Deux secrets sur l'application de la conception de tôles dans la structure de boîtes de soudage laser

D'après mon expérience de travail avec soudage au laser En concevant des structures en caisson, j'ai découvert des informations fascinantes sur l'application de la conception de tôles. Si de nombreux professionnels connaissent les principes de base de la conception, deux secrets peuvent considérablement améliorer l'efficacité de ces applications. Leur compréhension m'a permis d'améliorer mes conceptions et d'obtenir de meilleurs résultats de soudage. Dans cet article, je partagerai ces deux secrets sur l'application de la conception de tôles au soudage laser de structures en caisson, en vous fournissant de précieux conseils pour propulser vos projets vers de nouveaux sommets.
Soudage au laser Le soudage laser par autofusion présente les avantages d'une vitesse de soudage élevée, d'une faible déformation, d'un cordon de soudure esthétique et d'une résistance élevée. Il est largement utilisé dans l'aéronautique, l'automobile, le médical et d'autres secteurs. Parmi ces domaines, le soudage laser par autofusion est un procédé de soudage sans contact et sans fil de soudure, offrant diverses formes de cordons de soudure et une excellente régularité. Son potentiel d'application est considérable dans le domaine de la fabrication de tôles. Cet article se concentre sur l'application de la conception de tôles au soudage laser de structures en caisson avec interface à onglet à 45° et bordage.
Conception de tôles dans une structure de boîte de soudage laser
Le corps de la boîte est en acier inoxydable 304 de 1,5 mm d'épaisseur, et ses dimensions sont de 200 mm × 200 mm × 115 mm. L'angle de pliage de la boîte est de 90°, 90° et 80° de bas en haut. La structure de la boîte est illustrée sur la figure. équipement de découpe laser Pour le découpage des produits, nous utilisons la machine de découpe laser Trulaser 3040, la cintreuse BendCell 5130 et le soudeur laser Trulaser Robot 5020. Les paramètres de soudage laser sont indiqués dans le tableau.

| Procédé de soudage | Puissance (W) | Vitesse (m/min) | Défocalisation (mm) |
| Soudage thermique au laser | 3000 | 1.8 | 10 |
Dans le traditionnel procédé de soudage Pour les structures en caisson en acier inoxydable, pour obtenir des soudures plus esthétiques, il est généralement nécessaire de procéder à un meulage et un polissage après le soudage. Ce processus est fastidieux et chronophage, et il est facile de produire des déformations et des pénétrations de soudure pendant le soudage. Cependant, le soudage laser offre un potentiel d'application considérable dans le domaine du soudage de tôles grâce à sa vitesse de soudage élevée, sa faible déformation et la qualité de ses cordons de soudure.
Parmi eux, le robot de soudage laser Trulaser Robot 5020 (ci-après dénommé TR5020) présente un avantage considérable pour les structures de boîtiers de soudage. Le TR5020 intègre un système de focalisation automatique de haute précision sur sa tête de soudage, ce qui lui permet de passer du soudage laser à pénétration profonde au soudage laser par conduction thermique à tout moment au cours d'une même procédure de soudage laser, sans modifier la posture du robot.
Parallèlement, grâce à la caméra CCD à fort grossissement intégrée à la tête de soudage, la position de mise au point du laser peut être ajustée avec plus de précision, garantissant ainsi une excellente régularité du cordon de soudure. Cependant, il est devenu urgent de trouver une solution pour le soudage des structures en caisson grâce à la vitesse de soudage élevée, à la zone affectée thermiquement étroite, à la faible déformation et à la haute précision.
Dans la structure soudée d'un caisson en acier inoxydable, la soudure d'angle occupe la majeure partie du processus de soudage. Afin d'obtenir un cordon de soudure laser arrondi, nous avons optimisé le chevauchement du soudage traditionnel, comme illustré ci-dessous : t représente l'épaisseur de la plaque, a le chevauchement, b la position du centre du laser sur la section transversale de la plaque et α l'angle d'inclinaison du laser.
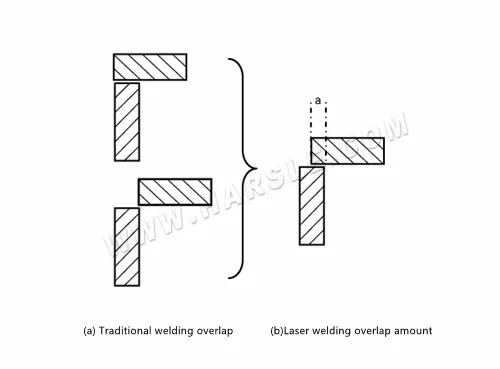

Quantité de chevauchement du soudage laser
Le chevauchement optimisé est réalisé par soudage par conduction thermique laser. Grâce au système de mise au point automatique TR5020, la défocalisation est réglée avec précision à 10,00 mm et la précision de mise au point est de 0,01 mm. Le positionnement précis de la valeur b grâce à une caméra CCD haute puissance permet d'obtenir une soudure laser arrondie sans ajout de fil de soudure, comme illustré sur la figure. Le schéma d'optimisation de la marge de recouvrement est adapté aux plaques d'épaisseur inférieure ou égale à 3 mm, et les valeurs de a, b et α sont déterminées par la valeur de t.

Dans les structures de caissons soudés en acier inoxydable, l'optimisation des rainures de dégagement d'angle est également primordiale, car elle influence directement l'effet de fond. Dans le procédé de soudage traditionnel, on utilise généralement des rainures de dégagement d'angle rectangulaires ou rondes. Cependant, ce type de rainure peut facilement entraîner une pénétration de la soudure ou un sous-remplissage lors du soudage laser. Le schéma de la rainure de dégagement d'angle est présenté dans la figure ci-dessous.
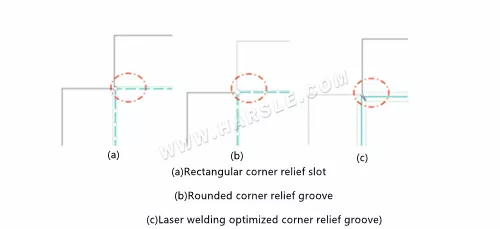
La structure du produit est optimisée grâce au bloc de traitement des rainures de dégagement d'angle par soudage laser. Après soudage laser, un effet de soudure très complet et arrondi est obtenu, ne nécessitant quasiment aucun traitement secondaire, ce qui réduit considérablement le temps de traitement ultérieur, comme illustré.

Conception d'une interface biseautée à 45° pour le bridage de structures de boîtes de soudage laser
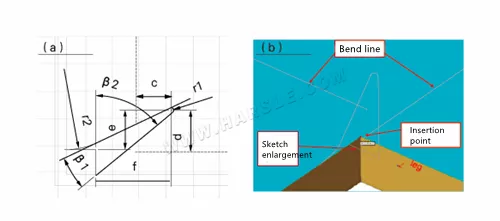
Dans la structure de boîte en acier inoxydable soudée, la déformation due à la flexion rend difficile une fermeture étanche au niveau de l'interface biseautée à 45° du bordage. Comme illustré en A sur la figure, le soudage laser est extrêmement complexe. Par conséquent, la conception de l'interface influence directement la qualité du soudage de la structure de boîte. De plus, un jeu important apparaît en B, ce qui rend le soudage laser direct difficile.

Conception de tôlerie. Pour ce type de situation, nous avons optimisé la structure du caisson. Lors de la conception, nous avons découpé le métal de la surface étagée, puis prolongé deux petites surfaces étagées, comme illustré. Ensuite, lors du dépliage, nous avons utilisé la surface d'extrémité comme référence pour combler la partie découpée précédemment, comme illustré. En B sur la figure, deux surfaces étagées sont décalées afin d'augmenter la compensation métallique et de combler l'espace créé, comme illustré.
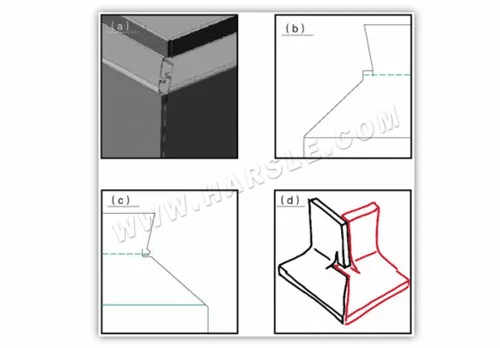
L'image ci-dessous illustre l'effet obtenu après soudage laser. On constate que l'interface est parfaitement fermée, ce qui répond parfaitement aux exigences du procédé de soudage laser. La surface du cordon de soudure est belle, la transition est naturelle et il n'y a aucun phénomène d'enfoncement ou de soudure à travers. Le point B de la figure est également bien rempli.