








Si busca aumentar la eficiencia de su fabricación, la automatización de plegado ESA S530 le ofrece la solución. Este sistema avanzado automatiza el proceso de plegado, reduciendo significativamente la intervención humana y garantizando un resultado consistente y de alta calidad. En este artículo, le mostraré cómo el ESA S530 transforma la productividad al permitir una selección rápida de materiales, ajustes de plegado precisos y una operación optimizada, ayudándole a lograr resultados superiores con facilidad.
Introducción
En la fabricación moderna, la eficiencia y la precisión son primordiales. La automatización de plegado ESA S530 revoluciona el proceso de plegado al automatizar tareas, reducir la intervención manual y garantizar una calidad constante del producto. Al integrar la ESA S530, los fabricantes pueden aumentar significativamente la productividad, optimizar los flujos de trabajo y minimizar los errores. A medida que la automatización se vuelve esencial para mantenerse competitivo, ESA S530 Es una herramienta clave para prosperar en el mercado actual.
Ejecución de programas en modo automático
Para maximizar la productividad con la automatización de plegado ESA S530, es fundamental comprender la ejecución de programas en modo automático. Una vez introducido un programa numérico, ejecutarlo en modo automático agiliza el proceso de plegado, reduciendo la entrada manual y mejorando la precisión.
Prensa

para acceder al estado automático.
La automatización de plegado ESA S530 mejora notablemente la productividad al optimizar la ejecución del programa en modo automático. Así es como optimiza el proceso de plegado y garantiza una calidad constante:
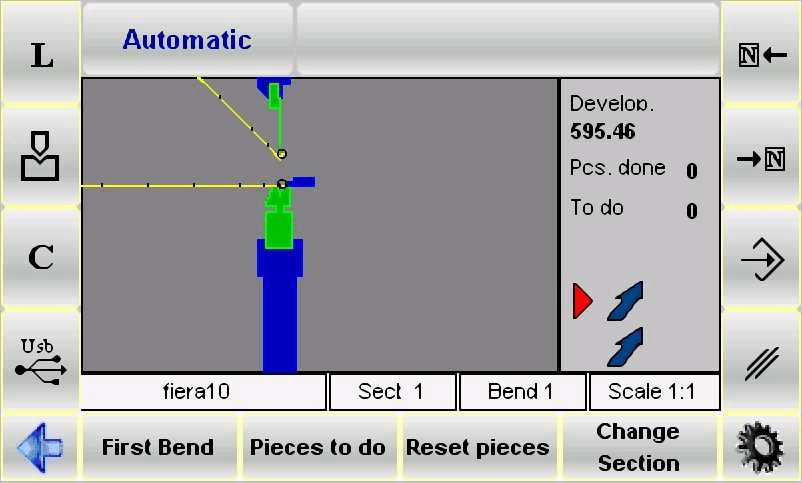
- Máscara automática gráfica:Cuando se selecciona un programa gráfico calculado, puede activar la máscara gráfica presionando el botón [Gráfico] Clave. Esta función muestra tres ventanas:
- Ventana principal:Ilustra las partes superior e inferior de la máquina, el punzón y la matriz tal como se ingresaron en el programa, la pieza de trabajo antes y después del doblado y la posición de detención.
- Ventana de posicionamiento:Le guía sobre cómo posicionar la pieza de trabajo para cada curva, ya sea volteando o rotando la placa de metal de la curva anterior.
- Ventana de datos:Muestra los datos de curvatura actuales y el contador de piezas de trabajo.
- Máscara automática numéricaEn modo automático, esta máscara combina los datos de los objetivos de los ejes con los datos numéricos introducidos. Aunque no es posible modificar los datos del programa en este modo, la opción de visualización de caracteres más grandes facilita la lectura de los objetivos de los ejes. Alterne entre la visualización de caracteres más grandes y más pequeños según sea necesario para una visualización óptima.


Al automatizar estos pasos clave con ESA S530, minimiza la intervención humana, lo que genera un proceso de doblado más fluido y sin errores y mejora la productividad general en sus operaciones de fabricación.
Ejecución automática de ciclos
- Iniciar ciclo automáticoPulse un botón para iniciar el ciclo automático. Los ejes del localizador se posicionan automáticamente.
- Realizar curva:Presione el pedal hacia abajo Bajar el ariete y ejecutar la curva con precisión.
- Reinicio automático:Después de doblar, el ariete se reinicia y los ejes del localizador se ajustan para la siguiente curva.
- Repetir ciclo:Después de la última curva, el ciclo se reinicia automáticamente desde la primera curva.
Ejecución de la pieza de muestra
La automatización de plegado ESA S530 aumenta la productividad al optimizar la corrección de datos de plegado. Con la máscara SEMIAUTOMÁTICA, los operadores pueden ajustar ángulos o longitudes en el momento durante la ejecución de una pieza de muestra. Este proceso se adapta a las variaciones de la placa metálica e integra las correcciones directamente en el programa, garantizando plegados precisos y consistentes. Esta automatización no solo mejora la precisión, sino que también acelera la eficiencia de la producción.
El procedimiento se puede activar desde la máscara AUTOMÁTICA de la siguiente manera:
- Prensa

- Prensa

para posicionar los ejes del localizador.
- Presione el pedal hacia abajo para hacer la curva.
- Mida la curva realizada en términos de longitud y ángulo de curvatura.
Si se detectan discrepancias:
- Acceda a los datos de corrección presionando

- Para aplicar una corrección general en todos los pasos (ideal cuando se requieren ángulos uniformes), ingrese los datos de corrección en la columna de la pieza de trabajo.
- Para ajustes específicos de cada sección, introduzca los datos en la columna "Sección". Para cada curva, utilice la columna "Curva".
- Introduzca los datos de corrección para ajustar y refinar la curva.

Al reducir la necesidad de intervención manual y permitir correcciones sistemáticas, ESA S530 Bending Automation maximiza la eficiencia y garantiza una calidad constante en todas las operaciones de doblado.
Entrada de datos de corrección
Los datos de corrección a introducir son en mm cuando se trata de la posición de los ejes del localizador y en grados para el ángulo de curvatura; los datos introducidos se suman al valor en el programa.
Una vez introducidos los datos de corrección:
- Prensa
- Utilice el sistema para ajustar la posición de los ejes del localizador, que pueden haberse alterado después de las correcciones.
- Repita la curva.
- Compruebe si la curvatura es correcta:
- Si una curva es correcta, aplique el mismo procedimiento a todas las curvas programadas utilizando las teclas de navegación.
- En caso contrario, ajuste los datos de curvatura actuales según sea necesario.
- Una vez completadas las correcciones de todas las curvas, inicie el ciclo automático desde la curva seleccionada presionando el comando apropiado.
Cómo anular los datos de corrección
Prensa [Perder Correc.] Para anular las modificaciones realizadas a las correcciones. Se restaurarán los valores presentes al acceder a la máscara.
Tabla de materiales
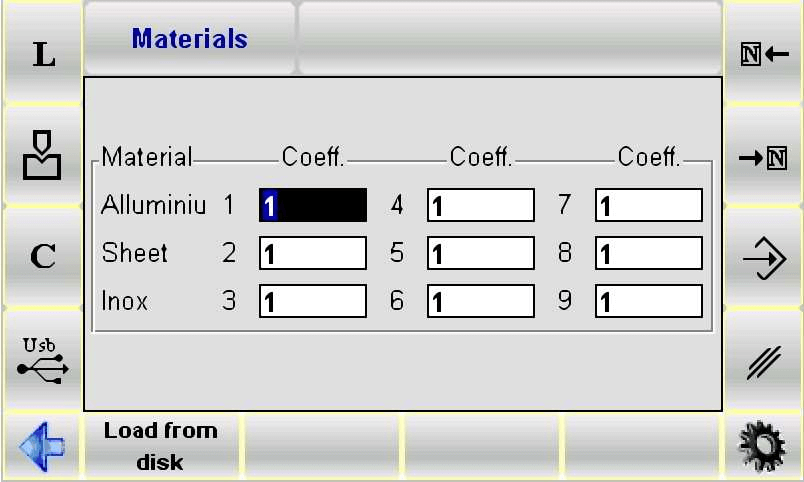
La Tabla de Materiales contiene los coeficientes de corrección del cálculo del estiramiento, divididos entre los 9 materiales disponibles.
Cómo acceder a la máscara de la Tabla de Materiales
Cumpla con el siguiente procedimiento para acceder a la Tabla de materiales mascarilla:
- Acceda a la máscara de Correcciones presionando
- Presione el [Tabla de materiales] llave.
La máscara ilustrada en la figura aparece:
Cómo utilizar el coeficiente de materiales
Para optimizar la automatización de plegado del ESA S530, acceda a la tabla de materiales para configurar los coeficientes de corrección. Estos ajustan los cálculos de estiramiento para los plegados, afectando tanto a los programas nuevos como a los existentes. El valor predeterminado del coeficiente es 1. Modificarlo influye en el estiramiento (p. ej., 2 dobles, 0,5 mitades). Los valores aceptables van de 0 a 9, con una precisión de dos decimales. Ajustarlos garantiza un plegado preciso y eficiente.
- Desactivación del cálculo de estiramiento:En ESA S530 Bending Automation, establezca los coeficientes en 0 para deshabilitar el cálculo de estiramiento y detener los cálculos de X.
- Coeficientes de ahorro:Presione la tecla guardar en ESA S530 para almacenar los coeficientes ingresados.
- Coeficientes de carga: Usar [Cargar desde el disco] en ESA S530 para cargar coeficientes desde una llave USB, o gestionarlos con [Guardar TODO] y [Cargar TODO] en modo automático.
Coeficiente de clinchado/acuñación
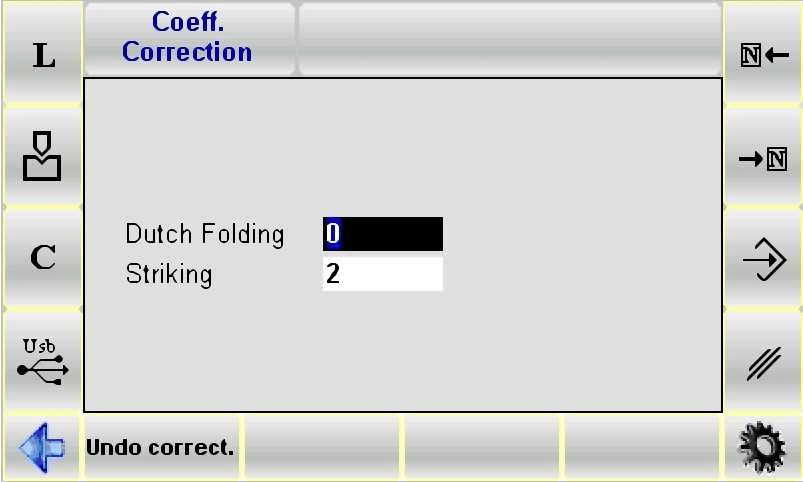
El Coeficientes de corrección La máscara contiene únicamente el coeficiente de Clinching/Coining.
Acceso a la máscara de coeficientes de corrección
Cumpla con el siguiente procedimiento para acceder a la máscara de Coeficientes de Corrección:
- Acceda a la máscara de Correcciones presionando
- Presione el [Coeficiente de corrección] llave.
La máscara ilustrada en la figura aparece:
Uso de coeficientes de clinchado/acuñación
Acceder a la Coeficientes de corrección máscara e ingrese los parámetros.
Estos parámetros se utilizan en el cálculo de BDC para todas las curvas del tipo Clinching/Coining.
- Coeficientes de ahorro:Los ajustes se guardan automáticamente al salir de la máscara, lo que garantiza que sus configuraciones se conserven sin esfuerzo.
- Revertir cambios: Prensa [Perder Correc.] para revertir cualquier cambio y restaurar los valores originales cuando sea necesario.
Corrección del radio interno
La corrección del radio interno del sistema de automatización de plegado ESA S530 permite a los operadores ajustar el radio interno mostrado en la configuración de datos de mecanizado. Este radio se puede recalcular mediante diferentes métodos, lo que afecta a los cálculos de longitud y estiramiento de la pieza. Para conocer los modos de aplicación detallados, consulte el manual de parámetros de la máquina. Esta función mejora la precisión y la flexibilidad del ESA S530 en los procesos de plegado.
Selección de fórmula DIN para el cálculo del estiramiento
Para cálculos de estiramiento precisos con la automatización de plegado ESA S530, los operadores pueden optar por la fórmula DIN estándar. Simplemente introduzca "1" en el parámetro genérico de fórmula de estiramiento para seleccionar esta opción. Esto garantiza la precisión en sus operaciones de plegado, gracias a los diversos modos de aplicación del radio interno disponibles en los parámetros de la máquina.
Comprobación del programa
En el sistema de automatización de plegado ESA S530, después de realizar modificaciones, pulse el botón para posicionar los ejes. El programa comprueba automáticamente si hay errores. Si se encuentran, aparecerá un mensaje y el programa permanecerá en... DETENER estado en modo semiautomático.
Ciclo de autoaprendizaje
Cuando los objetivos de plegado estándar no son aplicables, como en el caso de punzones redondeados, el ciclo de autoaprendizaje del sistema de automatización de plegado ESA S530 puede utilizarse en modo SEMIAUTOMÁTICO. Esto permite a los operadores determinar manualmente el final del objetivo de plegado sin pasar al siguiente paso.
Los métodos para ajustar el final del objetivo de curvatura incluyen:
- Si el objetivo a alcanzar es más alto que el objetivo final de curva calculado, el objetivo se puede encontrar utilizando solo el pedal.
- Si el objetivo a alcanzar es más bajo que el objetivo de curvatura calculado, el operador debe habilitar el Reascenso al TDC con habilitación de ascenso entrada, suelte el pedal al final del objetivo de curvatura y use estos dos botones, que permiten que el ariete se mueva hacia arriba o hacia abajo una décima de milímetro a la vez.


El procedimiento se puede activar desde la máscara SEMIAUTOMÁTICA de la siguiente manera:
- Prensa
- Prensa
para posicionar los ejes del localizador.
- Presione el pedal hacia abajo para hacer la curva;
- Encuentre el punto final de curvatura requerido mediante el procedimiento descrito anteriormente.
- Prensa [AutoLear.Y].
- Presione el pedal hacia arriba.
Repita el procedimiento para todas las curvas del programa. Utilice el

o

Teclas para moverse entre las distintas curvas.
Cuando se haya realizado el autoaprendizaje para todas las curvas:
- Prensa

y ejecutar el programa desde la primera curva.
Preguntas frecuentes (FAQ)
¿Puede la automatización de plegado ESA S530 trabajar con varios materiales?
Sí, ESA S530 Bending Automation incorpora una completa tabla de materiales que ayuda a los usuarios a seleccionar las propiedades correctas del material, lo que garantiza un doblado preciso para una amplia gama de materiales.
¿Qué son las fórmulas DIN y cómo se relacionan con la automatización de doblado ESA S530?
Las fórmulas DIN se utilizan para calcular el estiramiento durante el proceso de plegado. El ESA S530 permite a los usuarios seleccionar la fórmula DIN adecuada para garantizar un estiramiento preciso y unas dimensiones exactas del producto final.
¿Cómo puede la verificación de programas mejorar el proceso de doblado?
La verificación del programa permite a los operadores verificar la configuración y las correcciones antes de ejecutarlo. Esto reduce la probabilidad de errores, garantizando un proceso de plegado fluido, eficiente y sin errores con la automatización de plegado ESA S530.
Conclusión
La automatización de plegado ESA S530 mejora significativamente la productividad al optimizar el proceso de plegado mediante la ejecución automática de programas, la selección precisa de materiales y la aplicación precisa de coeficientes de clinchado/acuñación. Al utilizar la tabla de materiales y realizar las correcciones necesarias del radio interno, los operadores pueden garantizar un rendimiento de plegado superior y una calidad del producto superior. Además, la selección de la fórmula DIN adecuada para el cálculo del estiramiento y la realización de comprobaciones exhaustivas del programa contribuyen a minimizar errores y maximizar la eficiencia.
Para optimizar sus operaciones de fabricación, implemente la automatización de plegado ESA S530 en sus procesos. Para obtener asistencia detallada, recursos adicionales o cualquier pregunta, no dude en contactar con nuestro equipo. Explore nuestro sitio web para obtener documentación más completa y materiales relacionados que le ayudarán a optimizar aún más su capacidad de producción.



