Lasercheck: CNC Press Brake Bending Angle Measurement

When I first started working with CNC press brakes, I quickly realized the importance of precision in bending angle measurements. That’s why I became interested in Lasercheck: CNC Press Brake Bending angle Measurement. This innovative tool not only enhances accuracy but also streamlines the entire bending process. In my experience, using Lasercheck has significantly reduced errors and improved the quality of my projects. In this article, I’ll share my insights on how Lasercheck works and its benefits for achieving precise bending angle measurements in CNC press brake operations.
LaserCheck
CNC Press Brake Bending Angle Measurement System.

Laser-based Bending Angle Measurement System
● Innovative sensors for measuring bending angles on press brakes
● High-tech products “Made in Germany”
● Very high accuracy
● Works contactless
● Integration in existing press brakes possible
● No modifications of tools necessary
● Parallel use of 2 or 4 sensors
● Spring-back calculation by using force detection with strain gauges or by detecting the end of angle variation
● Connection to Cybelec control via serial interface
● Connection to Delem with Ethernet interface and Modbus
● Integrated OEM solutions for ESA, Amada, Bystronic and others
● Easy to use
● Delivered fully wired and calibrated

Manufacturing sheet metal parts with accurate bending angles that are kept constant all times often meets a problem during the actual production process: different parameters in material thickness and stresses. In order to solve this problem and to make use also of minor quality materials safe for the user, data M Engineering has developed a powerful solution for measuring bending angles in press brakes – the LaserCheck. LaserCheck enables the user to determine the exact bending angle for press brakes by using laser triangulation together with strain gauges – and it works contactless.
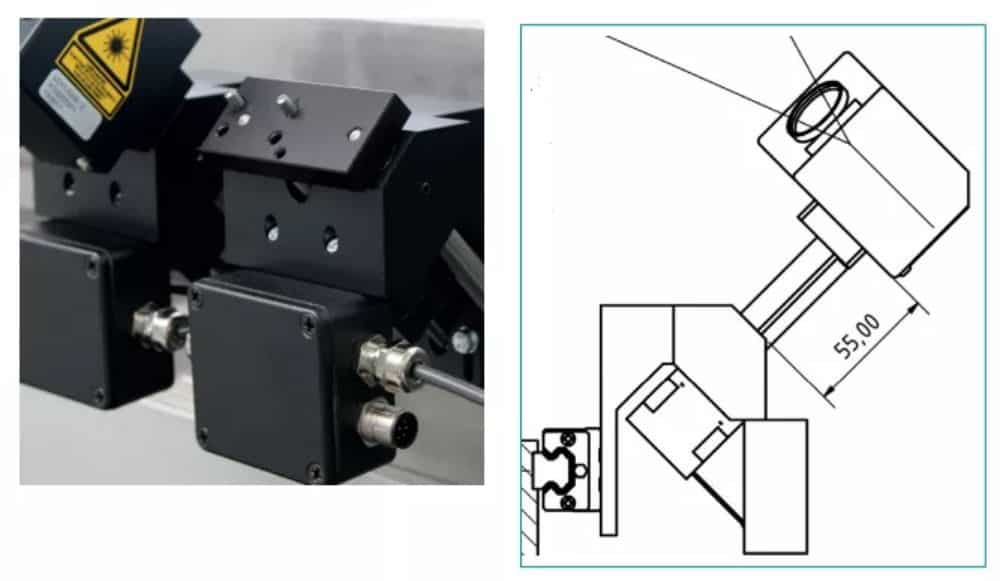
Working principle
The bending angle is measured by scanning the projection of the laser beam on the surface of the sheet metal with the CMOS camera. The angle between the laser and the viewing axis of the camera enables a distance measurement. The angle between sensor and sheet metal is calculated from these distances. With a second sensor at the opposite site the bending angle is calculated.
Characteristics
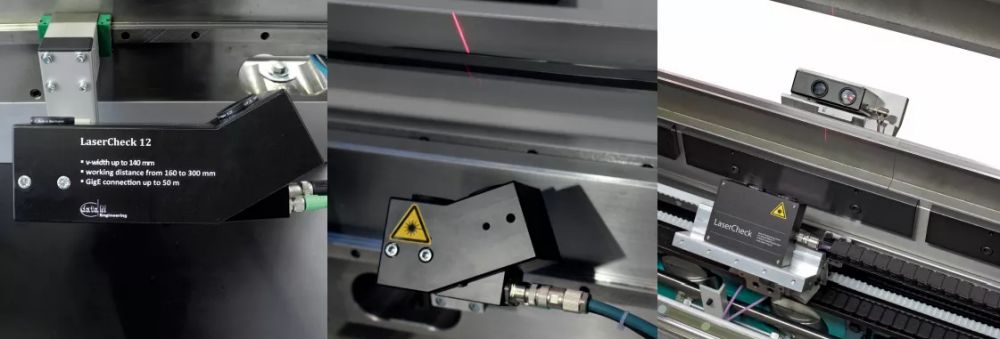
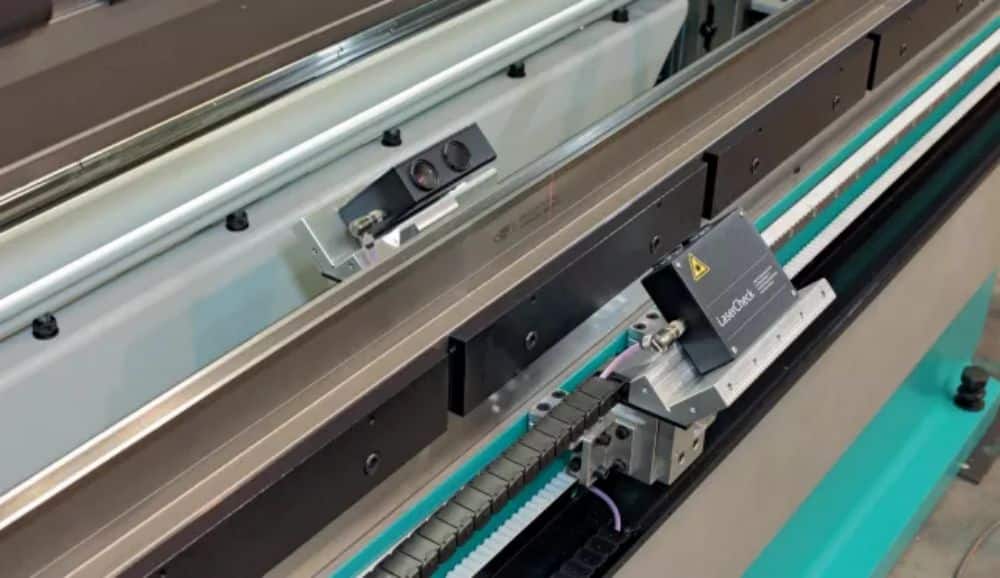
The LaserCheck sensor is mounted on the press brake, below the die, with an angle of 35° – 55° to the vertical. The working distance (between sensor and sheet) is 90-320mm, depending on the sensor type. It is moveable along the die either manually or automatically. Due to its mounting position the measuring range is 30° to 180° bending angle. For each measuring position there are 2 sensors needed. Four sensors enable an independent correction of the beam to compensate angle differences in long bends.
Designed for industrial applications
The sensors in the LaserCheck product range are especially designed for sheet metal applications. Due to their robust construction and user friendly technical features, they achieve precise measurement results even in harsh ambient conditions.
By carefully miniaturising every component, we have created small and robust sensors, that fit on any press brake.
Spring-back measurement
Spring-back is measured by releasing the sheet metal in two different ways:
● Opening until end of angle variation.The spring-back angle is measured directly. This strategy is necessary for bends with small forces.
●Opening until the bending force is falling below a predefined limit. Strain gauges are measuring the bending forces simultaneously at both side frames. The spring-back angle is calculated from angles and forces and the sheet metal will be overbent accordingly. Force measurement with residual forces is improving the accuracy when using tools with larger radii or asymmetric parts when a complete release is not possible without losing the correct bending position.
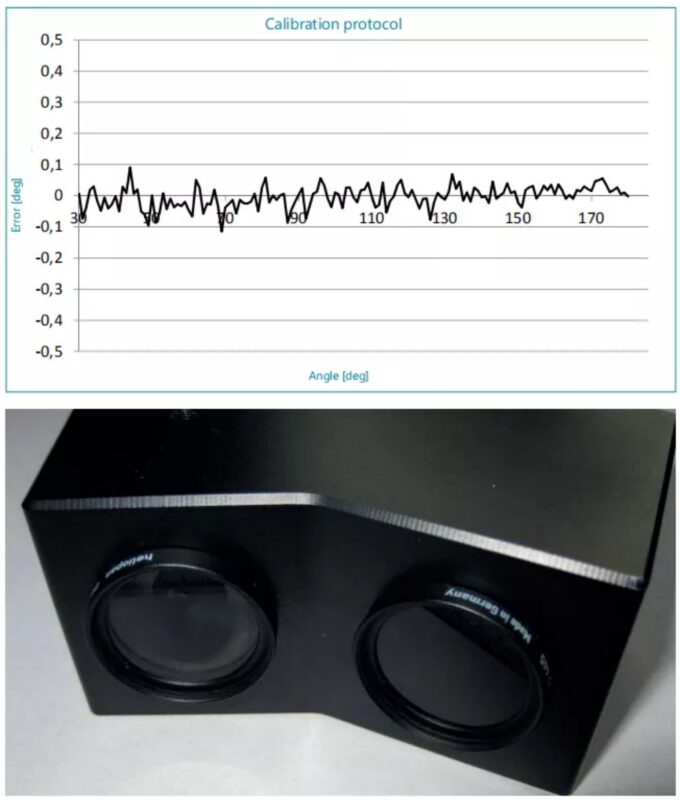
Calibration & Accuracy
The sensor accuracy is better than ±0.1°. The bending accuracy is influenced by the control, the machine accuracy, the tools and the material. To increase the bending accuracy the sensors will be calibrated after mounting, so the mounting tolerance is reduced.
●Calibration with LC-Adjust
After mounting, the sensors shall be calibrated in the machine with our calibration unit LC-Adjust. This allows highest accuracy with errors less than ±0.1° in the full measuring range.
●Precalibration
All sensors are pre-calibrated in order to work with reasonable results also without calibration. Only the mounting angle must be defined. Linearity errors can be input for different measuring situations by the machine user.
To document the performance capability of the LaserCheck sensors, each sensor is supplied with its own calibration certificate.
Real time measurement
The fast GigE cameras inside the LaserCheck sensors allow real ti me measurement with refresh rates up to 100Hz. USB sensors are supporti ng refresh rates up to 50Hz.
●Requirements:
■ Delem LUAP with DM-101RS module
■ Cybelec ModEva with opti on 66
■ Other controllers with real ti me support
●Advantages:
■ Bending process is not interrupted
■ Fast bending process
■ Spring-back measurement without force measurement possible
Controls (Integration)
●Available Interfaces:
■ Serial Interface for Cybelec ModEva. The LaserCheck sends the angles via RS232 and the forces with an analogue signal to a NLR-card
■ Serial Interface for Amada controls
■ Combined TCP/IP-Modbus interface for Delem DA66T and DA 69T. The angles are sent to a DM-101RS module via Modbus. Force sensors are connected to an analogue input of the module. For the control of the bending process a LUAP is also provided.
■ Open TCP/IP interface for Bystronic, ESA, Robosoft and Gasparini controls
■ CANopen
■ EtherCAT

Why LaserCheck?
●LaserCheck does not only include angle sensors. It is a complete system to be connected to press brakes. It includes diff erent interfaces for press brake controllers, strain gauge sensors to detect spring-back and motorized systems for sensor movements.
●Well established technology. The separati on of sensors and CPUs allows cost effi cient soluti ons if the controls are able to run the LaserCheck soft ware (Cybelec, Bystronic and ESA controls).
●Long ti me support for all components.
●Bending angle correcti on during the bend process – Perfect results from the fi rst bend.
●World wide setup support.
●Training and support worldwide or in-house.
Why data M Engineering?
Training in our premises in Holzkirchen, where you learn:
– How to mount LaserCheck
– Parameterisati on
– Interfacing to LaserCheck (TCP/IP, Modbus and others)
– LUA programming for Delem controls
Software Development
– Soft ware development for diff erent measuring jobs
– Soft ware modifi cati ons for special interfaces
Engineering Services
– Customised soluti ons for special purpose like bending hexagonal tubes
– Customised sensors with long working distances up to 1000 mm
– Additi onal axes for sensor movements including controls
– Sensor dependent crowning control

LaserCheck 10
USB | For machines up to 60 mm die width.

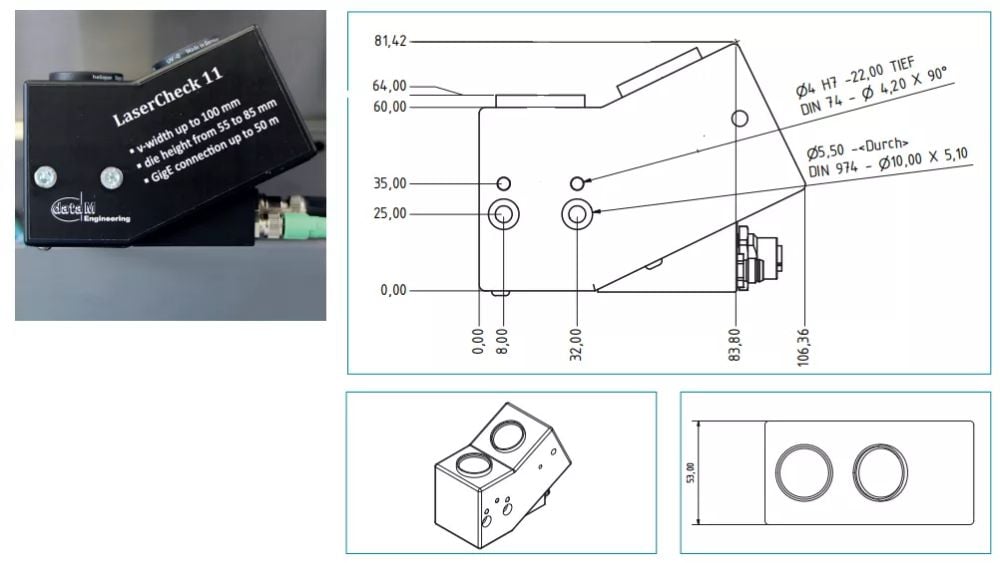
LaserCheck 11
Gigabit-Ethernet | For machines up to 100 mm die width.
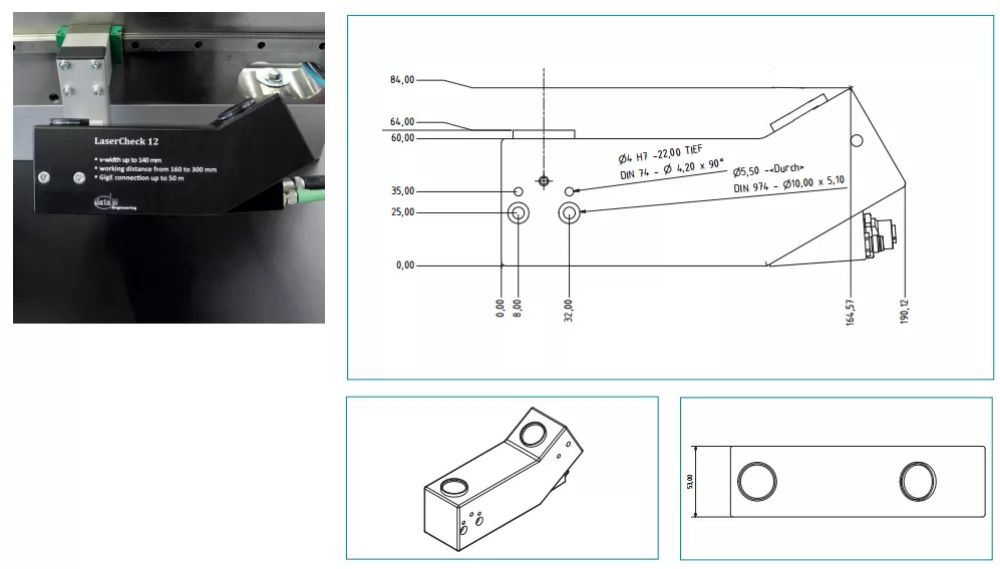
LaserCheck 12
Gigabit – Ethernet | For large machines up to 320 mm working distance.
Range Extender
For LaserCheck 11 and 12 | Extends the measuring range for larger tools.
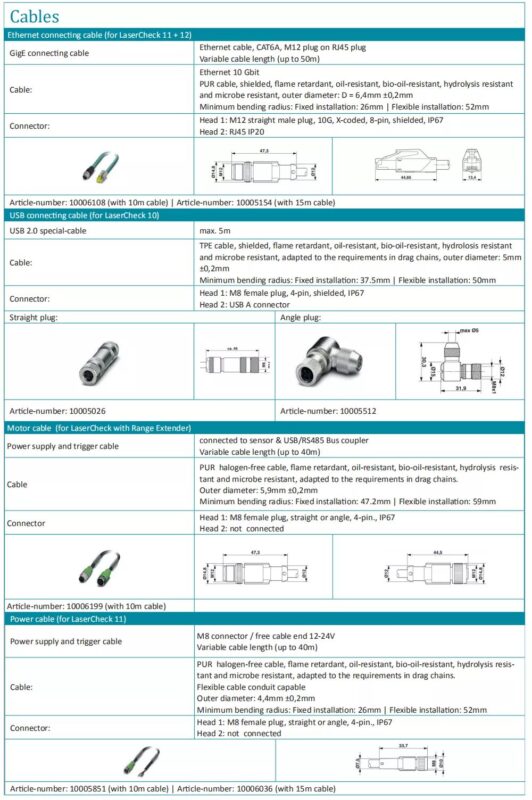
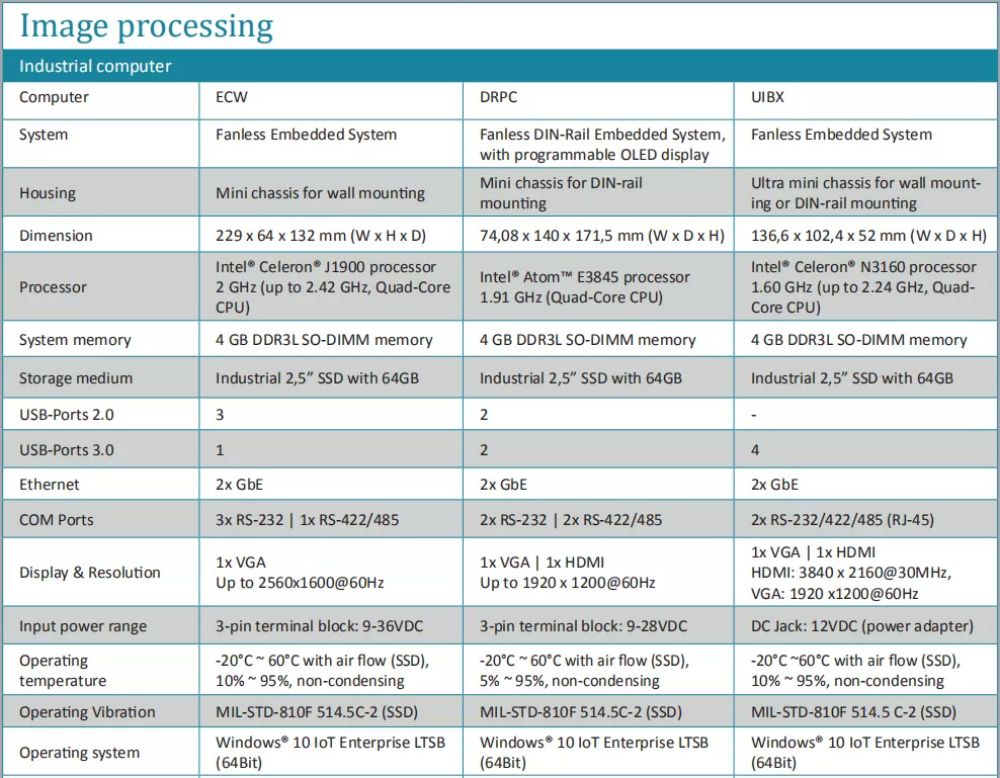
Cables | Accessoires | Options | Image Processing