








Para mejorar la eficiencia del plegado de metales, la programación ESA S630 es fundamental. Si le interesa saber cómo esta programación puede optimizar sus procesos de plegado y mejorar la productividad general, está en el lugar indicado.
En este artículo, exploraré cómo la programación ESA S630 puede mejorar significativamente la eficiencia de plegado, ofreciendo un análisis detallado de sus características y ventajas. Tanto si es un profesional experimentado como si se inicia en la programación CNC, esta guía le proporcionará la información esencial que necesita para aprovechar al máximo la ESA S630 y lograr la máxima eficiencia de plegado.
Lista completa de programas de doblado
La programación ESA S630 ofrece una gama versátil de programas diseñados para optimizar las operaciones de plegado en diversas situaciones. A continuación, se presenta una descripción general de los diferentes tipos de programas y sus aplicaciones:
- Gestión de listas de programas:
Acceda a la lista de programas mediante el menú correspondiente. Esta lista ofrece una vista organizada de los programas disponibles, con información detallada accesible mediante la posición del cursor.
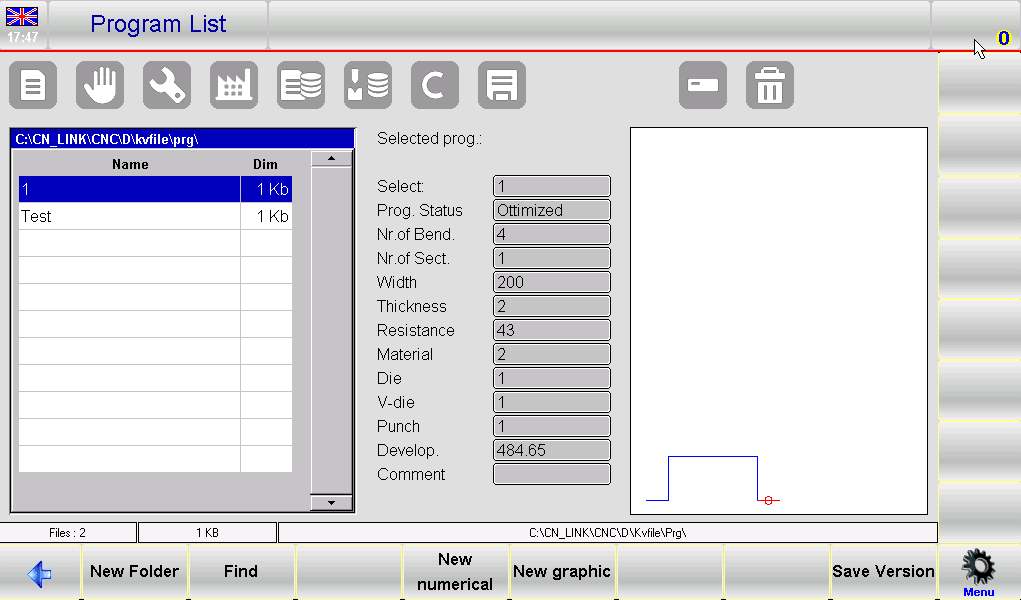
Utilice la barra de desplazamiento para navegar por la lista de manera eficiente.
2. Creación y personalización de programas:
- Nueva carpeta:Organiza tus programas creando nuevas carpetas para una fácil gestión.
- Nuevos programas numéricos y nuevos gráficos:Configurar nuevos programas basados en datos numéricos o gráficos visuales, mejorando la precisión y visualización en operaciones complejas.
- Copiar y renombrar funciones:Duplique rápidamente programas con nuevos nombres, lo que permite realizar modificaciones y adaptaciones sencillas a requisitos de doblado específicos.
- Vista previa y edición del programa:
Habilite las vistas previas de programas para visualizar programas gráficos. Esta función se puede desactivar si prefiere una vista simplificada. Realice ediciones como renombrar o copiar directamente desde el menú, lo que agiliza la gestión.
3. Copia de seguridad y transferencia de datos:
Guarde los programas en un dispositivo USB para transferirlos entre diferentes máquinas o como copia de seguridad. Esta función garantiza que sus operaciones de plegado tengan soporte constante, independientemente de la ubicación.
Guarde o elimine varios programas simultáneamente utilizando las opciones dedicadas, lo que garantiza una gestión eficiente de los datos.
Para cambiar la unidad de trabajo mediante la programación ESA S630, siga estos pasos:
- Pulse el botón para acceder a la Lista de programas.
- Navegar hasta el Menú presionando el botón correspondiente.
- Seleccione la opción 5 para Impulso al cambio de trabajo.
- Utilice su dedo para elegir una unidad de trabajo de la lista que se muestra.
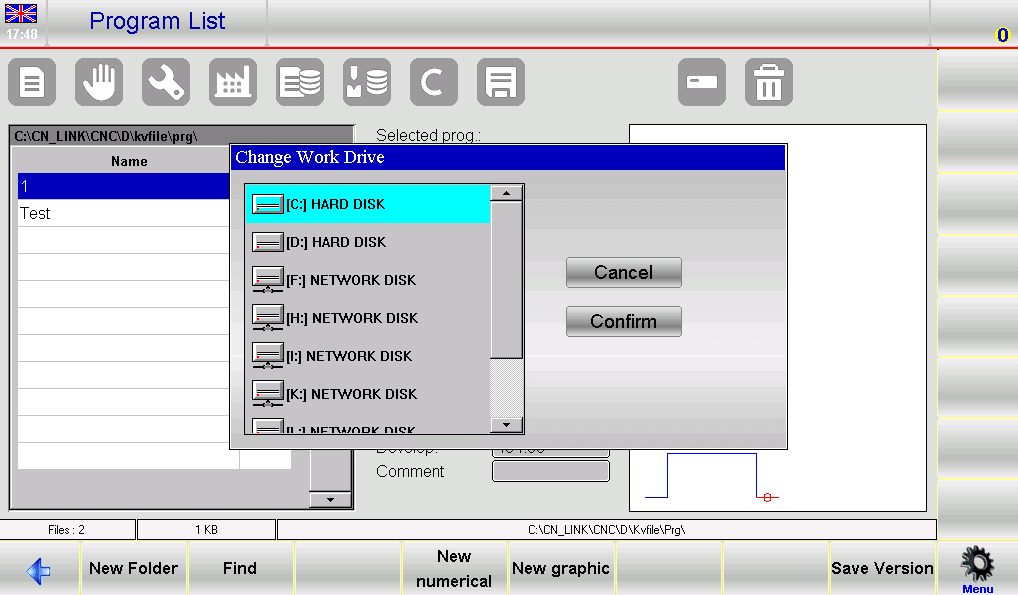
Esta secuencia garantiza que utilice la programación ESA S630 de manera eficiente, mejorando el proceso de configuración y manteniendo un rendimiento óptimo de la máquina.
Entrada de programa numérica vs. gráfica
Introducir un programa numérico
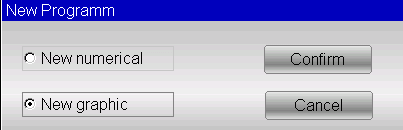
Para ingresar un nuevo programa numérico presione [Nuevo Programa] desde la página Editor de un programa numérico y seleccione [Nuevo numérico]:
O se puede crear desde la lista de programas presionando y [Nueva numérica] .
La programación ESA S630 optimiza significativamente las operaciones de plegado al agilizar las tareas clave. A continuación, una guía concisa:
- Configuración de los datos de la pieza
Se abrirá una ventana para ingresar los datos del programa:
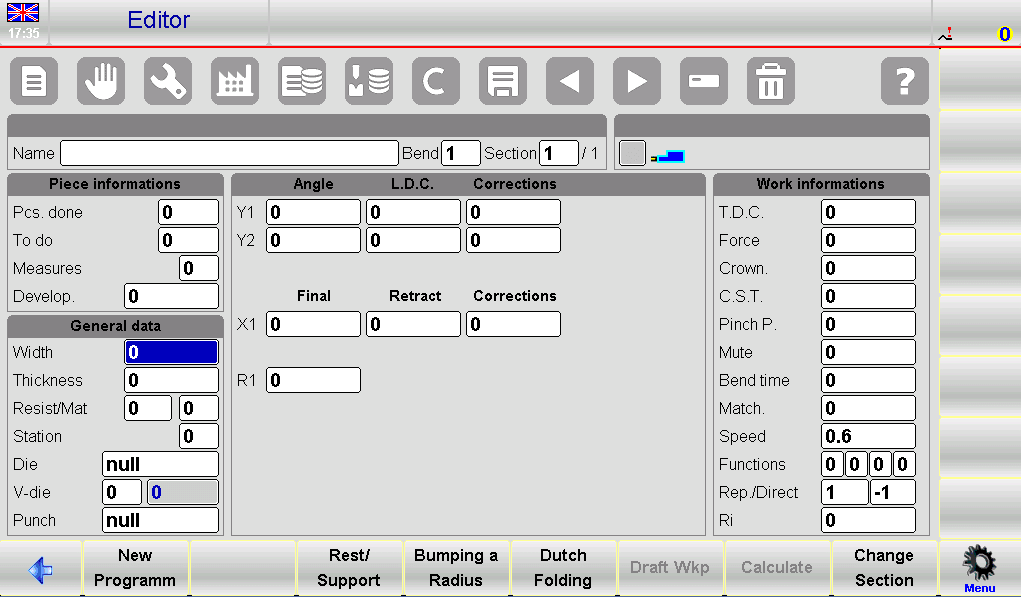
- Ancho de chapa metálica:Toque el campo, ingrese el ancho y seleccione [De acuerdo].
- Espesor de la chapa metálica:Ingrese el grosor de forma similar.
- Valores de resistencia:
- Aluminio: 0-30
- Hierro: 31-50
- Acero inoxidable: >50
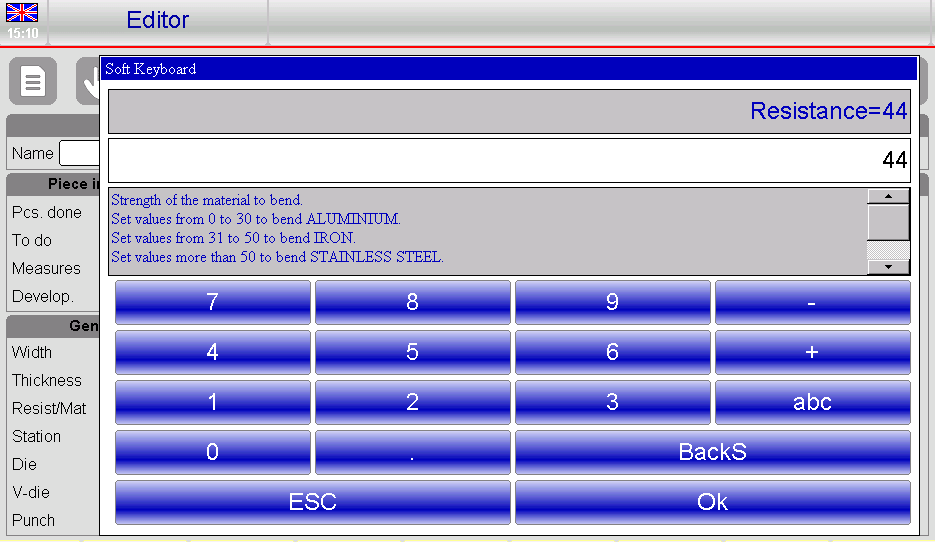
- Cálculo automático de materiales:El sistema calcula el material en función de la resistencia, lo que reduce la entrada manual.
- Configuración de la estación de trabajo: Ingrese el número de estación si corresponde; de lo contrario, déjelo como 0.
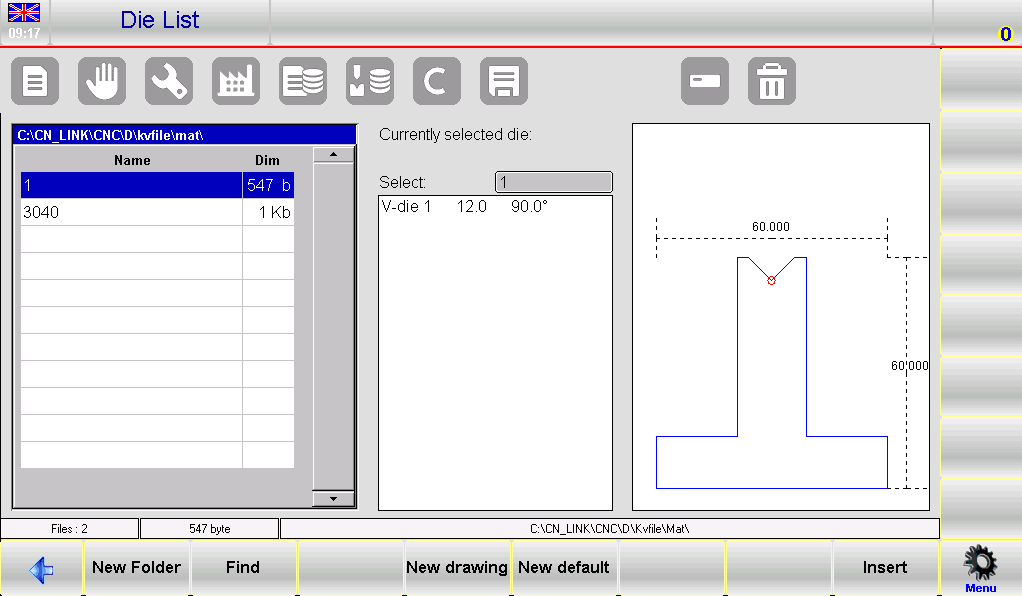
- Selección de matrices y matrices en V:
- Seleccione un dado de la lista tocando el campo, desplazándose y presionando [Insertar].
- Seleccione el V-die apropiado si hay varios; si solo hay uno, ingrese 1.
- Selección de punzones: Elija el golpe de manera similar accediendo a la lista, desplazándose y presionando [Insertar].
2. Configuración y ajuste de curvas
- Introduzca el ángulo de curvatura deseado en el Ángulo Y1 campo.
- Establezca la longitud de curvatura en el campo Final X1.
- Los datos se calculan automáticamente pero son personalizables.
3. Gestión de datos de trabajo
- Acceso 7>>Información del trabajo Para revisar TDC, Silencio, y Punto de pellizco datos.
- Salir seleccionando [De acuerdo].
4. Operaciones de curvatura
- Copiar curva: Navegue hasta la curva de destino, abra el menú y seleccione5>> Copiar paso.
- Insertar curva: Posición después del punto de entrada, elija4>> insertar paso.
- Introduzca la curva copiada: Colóquelo antes de la curva objetivo siguiendo pasos similares.
5. Radios y curvas especializadas
- Usar [Aumentar un radio] para introducir ángulos y radios de rodadura, confirmando con [Confirmar].
- Ajustar plegado holandés y conificación mediante la modificación de LDC y puntos muertos inferiores en Y1 e Y2.
6. Manejo de aplicaciones especializadas
- Curvas cónicas: Introduzca ángulos cónicos mediante el [Cónico] función.
- Curvas fuera de la matriz en V: Ingrese valores finales en LDC Y1/Y2 y asegúrese de que los puntos Pinch y Mute sean más altos.
7. Gestión de programas
- Guardar programas con 2>> Guardar como…. para nuevas variaciones de programas existentes.
Cuando una herramienta cambia en su proyecto de programación ESA S630, siga estos pasos para actualizar el programa:
- Descargar:Accede y descarga el programa desde tu lista.
- Abrir editor:Vaya a la página del Editor y abra el menú.
- Programa de actualización: Elegir 3>> Actualización del programa para abrir la ventana de actualización.
- Recalcular:Haga clic [De acuerdo] para recalcular todos los datos, garantizando que se apliquen las correcciones.
- Ahorrar: Guarde el programa actualizado si es necesario.

Estas prácticas eficientes que utilizan la programación ESA S630 pueden mejorar la precisión y reducir errores, optimizando sus operaciones de doblado.
Introducción de un programa gráfico (opcional en el modelo S630)
Para ingresar a un nuevo programa gráfico presione [Nuevo Programa] desde la página Editor de un programa numérico y seleccione [Nuevo gráfico]:
O se puede crear desde la lista de programas presionando y [Nuevo gráfico] .
- Configuración de los datos generales
Al utilizar la programación ESA S630, es fundamental introducir los datos generales correctos para acceder a la función de dibujo. Siga estos pasos:
- Detalles de la chapa metálica:
- Entrar en el ancho y espesor, seleccionando cada campo y confirmando con [De acuerdo].
- Material de entrada resistencia;El sistema calcula las propiedades basándose en esto.
- Configuración de herramientas y estaciones:
- Introduzca el número de estación de trabajo o déjelo en 0 si es única.
- Seleccione e inserte el dado de la lista.
- Indicar el V-die (ingrese 1 si solo hay uno).
- Establecer la orientación de la matriz y el punzón (0 = estándar, 1 = girado 180°).
- Seleccione e inserte el punzón de la lista.
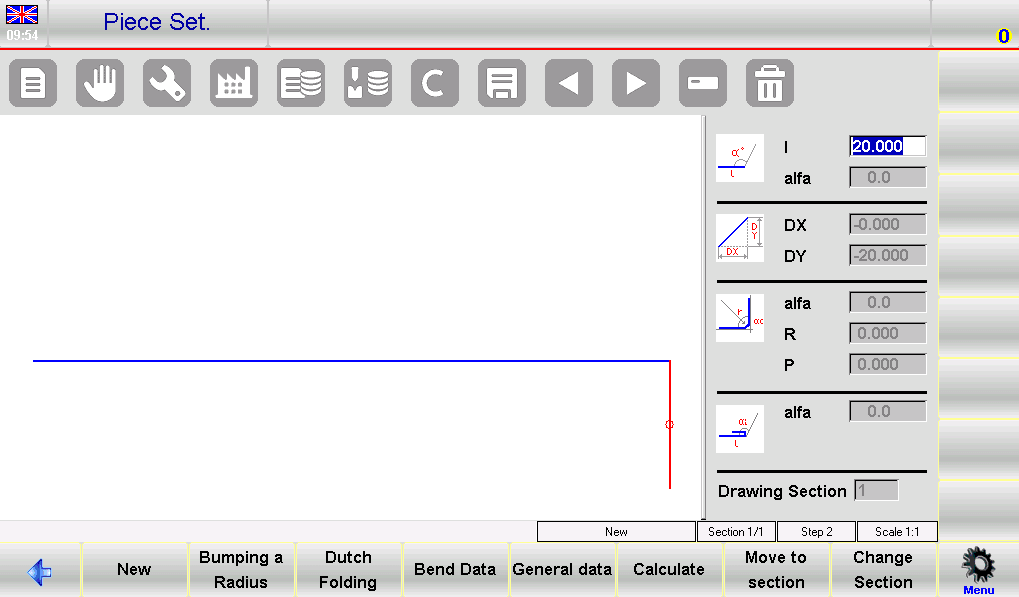
2. Ventana de dibujo
Se abrirá la página de la ventana de dibujo.
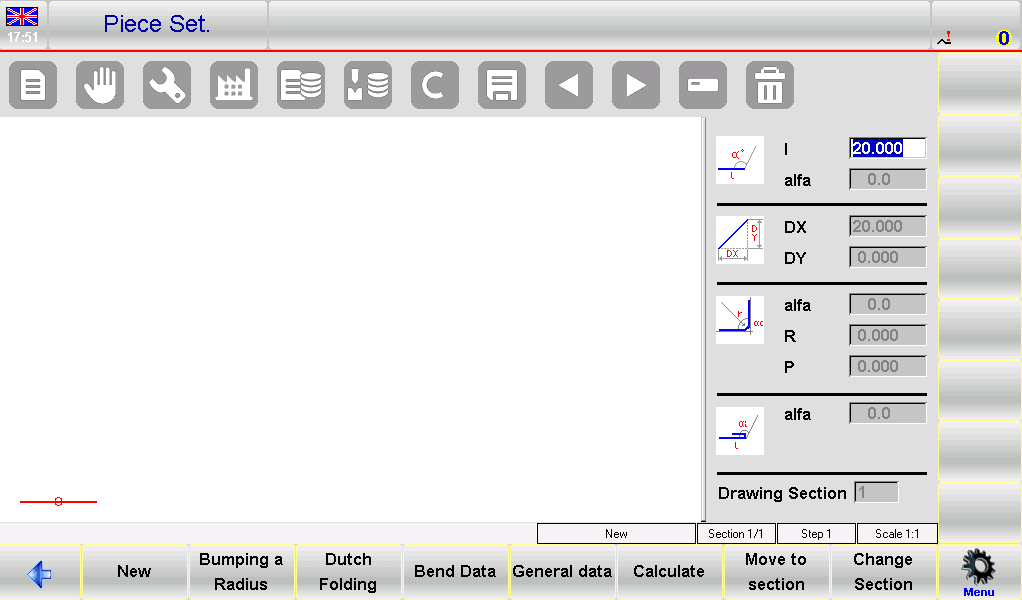
- Izquierda:Ventana de dibujo principal.
- Bien:Cuatro ventanas de entrada de datos para:
- Datos de dibujo polar
- Datos de dibujo cartesiano (normalmente no se utilizan)
- Curvas de radio
- Dobladillos plegables holandeses
3. Proceso de entrada:
- Empezar en el Conjunto de piezas página donde el primer segmento predeterminado es 20,0 mm.

- Modifique esto seleccionando el campo “l” para abrir el “Teclado suave”.
- Luego de confirmar los cambios, procede a ajustar el dibujo polar “alfa” usando los ángulos del “Teclado suave”.

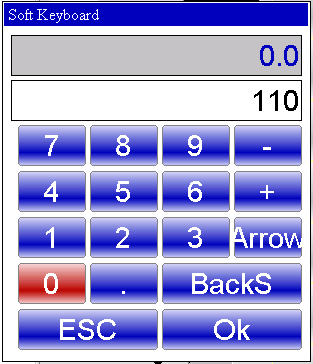
- Establezca ángulos predefinidos o ingrese ángulos personalizados, luego pase al siguiente campo de longitud para continuar con el diseño.
4. Secuenciación de curvas
- Acceder a la página gráfica AUTOMÁTICA.
- Seleccionar0>> Secuencia de flexión Gestionar y navegar diferentes curvas de manera eficiente.
5. Cambiar el color de fondo
- Abra el menú desde la página AUTOMÁTICO.
- Seleccionar 1>> Cambiar color para personalización visual.
6. Visor 3D (opcional)
- Acceda a la vista 3D desde la página AUTOMÁTICO. seleccione el elemento 3>> Visor 3D.
- Cambiar entre 3D y Vistas 2D según sea necesario.
7. Realizar el dibujo de una pieza
Supongamos que tenemos que dibujar la pieza ilustrada en la figura siguiente:

- Configuración: En la ventana de dibujo, ingrese la longitud del segmento inicial (por ejemplo, 20.0) en el campo “l” y presione [De acuerdo].
- Entrada de ángulo y longitud:
- Introduzca el primer ángulo (120,0°) en el campo “esparto” y confirme con [Ok].
- Continúe con el dibujo automático para la siguiente longitud. Asegúrese de que esté resaltada.
- Introduzca la segunda longitud (47,11) en el campo “l” y confirme.
- Entradas secuenciales:
- Introduzca el siguiente ángulo (-120,0°) en el campo “esparto" campo y prensa [De acuerdo].
- Continúe con la tercera longitud (70.0) ingresada en el campo “l”.
- Establezca el tercer ángulo (-90,0°) mediante la programación ESA S630 y confirme la entrada.
- Terminación:
- Ingrese la cuarta longitud (40.0), seguida de su ángulo (90.0°) usando el “esparto" campo.
- Agregue la quinta y última longitud (30,0) para completar el proceso de dibujo.
8. Realizar una curva de radio
Para realizar un curvado de radio es necesario tener en cuenta que según la convención, debe haber una longitud de chapa metálica antes y después del radio.
Supongamos que tenemos que dibujar la pieza ilustrada en la figura siguiente:
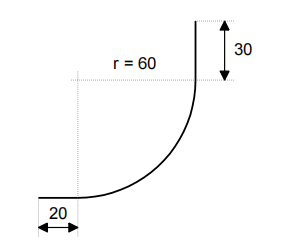
Para crear eficientemente un radio de curvatura mediante la programación ESA S630, siga estos concisos pasos:
- Inicializar longitud: Introduzca la longitud inicial de la pieza (por ejemplo, 20,0) en el campo “I” y presione [De acuerdo].
- Establecer parámetros de radio:
- Seleccionar [Aumentar un radio] para abrir la configuración del radio.
- Ingrese el ángulo de balanceo (por ejemplo, 90,0°) en “alfa” y presione [De acuerdo].
- Introduzca el radio de rodadura (por ejemplo, 60,0) en “R” y confirme.
- Definir tono: Especifique el paso de rodadura en el campo “P” y presione [De acuerdo]. El sistema procederá automáticamente.
- Finalizar Longitud: Introduzca la longitud final de la pieza (por ejemplo, 30,0) en el campo “I” y confirme con [De acuerdo].
9. Realizar un plegado holandés (dobladillo)
Supongamos que tenemos que dibujar la pieza ilustrada en la figura:

- Entrada inicial: Introduzca la longitud del lado dobladillado (30,0) en el campo “l”.
- Plegado holandés:
- Prensa [De acuerdo] y seleccione [Plegado holandés].
- Ajuste el ángulo de plegado (45,0°) en “alfa" campo.
- Dibujo automatizado: Confirme con [Ok] para dibujar y resaltar automáticamente la siguiente longitud.
- Longitudes y ángulos adicionales: Ingrese longitudes subsiguientes (100,0) en “I” y establezca ángulos (-90,0°) en “esparto".
- Pasos finales: Ingrese la última longitud del lado (22.0) en “I” y complete con [De acuerdo].
Cálculos de secuencia de plegado: automáticos o manuales
Seleccionar el método adecuado para el cálculo de la secuencia de plegado en prensas plegadoras CNC puede afectar significativamente la eficiencia. A continuación, se presenta una breve comparación entre los métodos automáticos y manuales, con información sobre cómo la programación ESA S630 optimiza el proceso.
Cálculo automático
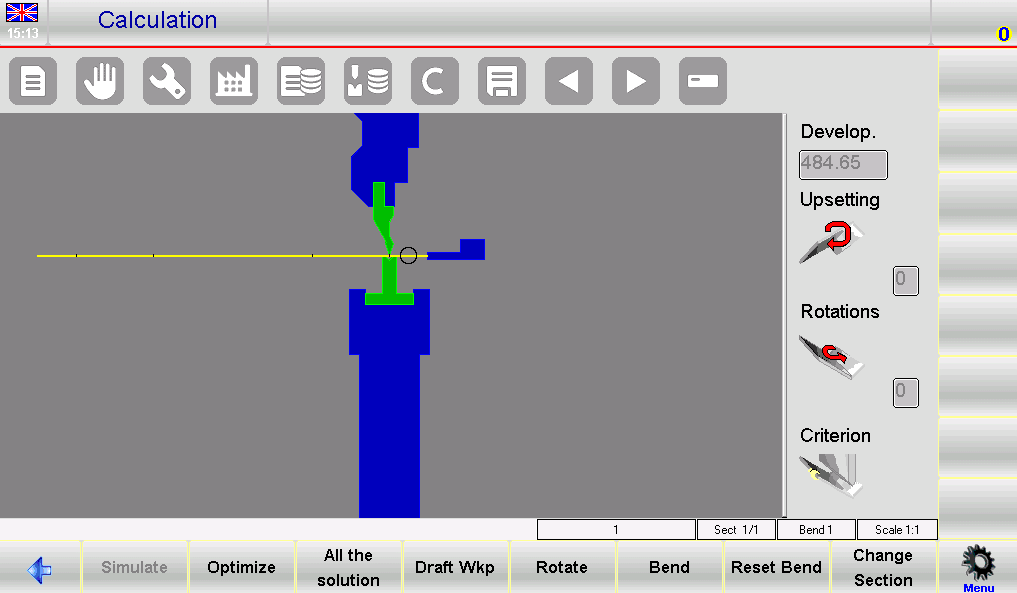
- Proceso: Iniciar a través de la página de dibujo presionando [Calcular]Una simulación muestra la configuración para la flexión.
- Mejoramiento: La programación ESA S630 determina automáticamente la secuencia óptima presionando [Optimizar].
- Beneficios:
- Eficiencia: Reduce errores y tiempos de ciclo mediante una secuenciación óptima.
- Seguridad: Prioriza la seguridad del operador al elegir secuencias que mantienen más material en zonas de manipulación seguras.
Cálculo manual
- Proceso: Los operadores fuerzan manualmente las secuencias desde la página de dibujo.
- Flexibilidad: Permite un control total o parcial sobre la secuencia, adecuado para curvas complejas.
- Beneficios:
- Control: Ofrece una mayor influencia directa sobre el proceso para operaciones personalizadas.
- Resolución de problemas: Permite realizar ajustes precisos al abordar curvas difíciles.
Cuándo utilizar cada método
- Automático: Ideal para tareas consistentes y sencillas donde la eficiencia es clave.
- Manual: Ideal para tareas complejas o personalizadas que requieren control detallado y resolución de problemas.
La programación ESA S630 sobresale en ambos métodos, ofreciendo una optimización automática mejorada en comparación con modelos más antiguos como el S540, mejorando así la eficiencia y la adaptabilidad del plegado.
Doblado eficiente de cajas
Para doblar una caja con precisión utilizando la programación ESA S630, siga estos pasos simplificados:
- Configuración de la sección de doblado:
- Crear dos programas: Utilice la programación ESA S630 para crear programas separados para pliegues horizontales y verticales. Ejecútelos secuencialmente, comenzando por la sección con el menor ancho de chapa.
- Gestión de secciones:
- Agregar secciones: Prensa [Sección de cambios] para agregar una nueva sección.
- Eliminar secciones: Navega hasta la sección, abre el menú y elige 6>> Eliminar sección para quitarlo y volver a la curva 1 de la sección 1.
- Abordar los desafíos comunes:
- Desalineación: Utilice la función de simulación del ESA S630 para verificar las secuencias de curvatura y la alineación correcta.
- Tiempo de ciclo: Optimice el orden de operación dentro de la programación ESA S630 para minimizar el reposicionamiento y reducir los tiempos de ciclo.
Con estos concisos pasos, la programación ESA S630 permite un doblado de cajas preciso y eficiente.
Preguntas frecuentes (FAQ)
¿Cómo puede la programación ESA S630 reducir el desperdicio de material durante las operaciones?
Mediante la programación ESA S630, los operadores pueden simular el proceso de plegado antes de la operación real. Esto permite realizar ajustes y perfeccionamientos para minimizar errores y, por lo tanto, reducir la cantidad de material de desecho generado.
¿Es posible integrar la programación ESA S630 con la maquinaria CNC existente?
Sí, la programación ESA S630 está diseñada para ser compatible con diversas máquinas CNC. Asegúrese de que su máquina cumpla con los requisitos del sistema necesarios para una integración perfecta. Consulte el manual del software o contacte con el soporte técnico para obtener ayuda.
¿Cuáles son algunos consejos comunes para la solución de problemas de programación del ESA S630?
Si tiene problemas con la programación del ESA S630, asegúrese primero de que se hayan instalado todas las actualizaciones de software. Compruebe la conexión entre la máquina CNC y el software. Reinicie los componentes y consulte la sección de solución de problemas del manual del usuario. Si el problema persiste, contacte con el soporte técnico para obtener ayuda.
Conclusión
En resumen, dominar la programación ESA S630 puede mejorar significativamente la eficiencia del plegado, garantizando precisión y resultados consistentes. Los pasos cruciales incluyen preparar adecuadamente el entorno de trabajo, configurar y calibrar la máquina con precisión, y seguir las instrucciones del fabricante sobre herramientas y operación. Al seguir estas prácticas, su línea de producción puede lograr una mayor eficiencia y reducir los desperdicios, mejorando así la productividad general.
Para obtener información más detallada o asistencia personalizada, no dude en contactar con nuestro equipo de HARSLE. Estamos a su disposición para ayudarle con cualquier consulta y proporcionarle recursos adicionales para optimizar aún más sus operaciones de plegado. No dude en consultar nuestra documentación para seguir optimizando el rendimiento de su prensa plegadora.



