2 sekrety dotyczące zastosowania projektowania blachy w konstrukcji komory spawania laserowego

Z mojego doświadczenia wynika, że pracuję z spawanie laserowe Konstrukcje skrzynkowe, odkryłem kilka intrygujących spostrzeżeń na temat zastosowania projektowania blach. Chociaż wielu specjalistów zna podstawowe zasady projektowania, istnieją dwa sekrety, które mogą znacząco zwiększyć skuteczność i wydajność tych zastosowań. Zrozumienie tych sekretów pomogło mi ulepszyć moje projekty i osiągnąć lepsze rezultaty spawania. W tym artykule podzielę się tymi dwoma sekretami dotyczącymi zastosowania projektowania blach w konstrukcjach skrzynkowych spawanych laserowo, udzielając cennych wskazówek, które mogą przenieść Twoje projekty na wyższy poziom.
Spawanie laserowe Cechuje się dużą prędkością, niewielkimi odkształceniami, estetycznym wykonaniem spoiny i wysoką wytrzymałością. Jest szeroko stosowana w lotnictwie, motoryzacji, medycynie i innych dziedzinach. Wśród nich, laserowe spawanie samowulkanizujące to bezkontaktowy proces spawania bez drutu spawalniczego, charakteryzujący się różnymi kształtami spoin i ich doskonałą spójnością. W dziedzinie produkcji blach ma ogromny potencjał zastosowania. Niniejszy artykuł koncentruje się na zastosowaniu projektowania blach w spawaniu laserowym konstrukcji skrzynkowej z 45-stopniowym połączeniem fazowym z kołnierzem.
Projektowanie blachy w konstrukcji komory spawania laserowego
Korpus skrzynki wykonany jest ze stali nierdzewnej 304 o grubości 1,5 mm i wymiarach 200 mm × 200 mm × 115 mm. Kąt gięcia skrzynki wynosi 90°, 90° i 80° od dołu do góry. Konstrukcja skrzynki jest pokazana na rysunku. sprzęt do cięcia laserowego Do wykrawania produktów używana jest wycinarka laserowa Trulaser 3040, giętarka BendCell 5130, a spawarka laserowa Trulaser Robot 5020. Parametry spawania laserowego przedstawiono w tabeli.

| Proces spawania | Moc (W) | Prędkość (m/min) | Rozogniskowanie (mm) |
| Spawanie termiczne laserowe | 3000 | 1.8 | 10 |
W tradycyjnym proces spawania W przypadku konstrukcji skrzynkowych ze stali nierdzewnej, aby uzyskać piękniejsze produkty spawalnicze, zazwyczaj konieczne jest szlifowanie i polerowanie po spawaniu. Proces ten jest uciążliwy i czasochłonny, a podczas spawania łatwo o odkształcenia i przetopy. Spawanie laserowe ma jednak duży potencjał zastosowania w spawaniu blach ze względu na dużą prędkość spawania, niewielkie odkształcenia i estetyczne spoiny.
Wśród nich, laserowy spawarka Trulaser Robot 5020 (zwana dalej TR5020) ma ogromną przewagę w konstrukcjach skrzynkowych. TR5020 posiada zintegrowany, precyzyjny, automatyczny system ogniskowania na głowicy spawalniczej, dzięki czemu może przełączać się między spawaniem laserowym z głębokim wtopieniem a spawaniem laserowym z przewodnością cieplną w dowolnym momencie podczas tej samej procedury spawania laserowego, bez zmiany pozycji robota.
Jednocześnie, dzięki kamerze CCD o dużym powiększeniu zintegrowanej z głowicą spawalniczą, położenie ogniska lasera można regulować precyzyjniej, co zapewnia doskonałą spójność spoiny. Jednak wykorzystanie zalet wysokiej prędkości spawania laserowego, wąskiej strefy wpływu ciepła, małych odkształceń i wysokiej precyzji w spawaniu konstrukcji skrzynkowych stało się pilnym problemem do rozwiązania.
W spawanej konstrukcji skrzynkowej ze stali nierdzewnej, spoina pachwinowa skrzynkowa zajmuje większość całego procesu spawania. Aby uzyskać zaokrąglony szew spawalniczy, zoptymalizowaliśmy wielkość zakładki tradycyjnego spawania, jak pokazano na rysunku, gdzie t to grubość blachy, a to wielkość zakładki, b to położenie środka lasera na przekroju poprzecznym płyty, a α to kąt nachylenia lasera.
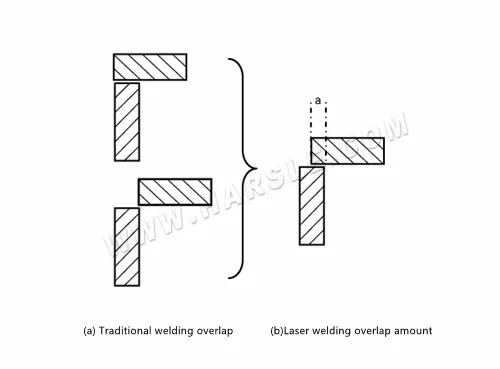

Ilość nakładania się spawania laserowego
Zoptymalizowana wielkość nakładki jest spawana metodą laserowego spawania z przewodzeniem cieplnym. Dzięki automatycznemu systemowi regulacji ostrości TR5020, wartość rozogniskowania jest precyzyjnie ustawiona na 10,00 mm, a dokładność regulacji ostrości wynosi 0,01 mm. Dzięki precyzyjnemu ustawieniu wartości b za pomocą kamery CCD o dużej mocy, można uzyskać zaokrągloną spoinę laserową bez konieczności dodawania drutu spawalniczego, jak pokazano na rysunku. Schemat optymalizacji marginesu na zakładkę jest odpowiedni dla blach o grubości 3 mm i mniejszej, a wartości a, b i α są określane przez wartość t.

W spawanej konstrukcji skrzynkowej ze stali nierdzewnej, optymalizacja rowka podcięcia narożnego jest również niezwykle istotna, co bezpośrednio wpływa na efekt dna konstrukcji skrzynkowej. W tradycyjnym procesie spawania zazwyczaj stosuje się prostokątne lub okrągłe rowki podcięcia narożnego. Jednak tego typu rowek podcięcia narożnego bardzo łatwo może spowodować przetopienie spoiny lub niedopełnienie podczas spawania laserowego. Schemat rowka podcięcia narożnego przedstawiono na poniższym rysunku.
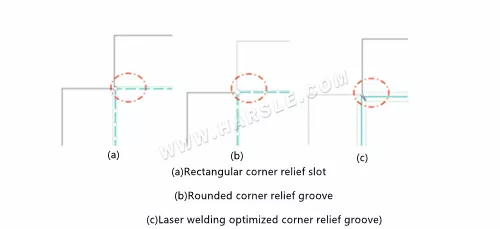
Struktura produktu jest optymalizowana poprzez zastosowanie bloku procesu spawania laserowego z rowkiem w narożnikach. Po spawaniu laserowym uzyskuje się bardzo pełny i okrągły efekt spawania, praktycznie bez konieczności dodatkowej obróbki, co znacznie skraca czas dalszej obróbki, jak pokazano na rysunku.

Projekt złącza fazowanego pod kątem 45° do kołnierzy konstrukcji skrzynek spawalniczych laserowych
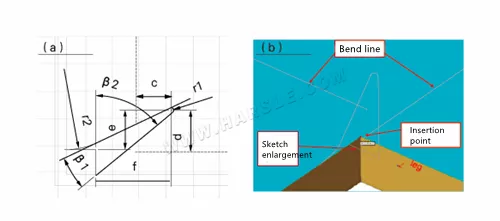
W spawanej konstrukcji skrzynkowej ze stali nierdzewnej, ze względu na odkształcenia gięcia, trudno jest szczelnie zamknąć połączenie kołnierza pod kątem 45°. Jak pokazano w punkcie A na rysunku, spawanie laserowe jest niezwykle trudne w obsłudze. Dlatego konstrukcja połączenia ma bezpośredni wpływ na jakość spawania konstrukcji skrzynkowej. Jednocześnie w punkcie B powstanie duża szczelina, którą trudno skompensować bezpośrednim spawaniem laserowym.

Projektowanie blachy. W tym przypadku zoptymalizowaliśmy konstrukcję skrzynkową. Podczas projektowania odcięliśmy metal z powierzchni schodkowej, a następnie rozszerzyliśmy dwie małe powierzchnie schodkowe, jak pokazano na rysunku. Następnie, podczas rozwijania, wykorzystaliśmy powierzchnię końcową jako punkt odniesienia do wypełnienia uprzednio wyciętej części, jak pokazano na rysunku. W punkcie B na rysunku, dwie powierzchnie schodkowe są ułożone schodkowo, aby zwiększyć kompensację metalu i zrekompensować powstałą szczelinę, jak pokazano na rysunku.
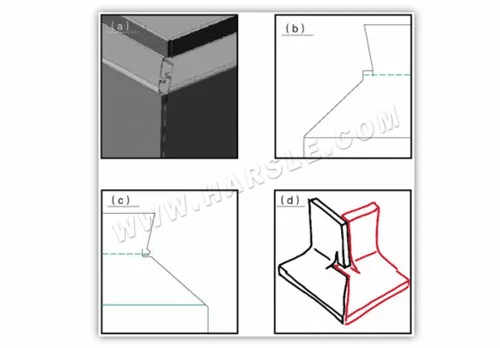
Poniższe zdjęcie przedstawia efekt po rzeczywistym spawaniu laserowym. Na rysunku widać, że powierzchnia styku jest szczelnie zamknięta, co w pełni spełnia wymagania procesu spawania laserowego. Powierzchnia spoiny jest piękna, przejścia naturalne i nie występują zjawiska takie jak wtapianie i przespawanie. Znak B na rysunku jest również dobrze wypełniony.