سرّان حول تطبيق تصميم الصفائح المعدنية في هيكل صندوق اللحام بالليزر

في تجربتي في العمل مع اللحام بالليزر في مجال الهياكل الصندوقية، اكتشفتُ رؤىً قيّمة حول تطبيق تصميم الصفائح المعدنية. في حين أن العديد من المحترفين على دراية بمبادئ التصميم الأساسية، إلا أن هناك سرّين يُمكنهما تعزيز فعالية وكفاءة هذه التطبيقات بشكل كبير. ساعدني فهم هذين السرّين على تحسين تصاميمي وتحقيق نتائج لحام أفضل. في هذه المقالة، سأشارك هذين السرّين حول تطبيق تصميم الصفائح المعدنية في الهياكل الصندوقية الملحومة بالليزر، مُقدّمًا نصائح قيّمة يُمكن أن ترتقي بمشاريعكم إلى مستوى أعلى.
اللحام بالليزر يتميز هذا النوع من اللحام بمزايا السرعة العالية، وانخفاض التشوه، ودقة اللحام، والمتانة العالية. ويُستخدم على نطاق واسع في مجالات الطيران، والسيارات، والطب، وغيرها. ومن بين هذه المجالات، يُعدّ اللحام بالليزر الذاتي الانصهار عملية لحام بدون تلامس بدون أسلاك لحام، مع أشكال لحام متنوعة وتماسك ممتاز. وفي مجال تصنيع الصفائح المعدنية، يتمتع هذا النوع بإمكانيات تطبيقية هائلة. تركز هذه المقالة على تطبيق تصميم الصفائح المعدنية في اللحام بالليزر للهيكل الصندوقي ذي الواجهة المائلة بزاوية 45 درجة مع التشفيه.
تصميم الصفائح المعدنية في هيكل صندوق اللحام بالليزر
هيكل الصندوق مصنوع من الفولاذ المقاوم للصدأ 304 بسمك 1.5 مم، وأبعاده 200 مم × 200 مم × 115 مم. زوايا انحناء الصندوق هي 90 درجة، 90 درجة، و80 درجة من الأسفل إلى الأعلى. هيكل الصندوق موضح في الشكل. معدات القطع بالليزر لقطع المنتجات، نستخدم آلة القطع بالليزر Trulaser 3040، وآلة الثني BendCell 5130، وآلة اللحام بالليزر Trulaser Robot 5020. معلمات اللحام بالليزر موضحة في الجدول.

| عملية اللحام | الطاقة (واط) | السرعة (م/دقيقة) | إزالة التركيز (مم) |
| اللحام الحراري بالليزر | 3000 | 1.8 | 10 |
في التقليدية عملية اللحام للحصول على منتجات لحام أكثر جمالاً، عادةً ما يتطلب هيكل صندوق الفولاذ المقاوم للصدأ عملية طحن وتلميع بعد اللحام. هذه العملية مُرهقة وتستغرق وقتًا طويلاً، ومن السهل حدوث تشوه واختراق اللحام أثناء اللحام. مع ذلك، يتمتع اللحام بالليزر بإمكانيات تطبيقية واسعة في مجال لحام الصفائح المعدنية بفضل سرعته العالية، وتشوهه المنخفض، وخطوط اللحام الجميلة.
من بينها، يتميز روبوت اللحام بالليزر Trulaser Robot 5020 (المشار إليه فيما يلي باسم TR5020) بميزة كبيرة في هياكل صناديق اللحام. يدمج TR5020 نظام تركيز آلي عالي الدقة على رأس اللحام، مما يسمح بالتبديل بين لحام الاختراق العميق بالليزر ولحام التوصيل الحراري بالليزر في أي وقت خلال عملية اللحام بالليزر نفسها، دون تغيير وضعية الروبوت.
في الوقت نفسه، بفضل كاميرا CCD عالية التكبير المدمجة في رأس اللحام، يمكن ضبط موضع تركيز الليزر بدقة أكبر، مما يضمن اتساقًا ممتازًا لخط اللحام. ومع ذلك، أصبحت كيفية تطبيق مزايا سرعة اللحام العالية بالليزر، وضيق منطقة التأثر بالحرارة، وانخفاض التشوه، والدقة العالية في لحام هيكل الصندوق مشكلة ملحة تحتاج إلى حل.
في هيكل صندوق الفولاذ المقاوم للصدأ الملحوم، يشغل لحام فيليه الصندوق معظم عملية اللحام. وللحصول على خط لحام ليزري دائري، قمنا بتحسين مقدار التداخل في اللحام التقليدي، كما هو موضح، حيث t هو سمك اللوحة، وa هو مقدار التداخل، وb هو موضع مركز الليزر على المقطع العرضي للوح، وα هي زاوية ميل الليزر.
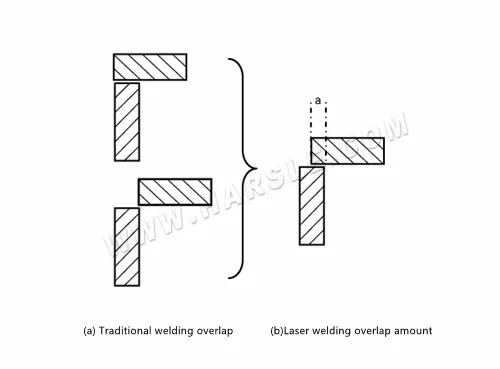

كمية تداخل اللحام بالليزر
يتم لحام مقدار التداخل الأمثل باستخدام عملية لحام التوصيل الحراري بالليزر. ومن خلال نظام التركيز التلقائي TR5020، يتم ضبط مقدار عدم التركيز بدقة على 10.00 مم، ودقة التركيز 0.01 مم. وبتحديد قيمة b بدقة عبر كاميرا CCD عالية القدرة، يمكن الحصول على لحام ليزر دائري دون الحاجة إلى سلك لحام، كما هو موضح في الشكل. يُعد نظام تحسين هامش التداخل مناسبًا للصفائح التي يبلغ سمكها 3 مم أو أقل، وتُحدد قيم a وb وα بقيمة t.

في هيكل صندوق الفولاذ المقاوم للصدأ الملحوم، يُعد تحسين أخدود تخفيف الزوايا أمرًا بالغ الأهمية، إذ يؤثر بشكل مباشر على تأثير قاع هيكل الصندوق. في عملية اللحام التقليدية، تُستخدم عادةً أخاديد تخفيف الزوايا المستطيلة أو المستديرة. ومع ذلك، من السهل جدًا أن يتسبب هذا النوع من أخدود تخفيف الزوايا في اختراق اللحام أو نقصانه أثناء اللحام بالليزر. يوضح الشكل أدناه الرسم التخطيطي لأخدود تخفيف الزوايا.
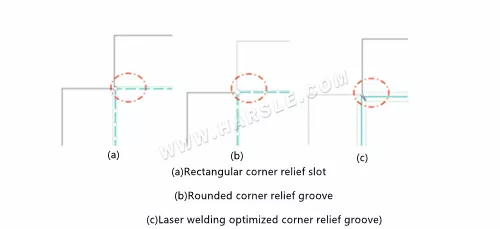
تم تحسين هيكل المنتج باستخدام كتلة عملية أخدود تخفيف زاوية اللحام بالليزر. بعد اللحام بالليزر، يمكن الحصول على تأثير لحام كامل ومستدير، دون الحاجة إلى معالجة ثانوية تقريبًا، مما يقلل بشكل كبير من وقت المعالجة اللاحقة، كما هو موضح في الشكل.

تصميم واجهة بزاوية 45 درجة لتشفير هيكل صندوق اللحام بالليزر
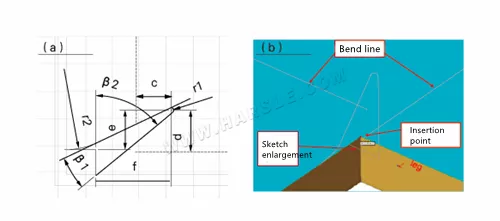
في هيكل الصندوق الملحوم المصنوع من الفولاذ المقاوم للصدأ، يصعب إغلاقه بإحكام عند واجهة الحافة بزاوية 45 درجة بسبب تشوه الانحناء. وكما هو موضح في النقطة (أ) بالشكل، فإن اللحام بالليزر صعب للغاية. لذلك، يؤثر تصميم الواجهة بشكل مباشر على جودة لحام هيكل الصندوق. في الوقت نفسه، ستكون هناك فجوة كبيرة عند النقطة (ب)، مما يصعب التعامل معه باستخدام اللحام بالليزر المباشر.

تصميم الصفائح المعدنية: في هذا النوع من الحالات، قمنا بتحسين هيكل الصندوق. عند التصميم، نُقطع معدن السطح المُدرّج، ثم نُمدّد سطحين مُدرّجين صغيرين، كما هو موضح في الشكل. عند الفتح، نستخدم السطح النهائي كمرجع لملء الجزء المقطوع سابقًا، كما هو موضح في الشكل. عند النقطة B في الشكل، يُطبّق السطحان المُدرّجان بشكل مُتدرج لزيادة مقدار التعويض المعدني وسد الفجوة الناتجة هنا، كما هو موضح في الشكل.
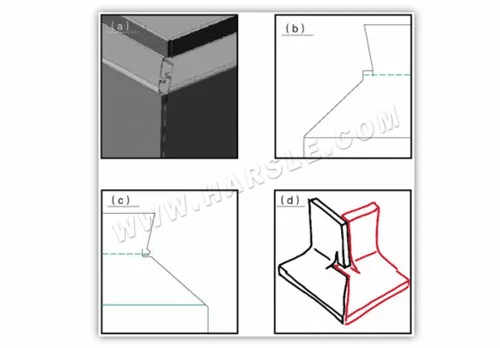
تُظهر الصورة أدناه تأثير اللحام بالليزر. يتضح من الشكل أن الواجهة مُحكمة الإغلاق، مما يُلبي تمامًا متطلبات عملية اللحام بالليزر. سطح اللحام جميل، والانتقال طبيعي، ولا توجد أي ظاهرة مثل الغرق واللحام. كما أن حرف B في الشكل مُمتلئ جيدًا.