








Temperaturprobleme bei Rohrbiegemaschinen Biegefehler stellen eine häufige Herausforderung in der Metallverarbeitung dar, insbesondere für Hersteller, die präzise und reproduzierbare Biegeergebnisse benötigen. Viele Bediener stoßen nach längerem Maschineneinsatz oder zu unterschiedlichen Tageszeiten auf unerwartete Winkelabweichungen und Biegefehler, deren Ursache ihnen unklar bleibt. In den meisten Fällen liegt das Problem an der Wärmeentwicklung durch Hydrauliksysteme, Motoren, Reibung zwischen Rohren und Werkzeugen oder auch an saisonalen Schwankungen der Umgebungstemperatur. Diese Temperaturfaktoren beeinflussen direkt das Materialverhalten und die Maschinenleistung. In diesem Artikel erkläre ich, wie sich die Temperatur auf die Biegegenauigkeit auswirkt, warum sie zu Fehlern führt und welche praktischen Maßnahmen Sie ergreifen können, um die Temperatur zu kontrollieren und eine gleichbleibende Biegequalität zu erzielen.
Wie die Temperatur die Rohrbiegen Genauigkeit
Materialausdehnung bei Temperaturproblemen an Rohrbiegemaschinen
Wenn Metallrohre der Wärme ausgesetzt sind, die während langer Produktionszyklen entsteht, dehnen sie sich mikroskopisch aus. Schon geringe Änderungen des Durchmessers oder der Wandstärke können das Verhalten des Rohrs unter Belastung beeinflussen. Aluminium dehnt sich beispielsweise schneller aus als Stahl, was hohe Temperaturen insbesondere für Anwendungen im Automobil- und Klimabereich problematisch macht. Diese geringe Wärmeausdehnung führt zu ungleichmäßigen Biegewinkeln, unterschiedlicher Rückfederung und Verformungen bei engen Biegeradien.
Auswirkungen übermäßiger Hitze auf die Werkzeuge
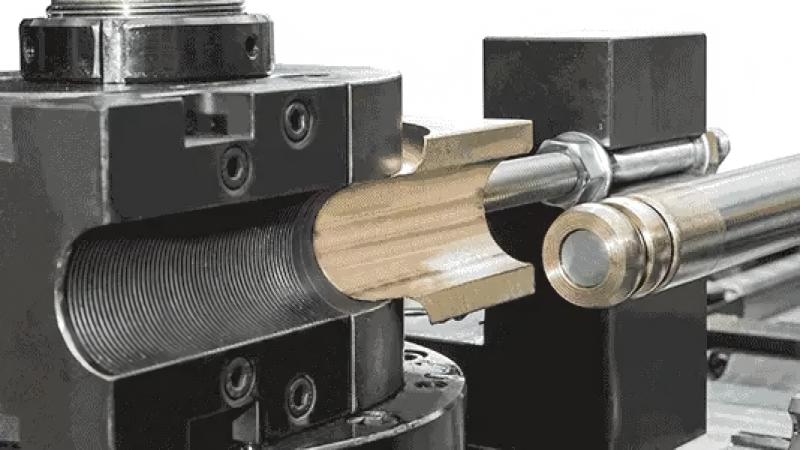
Dorne, Abstreifer und Biegewerkzeuge absorbieren durch Reibung Wärme. Mit der Zeit steigt die Werkzeugtemperatur so weit an, dass sich der Oberflächenkontakt zwischen Material und Werkzeug verändert. Überschüssige Wärme kann zu Anhaften, Fressen und erhöhtem Widerstand beim Umformen führen. Dies verursacht Markierungen auf der Rohroberfläche, ungleichmäßigen Biegewiderstand und Genauigkeitsabweichungen – insbesondere bei polierten Edelstahl- oder beschichteten Rohren.
Temperaturschwankungen im Hydrauliksystem beeinflussen die Kraftausgabe
Die Viskosität von Hydrauliköl ändert sich mit der Temperatur. Bei kaltem Öl kann sich das System träge und schwergängig anfühlen. Bei heißem Öl wird das Druckverhalten instabil. Diese Schwankungen verändern die aufgebrachte Biegekraft und beeinflussen das Timing, was letztendlich zu Abweichungen im Biegewinkel führt. Eine kontinuierliche Produktion ohne ausreichende Kühlung erhöht dieses Risiko erheblich.
Häufige Rohrbiegefehler aufgrund von Temperaturproblemen
Inkonsistenz des Biegewinkels
Die Bediener stellen möglicherweise fest, dass sich die Winkel nach den ersten Produktionszyklen verändern. Sobald die Maschine warmgelaufen ist, verhalten sich Druck und Reibung nicht mehr wie während der Einrichtung.
Oberflächenrisse und Falten
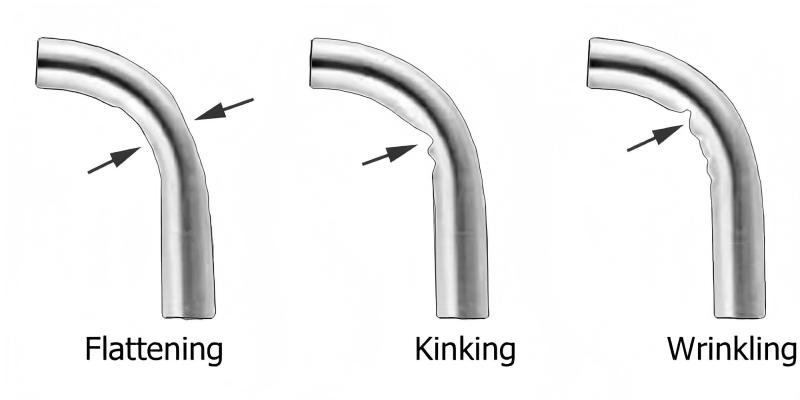
Temperaturänderungen beeinflussen das Fließverhalten des Materials. Wird das Rohr zu heiß, kann es sich ungleichmäßig dehnen und Risse bekommen. Wird es zu kalt, erhöht sich der Widerstand und es können sich Falten bilden.
Rückfederungsvariante
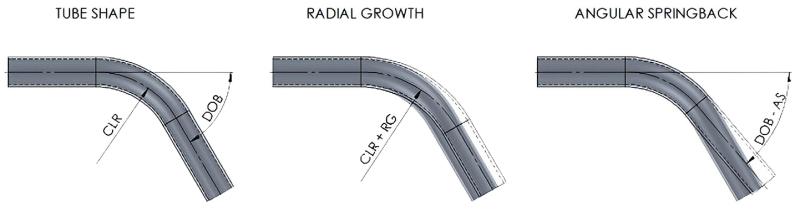
Die Rückfederung hängt von der Materialselastizität ab, und diese ändert sich mit der Temperatur. Ein bei 25 °C gebogenes Rohr verhält sich anders als dasselbe Rohr, das bei 40 °C gebogen wird. Diese Abweichungen sind oft unvorhersehbar, sofern keine Temperaturregelung erfolgt.
Wie man Temperaturprobleme an Rohrbiegemaschinen behebt
Die Materialtemperatur sollte regelmäßig überwacht werden.
Verwenden Sie Infrarotthermometer, um die Temperatur des Rohrs an mehreren Stellen zu messen. Bereits eine Differenz von 10 °C kann deutliche Winkeländerungen hervorrufen. Markieren Sie die Zieltemperaturbereiche bei der Einrichtung und überprüfen Sie diese regelmäßig.
Steuerung der Aufwärmzyklen der Maschine
Vermeiden Sie die Kalibrierung der ersten Biegung, wenn die Maschine kalt ist und die Hydraulik noch nicht die normale Betriebstemperatur erreicht hat. Führen Sie Aufwärmprogramme durch, um die Ölviskosität und die Werkzeugtemperatur zu stabilisieren.
Kühl- und Schmierstrategien implementieren

Für Biegevorgänge mit hoher Reibung empfiehlt sich der Einsatz von Sprüh- oder Innenschmiersystemen. Bei kontinuierlicher Produktion sollten Kühlventilatoren oder Wärmetauscher in Betracht gezogen werden. Eine ausreichende Schmierung reduziert zudem Oberflächenfehler und verlängert die Werkzeugstandzeit.
Anpassung der Vergütung auf Grundlage beobachteter Trends
Moderne CNC-Rohrbiegemaschinen ermöglichen die Winkelkompensation. Die Biegeergebnisse werden erfasst und die Einstellungen anhand des gleichbleibenden Temperaturverhaltens angepasst, anstatt auf jede Biegung einzeln zu reagieren.
Häufig gestellte Fragen
Können saisonale Wetteränderungen Temperaturprobleme bei Rohrbiegemaschinen verursachen?
Ja. In Werkstätten ohne Klimaanlage kommt es zu erheblichen Leistungsschwankungen, insbesondere bei Aluminium- und Dünnwandrohren im Sommer oder Winter.
Beeinflusst Hydrauliköl die Biegegenauigkeit?
Absolut. Mit steigender Temperatur des Hydrauliköls sinkt dessen Viskosität, was sich auf die Druckkonstanz und die Kraftübertragung beim Biegen auswirkt.
Wie kann ich durch Temperatur verursachte Biegefehler verhindern?
Temperatur überwachen und steuern, für ordnungsgemäße Schmierung sorgen, Aufwärmzyklen stabilisieren und Kompensationswerte als Teil der Standardverfahren aufzeichnen.
Abschluss
Rohrbieger Temperaturprobleme zählen zu den am häufigsten übersehenen Ursachen für Biegefehler, von Winkelabweichungen bis hin zu Oberflächenbeschädigungen. Durch Temperaturüberwachung, Kontrolle der Aufwärmzeiten, Anwendung geeigneter Schmierstoffe und Anpassung der Kompensationseinstellungen können Sie die Biegegenauigkeit deutlich verbessern und Materialverschwendung reduzieren. Benötigen Sie weiterführende Informationen, materialspezifische Empfehlungen oder maschinenbasierte Lösungen? Kontaktieren Sie gerne unser Serviceteam für weitere Unterstützung und Dokumentationen, die auf Ihre Biegeanwendungen zugeschnitten sind.
Du hast nicht mehr genügend Humanizer-Wörter übrig. Erweitere deinen Surfer-Tarif.



