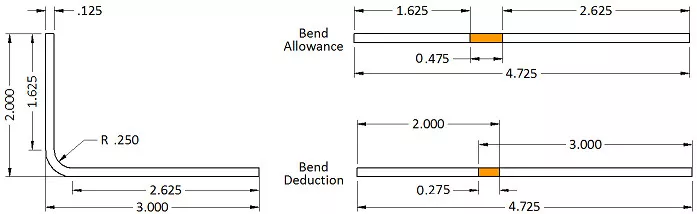
Let’s take a simple L bracket as an example. It has two legs, one 2 inches and the other 3 inches, with a material thickness of 0.125 inches and an inside bend radius of 0.250 inches. The bend angle is 90 degrees. To find the flat length, you don’t measure from the inner or outer surface—instead, you consider the neutral axis. This is where the K-factor is used. The K-factor represents the position of the neutral axis as a percentage of the material thickness. For this calculation, we’ll use a K-factor of 0.42 to determine the correct bend allowance and flat pattern.
The formula (See Bending Formulas) is:
Bend Allowance = Angle * (π / 180) * (Radius + K-factor * Thickness).
Plugging in our numbers, we have: Bend Allowance = 90 * (π / 180) * (0.250 + 0.42 * 0.125) = 0.475″
So the flat pattern length is 1.625” + 2.625” + 0.475″ which is equal to 4.725″. So if you add up the flat length of all the flanges and add one Bend Allowance for each bend area you have the correct flat length of the part.
Now take a closer look at the drawing. In real-world sheet metal design, dimensions are typically given to the intersection of the flanges—this is known as the Mold Line. Because of this, you must subtract twice the material thickness plus the bend radius from the total to account for each bend area. This value is called the Setback. In such cases, using Bend Compensation is often more straightforward. Bend Compensation allows you to use Mold Line dimensions for each flange, then adjust the total by adding one compensation value per bend. Here, the compensation is -0.275, so 5” becomes 4.725” after subtraction.
Definitions:
Bend Allowance = Angle * (π / 180) * (Radius + K-factor * Thickness)
Bend Compensation = Bend Allowance – (2 * Set Back)
Inside Set Back = tan (Angle / 2) * Radius Outside
Set Back = tan (Angle / 2) * (Radius + Thickness)
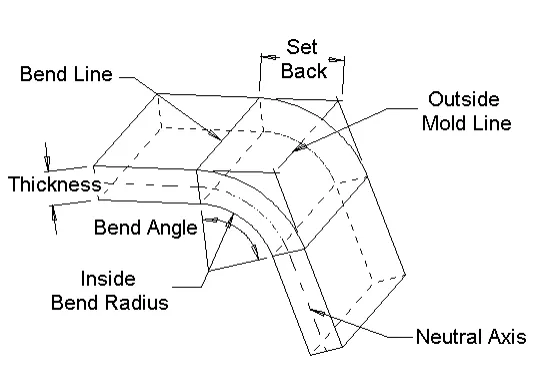
Bend Allowance – The length of the arc through the bend area at the neutral axis.
Bend Angle – The included angle of the arc formed by the bending operation.
Bend Compensation – The amount by which the material is stretched or compressed by the bending operation. All stretch or compression is assumed to occur in the bend area.
Bend Lines – The straight lines on the inside and outside surfaces of the material where the flange boundary meets the bend area.
Inside Bend Radius – The radius of the arc on the inside surface of the bend area.
K-factor – Defines the location of the neutral axis. It is measured as the distance from the inside of the material to the neutral axis divided by the material thickness.
Mold Lines – For bends of less than 180 degrees, the mold lines are the straight lines where the surfaces of the flange bounding the bend area intersect. This occurs on both the inside and outside surfaces of the bend.
Neutral Axis – Looking at the cross section of the bend, the neutral axis is the theoretical location at which the material is neither compressed nor stretched.
Set Back – For bends of less than 180 degrees, the set back is the distance from the bend lines to the mold line.
How to calculate the “K” factor:
To my knowledge, there is not a formula for calculating the k-factor. Oh, I am certain somewhere some mathematical engineer has a formula. But it is most likely too complex for most of us to understand or be able to use.
The k-factor is the percentage of the material thickness where there is no stretching or compressing of the material in the bend area. Thus, the neutral axis!
The harder the material, the less compression there is on the inside of the bend. Therefore, more stretching on the outside and the neutral axis moves toward the inside of the bend. Softer materials allow more compression on the inside and the neutral axis remains closer to the center of the material thickness.
Bend radius has a similar effect. The smaller the bend radius, the more need for compression and the neutral axis moves toward the inside of the bend. On a larger radius. the neutral axis remains near the center of the material thickness.
| Generic K-factors | Aluminum | Steel | |
| Radius | Soft materials | Medium materials | Hard materials |
| Air bending | |||
| 0 to thickness | 0.33 | 0.38 | 0.40 |
| Thickness to 3×thickness | 0.40 | 0.43 | 0.45 |
| Greater than 3×thickness | 0.50 | 0.50 | 0.50 |
| Bottoming | |||
| 0 to thickness | 0.42 | 0.44 | 0.46 |
| Thickness to 3×thickness | 0.46 | 0.47 | 0.48 |
| Greater than 3×thickness | 0.50 | 0.50 | 0.50 |
| Coining | |||
| 0 to thickness | 0.38 | 0.41 | 0.44 |
| Thickness to 3×thickness | 0.44 | 0.46 | 0.47 |
| Greater than 3×thickness | 0.50 | 0.50 | 0.50 |
The following formula can be used in place of the table as a good approximation of the K-factor for air bending:
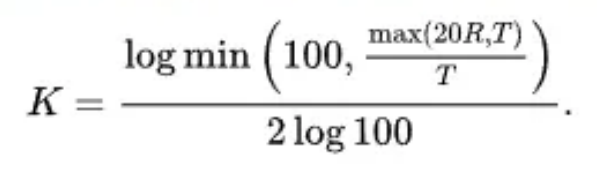
Diagram and Calculation Formulas for Bend Allowance
In order to help you master the calculation formula of unfolded length of bending more simply and quickly, we listed four common coefficient tables for you, illustrated sixteen calculation formulas of unfolded length of bending, and we also take some examples for better understanding. I hope that the following contents can help you practically. If you have any questions, Please feel free to contact us.
| V-groove width\plate thickness | 0.6 | 0.8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | Shortest size |
| V4 | 0.9 | 1.4 | 2.8 | ||||||||||
| V6 | 1.5 | 1.7 | 2.0 | 4.5 | |||||||||
| V7 | 1.8 | 2.1 | 2.4 | 5.0 | |||||||||
| V8 | 1.9 | 2.2 | 2.5 | 5.5 | |||||||||
| V10 | 2.1 | 2.3 | 2.7 | 7.0 | |||||||||
| V12 | 2.2 | 2.5 | 2.8 | 3.4 | 8.5 | ||||||||
| V14 | 3.5 | 3.8 | 6.4 | 6.8 | 10.0 | ||||||||
| V16 | 3.1 | 3.8 | 4.5 | 5.0 | 11.0 | ||||||||
| V18 | 3.3 | 4.0 | 13.0 | ||||||||||
| V20 | 4.0 | 4.9 | 5.1 | 6.6 | 7.2 | 7.8 | 14.0 | ||||||
| V25 | 4.4 | 5.0 | 5.5 | 6.8 | 7.8 | 8.3 | 16.5 | ||||||
| V32 | 5.0 | 5.5 | 6.1 | 8.7 |
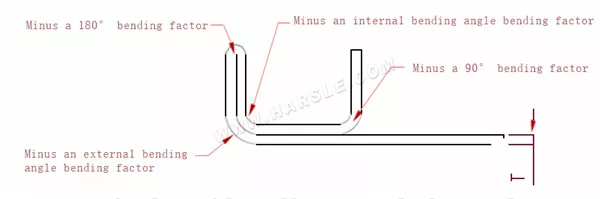
Note: When the part graphic size is marked with negative tolerance, the bending factor value can be increased,as shown in the table,the red part can be increased to:2.8; 2.82;3.4;3.43 or 3.44:4.5;4.6; 5.5:5.6
| Thickness mm\angle | Mould groove width | 90° | Inside corner | Outside comer | 180° | ||
| 1.5 | V10 | 3.0 | 3.2 | 4.1 | 0.8 | ||
| 2.0 | V12 | 3.8 | 3.7 | 4.6 | 1.0 | ||
| 2.5 | V16 | 4.5 | 4.8 | 6.1 | 1.3 | ||
| Thickness mm\angle | 30° | 45° | 60° | 120° | 135° | 145° | |||||||||
| 1.0 | 0.35 | 0.7 | 1.1 | 1.0 | 0.6 | 0.4 | |||||||||
| 1.2 | 0.4 | 0.8 | 1.2 | 1.0 | 0.6 | 0.4 | |||||||||
| 1.5 | 0.5 | 1.0 | 1.6 | 1.4 | 0.9 | 0.6 | |||||||||
| 2.0 | 0.6 | 1.2 | 2.0 | 1.7 | 1.1 | 0.7 | |||||||||
| 2.5 | 0.8 | 1.6 | 2.6 | 2.2 | 1.4 | 0.85 | |||||||||
| 3.0 | 1.0 | 2.2 | 3.4 | 2.8 | 2.0 | 1.2 | |||||||||
| 4.0 | 3.7 | 2.4 | 1.4 | ||||||||||||
| Thickness mm | 0.5 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | |||||
| Process hole mm | 1.No holes 2.Can open φ2 hole | φ2 | φ2.5 | φ3.0 | φ3.5 | φ4.0 | φ5.5 | φ6.0 | φ7.0 | ||||||
Note: If special needs are allowed,a larger grade of aperture can be used.
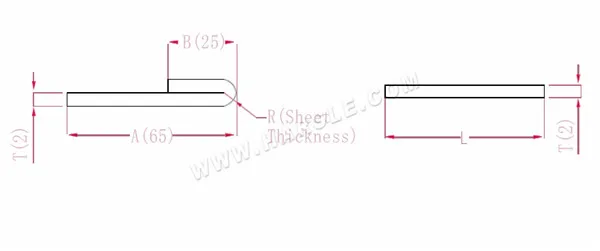
Diagram and calculation formula for one-bend
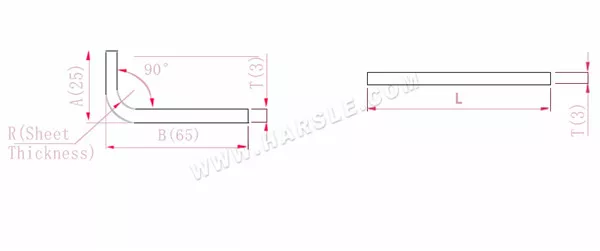
A, B— bending length of workpiece
P’—bending coefficient of edge bending (bending factor: one factor minus one bend)
R— bend and fillet (generally plate thickness)
T— material thickness
The Expanded length L=A+B-P’, which is L=25+65-5.5=84.5
According to Table 1, the plate thickness is 3, the lower die is V25, and the bending coefficient is 5.5
Note: According to Table 1, different bending coefficients of lower dies and different plate thicknesses are different.
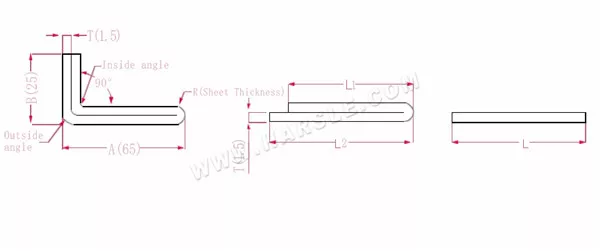
Diagram and calculation formula of two-bend
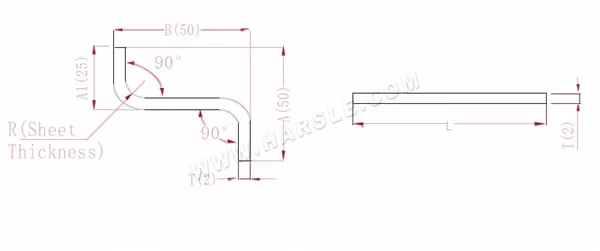
A(A1), B— bending length of workpiece
P’—bending coefficient of edge bending (bending factor: one factor minus one bend)
R— bend and fillet (generally plate thickness)
T— material thickness
The Expanded length L=A+T+B-2*P’, which is L=50+2+50-2*3.4=95.2
According to Table 1, the plate thickness is 2, the lower die is V12, and the bending coefficient is 3.4
Note: According to Table 1, different bending coefficients of lower dies and different plate thicknesses are different.
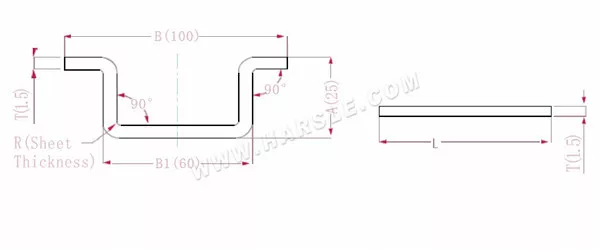
Diagram and calculation formula of three-bend

A(A1), B (B1)-bending length of workpiece
P’—bending coefficient of edge bending (bending factor: one factor minus one bend)
R— bend and fillet (generally plate thickness)
T— material thickness
The Expanded length L=A+T+B+T-3*P’, which is L=50+2+90+2-3*3.4=133.8
According to Table 1, the plate thickness is 2, the lower die is V12, and the bending coefficient is 3.4
Note: According to Table 1, different bending coefficients of lower dies and different plate thicknesses are different.
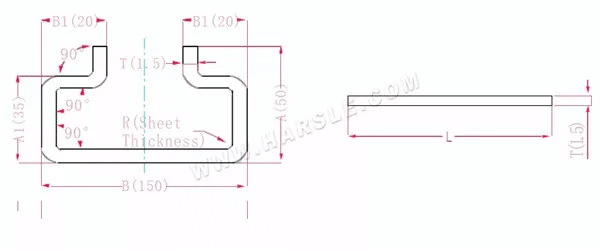
Diagram and calculation formula of four-bend
A, B (B1)-bending length of workpiece
P’—bending coefficient of edge bending (bending factor: one factor minus one bend)
R— bend and fillet (generally plate thickness)
T— material thickness
The Expanded length L=A+A+B+T+T-4*P’, which is l = 25+25+100+1.5+1.5-4 * 2.8 = 141.8
According to Table 1, the plate thickness is 1.5, the lower die is V12, and the bending coefficient is 2.8
Note: According to Table 1, different bending coefficients of lower dies and different plate thicknesses are different.
Diagram and calculation formula of six-bend
A(A1), B (B1)-bending length of workpiece
P’—bending coefficient of edge bending (bending factor: one factor minus one bend)
R— bend and fillet (generally plate thickness)
T— material thickness
The Expand length L=A+T+A+T+B+B1+B1-6*P’
which is l = 50+1.5+50+1.5+150+20+20-6 * 2.8 = 276.2
According to Table 1, the plate thickness is 1.5, the lower die is V12, and the bending coefficient is 2.8
Note: According to Table 1, different bending coefficients of lower dies and different plate thicknesses are different.
Diagram and calculation formula of bending 180 degrees
A, B— bending length of workpiece
P’—flattening fillet bending coefficient
R— bend and fillet (generally plate thickness)
T— material thickness
The Expanded length L=A+B-P’, which is L=25+65-1=89
According to Table 2, the plate thickness is 2, the lower die is V12, and the bending factor is half of the plate thickness
Note: According to Table 2, the selection of different lower die has different bending coefficients and different plate thicknesses.
Diagram and calculation formula of double-layer bending
A, B— bending length of workpiece
P1— bending coefficient of inner corner
P2— bending coefficient of external bending angle
R— bend and fillet (generally plate thickness)
T— material thickness
The Expanded length L1=(A-1.5) +(B-1.5)-P1, which is L1= (65-1.5) +(25-1.5)-3.2=83.8
L2=A+B-P2, which is L2=65+25-4.1=85.9
L=L1+L2-T/2, which is L=83.8+85.9-0.75=168.95
According to Table 2, the plate thickness is 1.5, the lower die is V12, the inner corner bending coefficient is 3.2, the outer corner bending coefficient is 4.1, and the 180 bending coefficient is 0.75.
Note: According to Table 2, different bending coefficients of lower dies and different plate thicknesses are different.
Diagram and calculation formula of double-layer bending with one edge
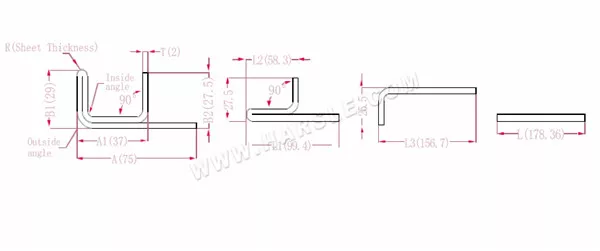
A, A1, A2, B1, B2, L, L1, L2, L3— bending length of workpiece
P1— bending coefficient of inner corner
P2— bending coefficient of external bending angle
R— bend and fillet (generally plate thickness)
T— material thickness
The Expanded length L1=(A1-T) +(B2-T)-P1 which is L1= (35-2) +(34-2)-3.7=61.3
L2=(B1-T) +(A2-T)-P1, which is L2= (50-2) +(34-2)-3.7=76.3
L3=A+B1+B2-2*P2, which is L3=70+35+50-2*4.6+145.8
L=L1+L2+L3-2*P3, which is L=61.3+75.3+145.8-2*1=280.4
According to Table 2, the plate thickness is 2, the lower die is V12, the inner corner bending coefficient is 3.7, the outer corner bending coefficient is 4.6, and the 90-bending coefficient is 1.
Note: According to Table 2, different bending coefficients of lower dies and different plate thicknesses are different.
Diagram and calculation formula of double-layer bending with two edges
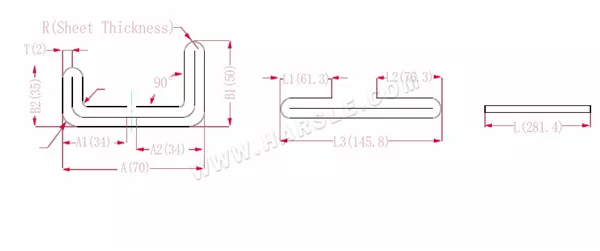
A, A1, A2, B1, B2, L, L1, L2, L3— bending length of workpiece
P1— bending coefficient of inner corner
P2— bending coefficient of external bending angle
R— bend and fillet (generally plate thickness)
T— material thickness
The Expanded length L1=(A1-T) +(B2-T)-P1 which is L1= (35-2) +(34-2)-3.7=61.3
L2=(B1-T) +(A2-T)-P1, which is L2= (50-2) +(34-2)-3.7=76.3
L3=A+B1+B2-2*P2, which is L3=70+35+50-2*4.6+145.8
L=L1+L2+L3-2*P3, which is L=61.3+75.3+145.8-2*1=280.4
According to Table 2, the plate thickness is 2, the lower die is V12, the inner corner bending coefficient is 3.7, the outer corner bending coefficient is 4.6, and the 90-bending coefficient is 1.
Note: According to Table 2, different bending coefficients of lower dies and different plate thicknesses are different.
Diagram and calculation formula of step bending

A, B— bending length of workpiece
R— bend and fillet (generally plate thickness)
T— material thickness
Unfolded length L=A+1
Note: When the step is equal to the thickness of two plates, add 0.5 for each step and 1 for each step.
Diagram and calculation formula of bending special angle 1
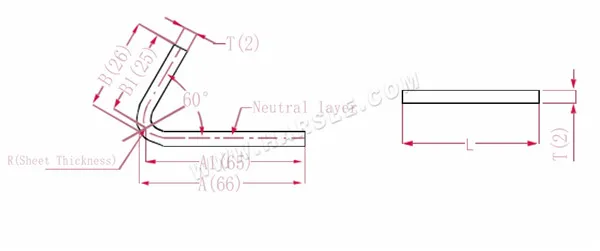
A(A1), B (B1)-bending length of workpiece
P’—bending coefficient of edge bending (bending factor: one factor minus one bend)
R—bend and fillet (generally plate thickness)
T— material thickness
The Expand length L=(A-T) +(B-T)-P’, which is L= (66-1) +(26-1)-2=65+25-2=88
According to Table 3, the plate thickness is 2, the lower die is V12, and the 60 bending coefficient is 2
Note: According to Table 3, the neutral layer is selected as the bending length and width.
Diagram and calculation formula of bending special angle 2
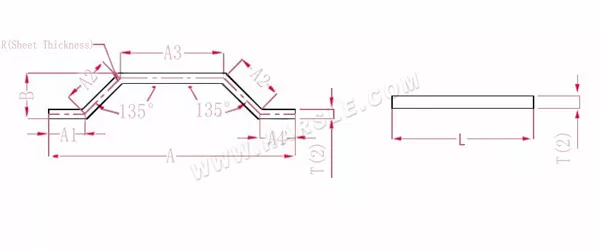
A (A1, A2, A3, A4), B— bending length of workpiece
P— bending factor of 135 bending angles
R— bend and fillet (generally plate thickness)
T— material thickness
The Expand length L = A1+A2+A3+A2+A4-P-P.
Note: the same pressure step bending only needs to reduce two coefficients
According to Table 3: the plate thickness is 2, the lower die is V12, and the bending coefficient at 135 is 1.1.
Diagram and calculation formula of bending special angle 3

A (A1, A2), B (B1, B2)-bending length of workpiece
P1—120° bending coefficient
P2—145° bending coefficient
P3—90° bending coefficient
R— bend and fillet (generally plate thickness)
T— material thickness
Note: if the graphic size is marked on the shape, the shape size should Be converted to the neutral layer size when calculating the unfolding length;
The Expand length L=A11+B11+B21+A21-P1-P2-P3, which is l = 80+50+103+70-1.7-0.7-3.4 = 297.2
According to Table 3: the plate thickness is 2, the lower die is V12, the 120 bending coefficient is 1.7, the 145 bending coefficient is 0.7, and the 90-bending coefficient is 3.4
Note: According to Table 3, different bending coefficients of lower dies and different plate thicknesses are different.
Diagram and calculation formula of common binding 1
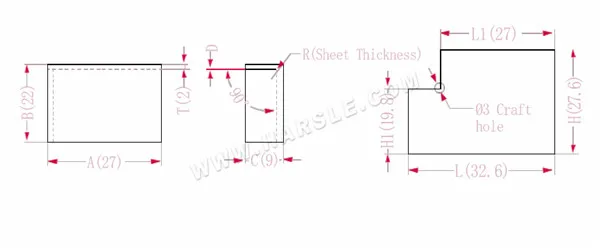
A, B, C— length, width and height of workpiece bending edge
P— bending coefficient
R— bend and fillet (generally plate thickness)
H(H1), l (L1)-the unfolded length of each side
T— material thickness
D— bending process clearance (generally 0~0.5)
The Expanded length L1=A, which is L1=27
L=A+C-P, which is L=27+9-3.4=32.6
H1=B-T-D, which is H1=22-2-0.2=19.8. Note: D is 0.2.
H=B+C-P, which is H=22+9-3.4=27.6
According to Table 1: the plate thickness is 2, the lower die is V12 and the bending coefficient is 3.4
Note: According to Table 1, different bending coefficients of lower dies and different plate thicknesses are different.
Diagram and calculation formula of common binding 2
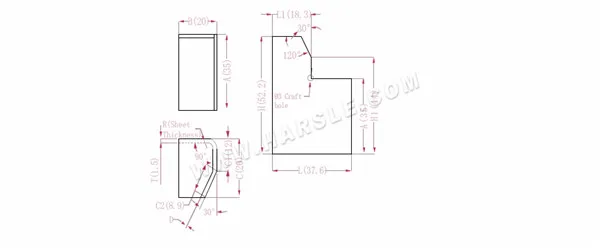
A, B, C— length, width and height of workpiece bending edge
H(H1), L (L1)-the unfolded length of each side
P—90° bending coefficient P1—30° bending coefficient
R— bend and fillet (generally plate thickness)
T— material thickness
D— bending process clearance (generally 0~0.5)
The Expanded length L1=B-T-D, which is L1=20-1.5-0.2=18.3
L=B+C1+C2-P-P1, which is L=20+12+8.9-2.8-0.5=37.6
H1=C1+A-P-D, which is H1=12+35-2.8-0.2=44. Note: D is 0.2.
H=A+C-P, which is H=35+20-2.8=52.2
According to Table 1: the plate thickness is 1.5, the lower die is V12, the bending coefficient is 2.8, and the 30-bending coefficient is 0.5
Note: According to Table 1, different bending coefficients of lower dies and different plate thicknesses are different.
Diagram and calculation formula of common binding 3
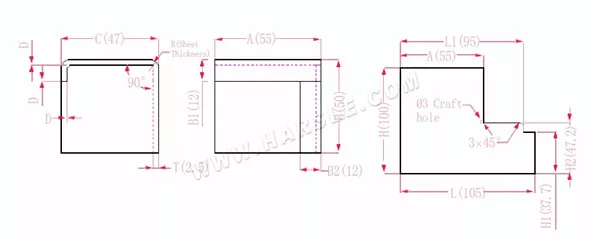
A, B, C— length, width and height of workpiece bending edge
H(H1), L (L1)-the unfolded length of each side
P— bending coefficient
R— bend and fillet (generally plate thickness)
T— material thickness
D— bending process clearance (generally 0~0.5)
The Expanded length H1=B-B1-D, which is H1=50-12-0.3=37.7. Note: D is 0.2.
H2=B-T-D which is H2=50-2.5-0.3=47.2
H=B+C+B1-2*P, which is H=50+47+12-2*4.5=100
L1=A+C-T-D-P, which is L1=55+47-2.5-0.3-4.5=94.7
L=A+C+B2-2*P, which is L=55+47+12-2*4.5=105
According to Table 1: the plate thickness is 1.5, the lower die is V16 and the bending coefficient is 4.5
Note: According to Table 1, different bending coefficients of lower dies and different plate thicknesses are different.

Spain-Customer-Feedback.jpg)


America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)

